You might also like
- Welding for Challenging Environments: Proceedings of the International Conference on Welding for Challenging Environments, Toronto, Ontario, Canada, 15–17 October 1985From EverandWelding for Challenging Environments: Proceedings of the International Conference on Welding for Challenging Environments, Toronto, Ontario, Canada, 15–17 October 1985No ratings yet
- Welding DefectsDocument13 pagesWelding DefectsVinay Kumar SharmaNo ratings yet
- Welding CoordinationDocument3 pagesWelding CoordinationIon PlesaNo ratings yet
- Welding Defects and AcceptanceDocument76 pagesWelding Defects and Acceptancearavindan100% (1)
- Welding of Duplex Stainless SteelDocument7 pagesWelding of Duplex Stainless SteelAnthony YUNo ratings yet
- Duplex Stainless Steel - Welding-TwiDocument4 pagesDuplex Stainless Steel - Welding-TwiNatrajj SivakumarNo ratings yet
- Guidelines For Welding: ZERON 100 Super Duplex Stainless SteelDocument16 pagesGuidelines For Welding: ZERON 100 Super Duplex Stainless SteelHrishikesanNo ratings yet
- P91 Repair With NiCrDocument76 pagesP91 Repair With NiCrElias KapaNo ratings yet
- Distortion in Welding 1111111Document40 pagesDistortion in Welding 1111111wenigma100% (1)
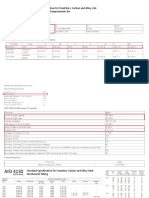
- AISI 4130: Standard Specification For Steel Bars, Carbon and Alloy, Hot-Wrought, General Requirements ForDocument3 pagesAISI 4130: Standard Specification For Steel Bars, Carbon and Alloy, Hot-Wrought, General Requirements ForAndy SaputroNo ratings yet
- Engineering Standards Manual ISD 341-2: Chapter 13, Welding & Joining Volume 2, Welding Fabrication ProcedureDocument11 pagesEngineering Standards Manual ISD 341-2: Chapter 13, Welding & Joining Volume 2, Welding Fabrication ProcedureJaveed A. Khan100% (1)
- C12632-QM-WPS-S-0001 R.1 PDFDocument373 pagesC12632-QM-WPS-S-0001 R.1 PDFErick HoganNo ratings yet
- How To Carry Out Tack WeldingDocument2 pagesHow To Carry Out Tack WeldingwentropremNo ratings yet
- QCP For Control of Welding ConsumablesDocument9 pagesQCP For Control of Welding ConsumablesUmair Awan100% (1)
- ISO 3834 - in GLDocument88 pagesISO 3834 - in GLDesmond ChinNo ratings yet
- Sample Galvanizing Procedure +ITPDocument14 pagesSample Galvanizing Procedure +ITPsubash sivalingam67% (3)
- Welder TrainingDocument13 pagesWelder Trainingויליאם סן מרמיגיוסNo ratings yet
- Flame Straightening S355Document9 pagesFlame Straightening S355Anonymous oI04sS100% (1)
- What's New in ISO 15614-12017Document13 pagesWhat's New in ISO 15614-12017alevent100% (1)
- Weld Repair - PR - 0XXDocument10 pagesWeld Repair - PR - 0XXRAMAKRISHNANo ratings yet
- 2.2.2 Technical Requirements For Weld Overlay, Cladding & HardfacingDocument6 pages2.2.2 Technical Requirements For Weld Overlay, Cladding & Hardfacingim4uim4uim4u100% (4)
- Welding Duplex Stainless Steels - A Review of Currernt RecommendationsDocument12 pagesWelding Duplex Stainless Steels - A Review of Currernt RecommendationsTrushar Parmar100% (1)
- Post Weld Heat TreatmentDocument10 pagesPost Weld Heat Treatmentcristian291011No ratings yet
- How To Perform Tack Welding SuccessfullyDocument2 pagesHow To Perform Tack Welding SuccessfullyLucaRoldoNo ratings yet
- How To Specify and Predict Ferrite Number in Stainless Steel WeldsDocument11 pagesHow To Specify and Predict Ferrite Number in Stainless Steel WeldsWeldPulseNo ratings yet
- Welding Catalogue PDFDocument292 pagesWelding Catalogue PDFvudinhnambrNo ratings yet
- Qualification of Welding Procedure Specification FCDocument14 pagesQualification of Welding Procedure Specification FCmister pogi100% (4)
- Titanium Welding Trips and TricksDocument19 pagesTitanium Welding Trips and Tricksjayaarnav100% (2)
- Hot Dip GalvanizingDocument3 pagesHot Dip Galvanizingapply19842371No ratings yet
- Welding Electrode-Wire SpecificationDocument3 pagesWelding Electrode-Wire SpecificationRajan SteeveNo ratings yet
- ISO 9692 3 2002 Joint PreparationDocument16 pagesISO 9692 3 2002 Joint PreparationLHYT NTUANo ratings yet
- Weld Repair Procedure Tapis Rev.ADocument3 pagesWeld Repair Procedure Tapis Rev.AaszlizaNo ratings yet
- Passivation of Welded AISI 316L Stainless SteelDocument12 pagesPassivation of Welded AISI 316L Stainless SteelKarna2504No ratings yet
- Welding Consumables ProcedureDocument7 pagesWelding Consumables ProcedureSenthil Kumaran100% (1)
- Application Form For CSWIP 5 Year Renewal (Overseas)Document7 pagesApplication Form For CSWIP 5 Year Renewal (Overseas)prabuNo ratings yet
- Asme Ix Welder Qualification Interpretation PDFDocument95 pagesAsme Ix Welder Qualification Interpretation PDFnizam1372No ratings yet
- International Welding Engineer - Model PaperDocument23 pagesInternational Welding Engineer - Model Paperrohit mathanker100% (2)
- ALC 10029C AlcoTec Technical GuideDocument20 pagesALC 10029C AlcoTec Technical Guidetuna61No ratings yet
- Welder Operator TrainingDocument22 pagesWelder Operator TrainingsniperiNo ratings yet
- Repair Welding Temper BeadDocument9 pagesRepair Welding Temper BeadwilliamjdtNo ratings yet
- WPS-6 Doc Rev00 On 17 Sept 2018 Final FormatDocument3 pagesWPS-6 Doc Rev00 On 17 Sept 2018 Final FormatSWARUP CHUGUGLENo ratings yet
- WSM-PSFP-01 Piping Spool Fabrication Procedure PDFDocument14 pagesWSM-PSFP-01 Piping Spool Fabrication Procedure PDFMiky AndreanNo ratings yet
- SC Qual 145r4-10 Combined Document Finnish Proposal and Checklist DVS-Zert Germany ISO 3834 PDFDocument53 pagesSC Qual 145r4-10 Combined Document Finnish Proposal and Checklist DVS-Zert Germany ISO 3834 PDFAlienshowNo ratings yet
- WPS Format For Asme Ix - Wps - Gtaw - OverlayDocument1 pageWPS Format For Asme Ix - Wps - Gtaw - OverlayThe Welding Inspections Community100% (1)
- Saudi Aramco: Company General UseDocument8 pagesSaudi Aramco: Company General UseMasudhBashaNo ratings yet
- Duplex Stainless Steel 3rd EditionDocument68 pagesDuplex Stainless Steel 3rd EditionPhani Sridhar Ch100% (3)
- Requirements ISO 3834Document76 pagesRequirements ISO 3834mdasifkhan2013100% (7)
- WQT - 1 PDFDocument2 pagesWQT - 1 PDFLuttpi100% (1)
- Minimum Requirements IweDocument52 pagesMinimum Requirements IweIonutz TelteuNo ratings yet
- List Applicable WPS StructureDocument7 pagesList Applicable WPS StructureFerdie OSNo ratings yet
- Duties of The RWCDocument3 pagesDuties of The RWCbluegalago100% (1)
- 03 Welding Control Procedure - Asf QC WCP 001Document7 pages03 Welding Control Procedure - Asf QC WCP 001el_sharkawy2011100% (1)
- Annealing (Metallurgy) WikiDocument4 pagesAnnealing (Metallurgy) WikiStephen MontelepreNo ratings yet
- Boiler MFG PerspectiveDocument103 pagesBoiler MFG Perspectivetek_surinder100% (2)
- Method Statement For Heat Straightening Work Rev 01Document10 pagesMethod Statement For Heat Straightening Work Rev 01muadong thongNo ratings yet
- Flame StraighteningDocument3 pagesFlame StraighteningAvishek Gupta100% (1)
- PWHT Procedure Rev.1Document14 pagesPWHT Procedure Rev.1Agni DuttaNo ratings yet
- RFCC-T-PCGC-0155 Method Statement For Work of Insulation Rev.1 PDFDocument49 pagesRFCC-T-PCGC-0155 Method Statement For Work of Insulation Rev.1 PDFshareyhou100% (1)
- Procedure For Heat Treatment Dated 29-09-06Document8 pagesProcedure For Heat Treatment Dated 29-09-06ravi00098100% (1)
- Amigos Technical Services (S) Pte LTD Post Weld Heat Treatment ProcedureDocument12 pagesAmigos Technical Services (S) Pte LTD Post Weld Heat Treatment Procedurevsnaiduqc50% (2)
- WPS KinoaDocument31 pagesWPS KinoaRomi Abdul RahmanNo ratings yet
- Welding Control ProcedureDocument9 pagesWelding Control ProcedureRomi Abdul RahmanNo ratings yet
- Sequence of InspectionDocument7 pagesSequence of InspectionRomi Abdul RahmanNo ratings yet
- Welding Control ProcedureDocument9 pagesWelding Control ProcedureRomi Abdul RahmanNo ratings yet
- Material Receiving ProcedureDocument7 pagesMaterial Receiving ProcedureRomi Abdul Rahman100% (3)
- Standard PracticeDocument14 pagesStandard PracticeRomi Abdul RahmanNo ratings yet
- NCR Control ProcedureDocument6 pagesNCR Control ProcedureRomi Abdul Rahman100% (5)
- Precaution Before WeldingDocument10 pagesPrecaution Before WeldingRomi Abdul RahmanNo ratings yet
- ARAMCO ExaminationDocument5 pagesARAMCO ExaminationAsad Bin Ala Qatari100% (6)
- Comparison of PWHT Requirements of Asme Codes: GeneralDocument3 pagesComparison of PWHT Requirements of Asme Codes: Generalcisar0007No ratings yet
- Carbon Steel GradesDocument4 pagesCarbon Steel GradesKiky IchanafiNo ratings yet
- Coating StandardDocument40 pagesCoating Standardkendo_qn100% (8)
- Welders Hand BookDocument23 pagesWelders Hand Booksamyqatar100% (2)
- Universal State Plumbing CodeDocument118 pagesUniversal State Plumbing CodecruzserNo ratings yet
- Furnace OperationsDocument53 pagesFurnace OperationsRana Shahid Raza100% (1)
- SIT Cluster Brochure ENGDocument48 pagesSIT Cluster Brochure ENGmuhammadhamza6507No ratings yet
- DuctSox Full Line Brochure PDFDocument30 pagesDuctSox Full Line Brochure PDFAnonymous qOBFvINo ratings yet
- LL77 Final Report To Council 2018Document5 pagesLL77 Final Report To Council 2018Jermain GibsonNo ratings yet
- EasiheatDocument12 pagesEasiheatEricOsowskiNo ratings yet
- 1007 Disq 0 G Ae 30033 Rev 5 Equipment ListDocument22 pages1007 Disq 0 G Ae 30033 Rev 5 Equipment Listeng20072007100% (1)
- Refrigeration and Air-Conditioning (Meng 4711) : PsychrometryDocument58 pagesRefrigeration and Air-Conditioning (Meng 4711) : PsychrometryaddisudagneNo ratings yet
- 04 First MultiComfort Office Building in RomaniaDocument34 pages04 First MultiComfort Office Building in RomaniaNenu DanNo ratings yet
- ASHRAE Fundamentals of Water System PDFDocument350 pagesASHRAE Fundamentals of Water System PDFPappu100% (3)
- Syllabus For Energy Managers and Energy Auditors Certification Examination 2011Document5 pagesSyllabus For Energy Managers and Energy Auditors Certification Examination 2011Namita SharmaNo ratings yet
- UniversalH SeriesLowNOx HxxxFDService&InstallationDocument64 pagesUniversalH SeriesLowNOx HxxxFDService&InstallationDante Juan Aguilar CastilloNo ratings yet
- Absorption Chiller GuidelineDocument97 pagesAbsorption Chiller Guidelineeng_badawy20044942100% (3)
- Marine Engineering (Corrosion Found in Marine Boiler and Feed System)Document885 pagesMarine Engineering (Corrosion Found in Marine Boiler and Feed System)Thusith Alexander100% (1)
- Steam Quantity EstimationDocument8 pagesSteam Quantity EstimationSuprabho IslamNo ratings yet
- DBR - Orchid Crown Mep 1Document86 pagesDBR - Orchid Crown Mep 1Benadict JoshuaNo ratings yet
- DuctSmokeDetector Application Guide HVAG53Document16 pagesDuctSmokeDetector Application Guide HVAG53Hamid QaziiNo ratings yet
- T200XD SpecificationsDocument11 pagesT200XD SpecificationsIgnatius FebriantaNo ratings yet
- 2b Brosur Hotplate Gerhardt EV16Document7 pages2b Brosur Hotplate Gerhardt EV16chaerul.anwar554No ratings yet
- Building PressurizationDocument8 pagesBuilding Pressurizationsajuhere100% (1)
- DEWALT HVACR Professional Reference Master EditionDocument24 pagesDEWALT HVACR Professional Reference Master EditionLorenc Hysa100% (1)
- Dairy Equipment For Milk Products ProcessingDocument18 pagesDairy Equipment For Milk Products ProcessingRonak RawatNo ratings yet
- Masterbilt BMOA-GE MerchandisersDocument2 pagesMasterbilt BMOA-GE Merchandiserswsfc-ebayNo ratings yet
- Setting Km512c Q8otDocument35 pagesSetting Km512c Q8otFOTOPLES Digital PrintingNo ratings yet
- Making Small Parts. Making A Big DifferenceDocument13 pagesMaking Small Parts. Making A Big DifferenceShajiNo ratings yet
- 10 Common Problems in Energy Audits: Technical FeatureDocument5 pages10 Common Problems in Energy Audits: Technical FeaturehemanthbolemNo ratings yet
- PQT York D1eb060a25bDocument20 pagesPQT York D1eb060a25bGerardo ZamoranoNo ratings yet
- Comfortboard BrochureDocument8 pagesComfortboard BrochureIbrahim SahinNo ratings yet
- Biomass Boiler - Buyers GuideDocument7 pagesBiomass Boiler - Buyers GuideMathias LeonNo ratings yet
- Technical YCSA 120-150Document22 pagesTechnical YCSA 120-150nairam2003No ratings yet