You might also like
- Series LFII Residential Concealed Pendent Sprinklers, Flat Plate 4.2 K-FactorDocument4 pagesSeries LFII Residential Concealed Pendent Sprinklers, Flat Plate 4.2 K-FactorAchraf BoudayaNo ratings yet
- Series LFII Residential Flush Pendent Sprinklers 4.2 K-FactorDocument8 pagesSeries LFII Residential Flush Pendent Sprinklers 4.2 K-FactorAchraf BoudayaNo ratings yet
- Series LFII Residential SprinklersDocument6 pagesSeries LFII Residential SprinklersAchraf BoudayaNo ratings yet
- Installer Warning!!! Read The Following Cautions Before Handling or Installing Your SprinklersDocument4 pagesInstaller Warning!!! Read The Following Cautions Before Handling or Installing Your SprinklersAchraf BoudayaNo ratings yet
- Majestic Optima: Technical Data SheetDocument3 pagesMajestic Optima: Technical Data Sheetaditarian .pNo ratings yet
- Series LFII Residential Horizontal Sidewall Sprinklers 4.2 K-FactorDocument8 pagesSeries LFII Residential Horizontal Sidewall Sprinklers 4.2 K-FactorAchraf BoudayaNo ratings yet
- Series LFII Residential Pendent Sprinklers 4.9 K-Factor: Technical Services: Tel: (800) 381-9312 / Fax: (800) 791-5500Document8 pagesSeries LFII Residential Pendent Sprinklers 4.9 K-Factor: Technical Services: Tel: (800) 381-9312 / Fax: (800) 791-5500Achraf BoudayaNo ratings yet
- Protect Sprinklers from DamageDocument4 pagesProtect Sprinklers from DamageAchraf BoudayaNo ratings yet
- Sprinkler Spray PatternsDocument38 pagesSprinkler Spray PatternsAchraf BoudayaNo ratings yet
- Model G1 & G4 Sprinkler Guards Model G1/S1 & G4/S3 Guards With Shields Series TY-B, TY-FRB, TY-L, and TY-FRL SprinklersDocument4 pagesModel G1 & G4 Sprinkler Guards Model G1/S1 & G4/S3 Guards With Shields Series TY-B, TY-FRB, TY-L, and TY-FRL SprinklersAchraf BoudayaNo ratings yet
- Recessed Escutcheon Installation GuideDocument4 pagesRecessed Escutcheon Installation GuideAchraf BoudayaNo ratings yet
- Rociador Ty LDocument8 pagesRociador Ty LOscar Fernandez SanchezNo ratings yet
- Classifications: Approvals:: Typical Tensile PropertiesDocument1 pageClassifications: Approvals:: Typical Tensile PropertiesAchraf BoudayaNo ratings yet
- Jotaplast (ID) : Technical Data SheetDocument3 pagesJotaplast (ID) : Technical Data SheetBilher SihombingNo ratings yet
- Flyer TycoDocument8 pagesFlyer TycoAchraf BoudayaNo ratings yet
- Energy Absorber Type 32Document1 pageEnergy Absorber Type 32Achraf BoudayaNo ratings yet
- Jotashield Flex: Technical Data SheetDocument3 pagesJotashield Flex: Technical Data SheetAchraf BoudayaNo ratings yet
- Jotashield Extreme: Technical Data SheetDocument3 pagesJotashield Extreme: Technical Data SheetAchraf BoudayaNo ratings yet
- Weld-On Brackets Type 35Document1 pageWeld-On Brackets Type 35Achraf BoudayaNo ratings yet
- Esab Pipeweld 6010R: Classifications: ApprovalsDocument1 pageEsab Pipeweld 6010R: Classifications: ApprovalsAchraf BoudayaNo ratings yet
- Classifications: Approvals:: Typical Tensile PropertiesDocument1 pageClassifications: Approvals:: Typical Tensile PropertiesAchraf BoudayaNo ratings yet
- Jotun Essence Easy Clean Matt: Technical Data SheetDocument3 pagesJotun Essence Easy Clean Matt: Technical Data SheetAchraf BoudayaNo ratings yet
- Classifications: Approvals:: Typical Tensile PropertiesDocument1 pageClassifications: Approvals:: Typical Tensile PropertiesAchraf BoudayaNo ratings yet
- Snubbers Type 30Document1 pageSnubbers Type 30Achraf BoudayaNo ratings yet
- Typical Tensile Properties: Classifications: Welding Current: Diffusible Hydrogen: Alloy Type: Coating TypeDocument1 pageTypical Tensile Properties: Classifications: Welding Current: Diffusible Hydrogen: Alloy Type: Coating TypeAchraf BoudayaNo ratings yet
- Rigid Struts Type 39Document1 pageRigid Struts Type 39Achraf BoudayaNo ratings yet
- Snubbers type 31 absorb heavy loads in nuclear installationsDocument1 pageSnubbers type 31 absorb heavy loads in nuclear installationsAchraf BoudayaNo ratings yet
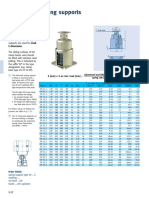
- Telescopic Spring Supports Type 29Document1 pageTelescopic Spring Supports Type 29Achraf BoudayaNo ratings yet
- Installation Extensions Type 33Document1 pageInstallation Extensions Type 33Achraf BoudayaNo ratings yet
- Sway Braces Type 27Document1 pageSway Braces Type 27Achraf BoudayaNo ratings yet
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5783)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (890)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (72)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Urinary: Rachel Neto, DVM, MS, DACVP May 28 2020Document15 pagesUrinary: Rachel Neto, DVM, MS, DACVP May 28 2020Rachel AutranNo ratings yet
- A 231 - A 231M - 15 PDFDocument4 pagesA 231 - A 231M - 15 PDFأسامة وحيد الدين رمضانNo ratings yet
- Ticket Frankfurt Berlin 3076810836Document2 pagesTicket Frankfurt Berlin 3076810836farzad kohestaniNo ratings yet
- Case Study Series by Afterschoool - The Great Hotels of BikanerDocument24 pagesCase Study Series by Afterschoool - The Great Hotels of BikanerKNOWLEDGE CREATORSNo ratings yet
- Toyota-HiAce 2011 EN Manual de Taller Diagrama Electrico 4fdf088312Document4 pagesToyota-HiAce 2011 EN Manual de Taller Diagrama Electrico 4fdf088312Oscarito VázquezNo ratings yet
- Family Nursing Care PlanDocument2 pagesFamily Nursing Care PlanSophia Ella OnanNo ratings yet
- Hepatobiliary Surgery BlumgartDocument301 pagesHepatobiliary Surgery Blumgartaejazahsan100% (7)
- Service Manual: Applicable Models Model CodeDocument39 pagesService Manual: Applicable Models Model CodeAndres BicaNo ratings yet
- GCAF Online Inspector Practice ExamDocument5 pagesGCAF Online Inspector Practice Examcamwills2100% (1)
- Horses To Follow: Ten To Follow From Timeform'S Team of ExpertsDocument12 pagesHorses To Follow: Ten To Follow From Timeform'S Team of ExpertsNita naNo ratings yet
- Evaluation of The Cyanotic Newborn Part IDocument9 pagesEvaluation of The Cyanotic Newborn Part Ijwan ahmedNo ratings yet
- Install CH340 driver for ArduinoDocument8 pagesInstall CH340 driver for Arduinosubbu jangamNo ratings yet
- Hevc StandardDocument11 pagesHevc Standardganesh gangatharanNo ratings yet
- A Cranial Approach To Sinus Congestion: By, Nathan Widboom D.ODocument31 pagesA Cranial Approach To Sinus Congestion: By, Nathan Widboom D.ONancyNo ratings yet
- Multinational Business Finance 12th Edition Slides Chapter 12Document33 pagesMultinational Business Finance 12th Edition Slides Chapter 12Alli Tobba100% (1)
- Contract Management Software BenefitsDocument9 pagesContract Management Software BenefitsYashas JaiswalNo ratings yet
- Manual Cisco - DPC3925Document106 pagesManual Cisco - DPC3925HábnerTeixeiraCostaNo ratings yet
- Fa2prob3 1Document3 pagesFa2prob3 1jayNo ratings yet
- Revised Pharmacophore Model For 5 HT2A Receptor Antagonists Derived From The Atypical Antipsychotic Agent RisperidoneDocument14 pagesRevised Pharmacophore Model For 5 HT2A Receptor Antagonists Derived From The Atypical Antipsychotic Agent RisperidoneLUCAS OYANEDERNo ratings yet
- Hiata 2Document21 pagesHiata 2AnnJenn AsideraNo ratings yet
- ATV600 - Communication - Parameters - EAV64332 - V1.3Document46 pagesATV600 - Communication - Parameters - EAV64332 - V1.3Sugeng WahyudiNo ratings yet
- Boiler Instrumentation and Control SystemsDocument68 pagesBoiler Instrumentation and Control Systemstagne simo rodrigueNo ratings yet
- Project Proposal ApprovedDocument2 pagesProject Proposal ApprovedRonnel BechaydaNo ratings yet
- Rediscovering Ecotorism - : Poaching, A Major Challenge in Liwonde National Park Cashing in On TourismDocument28 pagesRediscovering Ecotorism - : Poaching, A Major Challenge in Liwonde National Park Cashing in On TourismJohn Richard KasalikaNo ratings yet
- Knife Gate ValveDocument67 pagesKnife Gate Valvekrishna100% (1)
- Fundamental Powers of The State (Police Power) Ynot v. IAC Facts: Ermita Malate v. City of Manila 20 SCRA 849 (1967)Document18 pagesFundamental Powers of The State (Police Power) Ynot v. IAC Facts: Ermita Malate v. City of Manila 20 SCRA 849 (1967)Ella QuiNo ratings yet
- Om 08.12.2022Document18 pagesOm 08.12.2022raviNo ratings yet
- Ilogic LinkDocument13 pagesIlogic Linkbekirrrr100% (1)
- Keyence cv700 - Man2Document232 pagesKeyence cv700 - Man2kamaleon85No ratings yet
- Bildiri Sunum - 02Document12 pagesBildiri Sunum - 02Orhan Veli KazancıNo ratings yet