You might also like
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (345)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Yanmar PumpDocument1 pageYanmar PumpHesham HusseinNo ratings yet
- MG UniversityDocument2 pagesMG UniversityVaisakVenugopalNo ratings yet
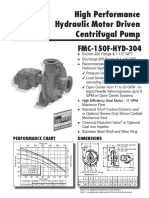
- FMC-150F-HYD-304 - 04-13 Bomba AceDocument2 pagesFMC-150F-HYD-304 - 04-13 Bomba AceEmerson GomesNo ratings yet
- EGF305 Topic 5-Intro To Failure Analysis PDFDocument34 pagesEGF305 Topic 5-Intro To Failure Analysis PDFasdfasdNo ratings yet
- DRG ListDocument272 pagesDRG ListVijay PalNo ratings yet
- Welder Qualification Test Certificate: Weld Test Details Range of ApprovalDocument1 pageWelder Qualification Test Certificate: Weld Test Details Range of ApprovalRamkunwar YadavNo ratings yet
- Strength of Materials 4th Edition by Pytel and Singer CompressDocument10 pagesStrength of Materials 4th Edition by Pytel and Singer CompressJohn Carlo EdejerNo ratings yet
- Minishover Komatsu SK820-5E0Document260 pagesMinishover Komatsu SK820-5E0Jose A. Basanta H.100% (1)
- Chem 111.1 Molecular Weight Determination by Vapor Density Method - Calculation GuideDocument2 pagesChem 111.1 Molecular Weight Determination by Vapor Density Method - Calculation GuideAaron Chris GonzalesNo ratings yet
- Superhero ExampleDocument8 pagesSuperhero Exampleapi-343241309No ratings yet
- Installation and User'S Manual 820 LX: Numero de SerieDocument32 pagesInstallation and User'S Manual 820 LX: Numero de SerieAntWonxxxNo ratings yet
- TacheuchiTB1140 S51400007 - ServiceDocument652 pagesTacheuchiTB1140 S51400007 - ServiceStelian CrisanNo ratings yet
- 02 110 BPS Foam Pump Skid With Foam Pump and RC ControllerDocument8 pages02 110 BPS Foam Pump Skid With Foam Pump and RC Controllerarachman297988No ratings yet
- Estimation TCI Sanmar - EDC Vent Condenser Tag No E-102Document5 pagesEstimation TCI Sanmar - EDC Vent Condenser Tag No E-102Raviraj Shashikant PatilNo ratings yet
- LR1300 PDFDocument20 pagesLR1300 PDFKazim NawazNo ratings yet
- International - VT365 (2002-06)Document6 pagesInternational - VT365 (2002-06)Gerard RamNo ratings yet
- Underground Winding SystemsDocument58 pagesUnderground Winding SystemsRuben Castro Quispe100% (1)
- Farooqi Mohammed Yousuf Saudi Arabia 17.00 YrsDocument5 pagesFarooqi Mohammed Yousuf Saudi Arabia 17.00 YrsKirkD'costaNo ratings yet
- Landing Gear Sistem 556Document31 pagesLanding Gear Sistem 556prasetyoNo ratings yet
- Thermal Modelling and Optimization of Low-Grade Waste Heat Driven Ejector Refrigeration System Incorporating A Direct Ejector ModelDocument25 pagesThermal Modelling and Optimization of Low-Grade Waste Heat Driven Ejector Refrigeration System Incorporating A Direct Ejector ModelAhmad AnsariNo ratings yet
- HMV 105-02 H2 42559 e 11.10 CDocument9 pagesHMV 105-02 H2 42559 e 11.10 Cxxsh100% (2)
- Riwayat Pemeliharaan Alat Wirtgen 2Document2 pagesRiwayat Pemeliharaan Alat Wirtgen 2Aulia Rizeky JanuaryNo ratings yet
- Engineering Chemistry Unit 3 Notes RGPVDocument14 pagesEngineering Chemistry Unit 3 Notes RGPVMufaddal HamidNo ratings yet
- 5f9accc0f3f8f455bebc45f3 - 94 Shkolnik, Alexander - Final PaperDocument13 pages5f9accc0f3f8f455bebc45f3 - 94 Shkolnik, Alexander - Final PaperpeterNo ratings yet
- Spreader BrommaDocument414 pagesSpreader BrommamaloxNo ratings yet
- Determination of Blockage Correction in Open-Jet Wind TunnelDocument6 pagesDetermination of Blockage Correction in Open-Jet Wind Tunnelmoro1381100% (1)
- Extensive Applications of PM Gears: FocusDocument4 pagesExtensive Applications of PM Gears: FocusAAAHNo ratings yet
- Electric Feed Systems For Liquid Propellant Rocket Engines PDFDocument178 pagesElectric Feed Systems For Liquid Propellant Rocket Engines PDFandradesosNo ratings yet
- S.P.Catalog TNT600I600GS-3 2020-Ver 200908Document97 pagesS.P.Catalog TNT600I600GS-3 2020-Ver 200908Rjay HayNo ratings yet
- Materials System SpecificationDocument19 pagesMaterials System SpecificationGOSP3 QC MechanicalNo ratings yet