You might also like
- Post Weld Heat Treatment ProcedureDocument15 pagesPost Weld Heat Treatment ProcedureSamer Bayati100% (1)
- NPCIL Tube Fitting SpecificationsDocument22 pagesNPCIL Tube Fitting Specificationssumant.c.singh1694100% (1)
- WPS and PQR ChecklistDocument2 pagesWPS and PQR Checklistshabbir626No ratings yet
- Welder Qualification Follow ASME IX - Part 2 - Essential Variable For Welder Qualification!Document12 pagesWelder Qualification Follow ASME IX - Part 2 - Essential Variable For Welder Qualification!Mahmoud Alwasif100% (2)
- Welding Procedure Specification (WPS) Pipeline: Lower Than PQR Preheat TempDocument1 pageWelding Procedure Specification (WPS) Pipeline: Lower Than PQR Preheat TempPanneer SelvamNo ratings yet
- Neral Policy - Qualified Welding Procedure Specifications (QWPS) PROCESSPIPING PDFDocument26 pagesNeral Policy - Qualified Welding Procedure Specifications (QWPS) PROCESSPIPING PDFcarlosNo ratings yet
- Material Traceability ProcedureDocument12 pagesMaterial Traceability Procedureqamar qateebNo ratings yet
- Job Procedure For Tanks Radiography Test: 10 of Ramadan City, Industrial Area A1, EgyptDocument13 pagesJob Procedure For Tanks Radiography Test: 10 of Ramadan City, Industrial Area A1, EgyptShubham ShuklaNo ratings yet
- Welding Procedure Specification: WPS For Overlay and Repair OF Martenzetic SS (GTAW +SMAW)Document1 pageWelding Procedure Specification: WPS For Overlay and Repair OF Martenzetic SS (GTAW +SMAW)Lipika GayenNo ratings yet
- Client Approval Remarks: Rev Date Descriptions Prepared by Reviewed by Approved byDocument7 pagesClient Approval Remarks: Rev Date Descriptions Prepared by Reviewed by Approved bySARSAN NDTNo ratings yet
- Boiler Efficiency PresentationDocument13 pagesBoiler Efficiency PresentationAhmad Sabree Abdul BasitNo ratings yet
- Weld Repair Rate - MFJO542Document2 pagesWeld Repair Rate - MFJO542Salahuddin Farooqui100% (1)
- Pickling and Passivation ProcedureDocument3 pagesPickling and Passivation Procedurearun sNo ratings yet
- A Comparison of ISO 15614 Part 1 and ASME IXDocument3 pagesA Comparison of ISO 15614 Part 1 and ASME IXsusanwebNo ratings yet
- SA 387 Grade 91 Class 2Document4 pagesSA 387 Grade 91 Class 2briang-2No ratings yet
- SS Pipe Weld PurgingDocument5 pagesSS Pipe Weld Purging888ddbNo ratings yet
- Liquid Dye Penetrant Test Inspection Sample ProcedureDocument8 pagesLiquid Dye Penetrant Test Inspection Sample Procedureم.ذكى فضل ذكىNo ratings yet
- Method of Statement PDFDocument7 pagesMethod of Statement PDFSakib AyubNo ratings yet
- Calculation of Electrode ConsumptionDocument4 pagesCalculation of Electrode ConsumptionhgolestaniNo ratings yet
- Multi Process Welding Procedures QW200.4 (ASME IX)Document1 pageMulti Process Welding Procedures QW200.4 (ASME IX)HoangNo ratings yet
- Repair Procedure For Carbon Steel: Rev No: 00 Date Rev: 17 Dec 2008 Page No: 1 of 6Document6 pagesRepair Procedure For Carbon Steel: Rev No: 00 Date Rev: 17 Dec 2008 Page No: 1 of 6mohd as shahiddin jafriNo ratings yet
- P1 Group Pipe Purging ProcedureDocument2 pagesP1 Group Pipe Purging Procedurembrush810No ratings yet
- How To Make Weld Map, Shop Weld Plan, WPS, PQR & WPQ For A Static Pressure Vessel (Part-2)Document19 pagesHow To Make Weld Map, Shop Weld Plan, WPS, PQR & WPQ For A Static Pressure Vessel (Part-2)Mohamed AtefNo ratings yet
- Electrode Selection ChartDocument4 pagesElectrode Selection Chartsunitbhaumik100% (2)
- Pressure Vessel Dimension Inspection PDFDocument17 pagesPressure Vessel Dimension Inspection PDFEqubal KhanNo ratings yet
- ASME SEC IX Article Iii, Welding Performance QualificationsDocument11 pagesASME SEC IX Article Iii, Welding Performance QualificationsTeoxNo ratings yet
- TDC 004 CS Fittings r0Document1 pageTDC 004 CS Fittings r0samkarthik47No ratings yet
- WPS FGPDocument1 pageWPS FGPShabbir HussainNo ratings yet
- Reports - QAQC - R0Document10 pagesReports - QAQC - R0talupurumNo ratings yet
- RT ProcedureDocument22 pagesRT ProcedureRavindra S. JivaniNo ratings yet
- PWHT Procedure For Petrol Steel - CoreDocument9 pagesPWHT Procedure For Petrol Steel - CoreSuleyman HaliciogluNo ratings yet
- Repair Procedure For Super Heater Coil TubesDocument2 pagesRepair Procedure For Super Heater Coil Tubesbehzad mohammadiNo ratings yet
- Welding Procedure Specification For Storage Tank & Piping SystemDocument3 pagesWelding Procedure Specification For Storage Tank & Piping SystemAhmad MohammadNo ratings yet
- Welding Procedure Specification (WPS) FormDocument2 pagesWelding Procedure Specification (WPS) FormEarl Harbert0% (2)
- PT BM 183 DC 00008 Preheat ProcedureDocument5 pagesPT BM 183 DC 00008 Preheat Procedureeldobie3No ratings yet
- Certified Inspector Checklist: New Tank ConstructionDocument11 pagesCertified Inspector Checklist: New Tank ConstructionamevaluacionesNo ratings yet
- 1798-305-RC-0-B Packing ProcedureDocument28 pages1798-305-RC-0-B Packing ProcedureBrain AliveNo ratings yet
- Esab Inconel 625 InfoDocument1 pageEsab Inconel 625 InforinshadNo ratings yet
- R057-AC-IT-004 (C) - ITP For Air Dryer VesselDocument16 pagesR057-AC-IT-004 (C) - ITP For Air Dryer Vesseldharwin0% (1)
- Concast WPS - REV-01Document28 pagesConcast WPS - REV-01meena34No ratings yet
- Welder Testing Procedure 2014 2Document3 pagesWelder Testing Procedure 2014 2Sandip JawalkarNo ratings yet
- WPS-PQR ListDocument1 pageWPS-PQR ListSandra SandersNo ratings yet
- MTH - Spec Cross-Ref Chartr1Document1 pageMTH - Spec Cross-Ref Chartr1RamuAlagappanNo ratings yet
- Hydro Test ReportDocument2 pagesHydro Test ReportAnonymous a8oga83No ratings yet
- Hydro Testing + Post Weld Heat TreatmentDocument20 pagesHydro Testing + Post Weld Heat TreatmentRafia ZafarNo ratings yet
- Welder Job Clearance Card: Nesma/TanmiaDocument8 pagesWelder Job Clearance Card: Nesma/TanmiaMohamed Reda Hussein SengarNo ratings yet
- Method Statement For Titanium PipeworkDocument3 pagesMethod Statement For Titanium Pipeworkprem nautiyalNo ratings yet
- Portfolio Storage&Drying Control ProcedureDocument4 pagesPortfolio Storage&Drying Control Procedurelaz_kNo ratings yet
- Method Statement OF Air Blowing / Water Flushing of PipesDocument19 pagesMethod Statement OF Air Blowing / Water Flushing of Pipesarun kumar100% (1)
- Wqt-Visual-Mag - BS 2Document24 pagesWqt-Visual-Mag - BS 2KyNo ratings yet
- ADOR Booklet F Web FDocument132 pagesADOR Booklet F Web FbadesharamkNo ratings yet
- Welding Consumables Handling ProcedureDocument5 pagesWelding Consumables Handling ProcedureRohit SharmaNo ratings yet
- Weld Cleaning MethodsDocument7 pagesWeld Cleaning MethodsTrần Thùy LinhNo ratings yet
- Welder Diameter Limitation ASME SEC IXDocument1 pageWelder Diameter Limitation ASME SEC IXkumarNo ratings yet
- NG-018-XX-PNL-430949 - Rev04closure Weld Procedure and Examination UnsignedDocument10 pagesNG-018-XX-PNL-430949 - Rev04closure Weld Procedure and Examination UnsignedFolarin AyodejiNo ratings yet
- 038-Pro Welding Consumable Control Procedure PDFDocument20 pages038-Pro Welding Consumable Control Procedure PDFKöksal Patan100% (7)
- Hydrotest Procedure - UTCL Hirmi AQC & PHDocument12 pagesHydrotest Procedure - UTCL Hirmi AQC & PHJOHnNo ratings yet
- API Welding Procedure Specification PDFDocument3 pagesAPI Welding Procedure Specification PDFBob LeeNo ratings yet
- Welding Consumable and Storage ProcedureDocument10 pagesWelding Consumable and Storage Procedurehasan_676489616100% (1)
- 100 Welding Consumable Control ProcedureDocument10 pages100 Welding Consumable Control ProcedureAhmed Elsayed100% (3)
- Qty Req'D 1 C0100ABG0006 Mark No.: Saudi Arabian Oil CompanyDocument1 pageQty Req'D 1 C0100ABG0006 Mark No.: Saudi Arabian Oil Company4romi89No ratings yet
- Qty Req'D 1 C0100ABG0006 Mark No.: Saudi Arabian Oil CompanyDocument1 pageQty Req'D 1 C0100ABG0006 Mark No.: Saudi Arabian Oil Company4romi89No ratings yet
- Qty Req'D 1 C0100ABG0019 Mark No.: Saudi Arabian Oil CompanyDocument1 pageQty Req'D 1 C0100ABG0019 Mark No.: Saudi Arabian Oil Company4romi89No ratings yet
- Qty Req'D 1 C0100ABG0028 Mark No.: Saudi Arabian Oil CompanyDocument1 pageQty Req'D 1 C0100ABG0028 Mark No.: Saudi Arabian Oil Company4romi89No ratings yet
- Qty Req'D 1 C0100ABG0028 Mark No.: Saudi Arabian Oil CompanyDocument1 pageQty Req'D 1 C0100ABG0028 Mark No.: Saudi Arabian Oil Company4romi89No ratings yet
- Qty Req'D 1 C0100ABG0006 Mark No.: Saudi Arabian Oil CompanyDocument1 pageQty Req'D 1 C0100ABG0006 Mark No.: Saudi Arabian Oil Company4romi89No ratings yet
- Qty Req'D 1 C0100ABG0028 Mark No.: Saudi Arabian Oil CompanyDocument1 pageQty Req'D 1 C0100ABG0028 Mark No.: Saudi Arabian Oil Company4romi89No ratings yet
- Qty Req'D 1 C0100ABG0028 Mark No.: Saudi Arabian Oil CompanyDocument1 pageQty Req'D 1 C0100ABG0028 Mark No.: Saudi Arabian Oil Company4romi89No ratings yet
- Qty Req'D 1 C0100ABG0028 Mark No.: Saudi Arabian Oil CompanyDocument1 pageQty Req'D 1 C0100ABG0028 Mark No.: Saudi Arabian Oil Company4romi89No ratings yet
- Qty Req'D 1 C0100ABG0011 Mark No.: Saudi Arabian Oil CompanyDocument1 pageQty Req'D 1 C0100ABG0011 Mark No.: Saudi Arabian Oil Company4romi89No ratings yet
- Qty Req'D 1 C0100ABG0019 Mark No.: Saudi Arabian Oil CompanyDocument1 pageQty Req'D 1 C0100ABG0019 Mark No.: Saudi Arabian Oil Company4romi89No ratings yet
- Qty Req'D 1 C0100ABG0006 Mark No.: Saudi Arabian Oil CompanyDocument1 pageQty Req'D 1 C0100ABG0006 Mark No.: Saudi Arabian Oil Company4romi89No ratings yet
- Qty Req'D 1 C0100ABG0028 Mark No.: Saudi Arabian Oil CompanyDocument1 pageQty Req'D 1 C0100ABG0028 Mark No.: Saudi Arabian Oil Company4romi89No ratings yet
- Qty Req'D 1 C0100ABG0005 Mark No.: Saudi Arabian Oil CompanyDocument1 pageQty Req'D 1 C0100ABG0005 Mark No.: Saudi Arabian Oil Company4romi89No ratings yet
- C C B B A A: Qty Req'D 1 C0100ABG0008 Mark NoDocument1 pageC C B B A A: Qty Req'D 1 C0100ABG0008 Mark No4romi89No ratings yet
- Qty Req'D 1 C0100ABG0006 Mark No.: Saudi Arabian Oil CompanyDocument1 pageQty Req'D 1 C0100ABG0006 Mark No.: Saudi Arabian Oil Company4romi89No ratings yet
- C C B B: Qty Req'D 1 C0100ABG0003 Mark NoDocument1 pageC C B B: Qty Req'D 1 C0100ABG0003 Mark No4romi89No ratings yet
- Qty Req'D 1 C0100ABG0005 Mark No.: Saudi Arabian Oil CompanyDocument1 pageQty Req'D 1 C0100ABG0005 Mark No.: Saudi Arabian Oil Company4romi89No ratings yet
- Qty Req'D 1 C0100ABG0028 Mark No.: Saudi Arabian Oil CompanyDocument1 pageQty Req'D 1 C0100ABG0028 Mark No.: Saudi Arabian Oil Company4romi89No ratings yet
- Qty Req'D 1 C0100ABG0005 Mark No.: Saudi Arabian Oil CompanyDocument1 pageQty Req'D 1 C0100ABG0005 Mark No.: Saudi Arabian Oil Company4romi89No ratings yet
- Qty Req'D 1 C0100ABG0011 Mark No.: Saudi Arabian Oil CompanyDocument1 pageQty Req'D 1 C0100ABG0011 Mark No.: Saudi Arabian Oil Company4romi89No ratings yet
- Qty Req'D 1 C0100ABG0005 Mark No.: Saudi Arabian Oil CompanyDocument1 pageQty Req'D 1 C0100ABG0005 Mark No.: Saudi Arabian Oil Company4romi89No ratings yet
- A A A A: Qty Req'D 1 C0100ABG0007 Mark NoDocument1 pageA A A A: Qty Req'D 1 C0100ABG0007 Mark No4romi89No ratings yet
- Qty Req'D 1 C0100ABG0028 Mark No.: Saudi Arabian Oil CompanyDocument1 pageQty Req'D 1 C0100ABG0028 Mark No.: Saudi Arabian Oil Company4romi89No ratings yet
- Qty Req'D 1 C0100ABG0005 Mark No.: Saudi Arabian Oil CompanyDocument1 pageQty Req'D 1 C0100ABG0005 Mark No.: Saudi Arabian Oil Company4romi89No ratings yet
- C C B B: Qty Req'D 1 C0100ABG0003 Mark NoDocument1 pageC C B B: Qty Req'D 1 C0100ABG0003 Mark No4romi89No ratings yet
- C C B B A A: Qty Req'D 1 C0100ABG0004 Mark NoDocument1 pageC C B B A A: Qty Req'D 1 C0100ABG0004 Mark No4romi89No ratings yet
- Qty Req'D 1 C0100ABG0001 Mark No.: Saudi Arabian Oil CompanyDocument1 pageQty Req'D 1 C0100ABG0001 Mark No.: Saudi Arabian Oil Company4romi89No ratings yet
- C C B B: Qty Req'D 1 C0100ABG0003 Mark NoDocument1 pageC C B B: Qty Req'D 1 C0100ABG0003 Mark No4romi89No ratings yet
- C C B B A A: Qty Req'D 1 C0100ABG0004 Mark NoDocument1 pageC C B B A A: Qty Req'D 1 C0100ABG0004 Mark No4romi89No ratings yet
- Daftar ObatDocument18 pagesDaftar Obatyuyun hanakoNo ratings yet
- Applications of Wireless Sensor Networks: An Up-to-Date SurveyDocument24 pagesApplications of Wireless Sensor Networks: An Up-to-Date SurveyFranco Di NataleNo ratings yet
- JO 20221109 NationalDocument244 pagesJO 20221109 NationalMark Leo BejeminoNo ratings yet
- Probation Period ReportDocument17 pagesProbation Period ReportMiranti Puspitasari0% (1)
- Keeping Track of Your Time: Keep Track Challenge Welcome GuideDocument1 pageKeeping Track of Your Time: Keep Track Challenge Welcome GuideRizky NurdiansyahNo ratings yet
- BIOAVAILABILITY AND BIOEQUIVALANCE STUDIES Final - PPTX'Document32 pagesBIOAVAILABILITY AND BIOEQUIVALANCE STUDIES Final - PPTX'Md TayfuzzamanNo ratings yet
- MPI Unit 4Document155 pagesMPI Unit 4Dishant RathiNo ratings yet
- Swelab Alfa Plus User Manual V12Document100 pagesSwelab Alfa Plus User Manual V12ERICKNo ratings yet
- Cash Flow July 2021Document25 pagesCash Flow July 2021pratima jadhavNo ratings yet
- Gas Compressor SizingDocument1 pageGas Compressor SizingNohemigdeliaLucenaNo ratings yet
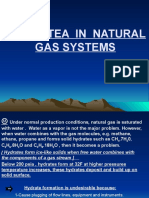
- Chapter 2 HydrateDocument38 pagesChapter 2 HydrateTaha Azab MouridNo ratings yet
- Names of Planner(s) : Style of Experience: (Whole Class, Small Group, Etc.) Lab: KindergartenDocument4 pagesNames of Planner(s) : Style of Experience: (Whole Class, Small Group, Etc.) Lab: Kindergartenapi-428128701No ratings yet
- Michael Clapis Cylinder BlocksDocument5 pagesMichael Clapis Cylinder Blocksapi-734979884No ratings yet
- 12 Step Worksheet With QuestionsDocument26 pages12 Step Worksheet With QuestionsKristinDaigleNo ratings yet
- Installing Surge Protective Devices With NEC Article 240 and Feeder Tap RuleDocument2 pagesInstalling Surge Protective Devices With NEC Article 240 and Feeder Tap RuleJonathan Valverde RojasNo ratings yet
- Diverging Lenses - Object-Image Relations: Previously in Lesson 5 Double Concave LensesDocument2 pagesDiverging Lenses - Object-Image Relations: Previously in Lesson 5 Double Concave LensesleonNo ratings yet
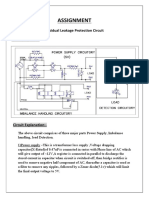
- Assignment: Residual Leakage Protection Circuit Circuit DiagramDocument2 pagesAssignment: Residual Leakage Protection Circuit Circuit DiagramShivam ShrivastavaNo ratings yet
- Ce-Series - TK60981-ML-18 IM - Rev - 0 - 05-13Document96 pagesCe-Series - TK60981-ML-18 IM - Rev - 0 - 05-13VERDADE MUNDIAL GUERRANo ratings yet
- Waves and Ocean Structures Journal of Marine Science and EngineeringDocument292 pagesWaves and Ocean Structures Journal of Marine Science and Engineeringheinz billNo ratings yet
- Ficha Tecnica Bomba Inyeccion MiniFlex EDocument1 pageFicha Tecnica Bomba Inyeccion MiniFlex Ejohn frader arrubla50% (2)
- Superlab Manual PDFDocument76 pagesSuperlab Manual PDFGabriela Soares100% (1)
- Atomberg Gorilla FanDocument12 pagesAtomberg Gorilla FanjothamNo ratings yet
- Inverter 2 chiềuDocument2 pagesInverter 2 chiềuKhánh Nguyễn MinhNo ratings yet
- Supply List & Resource Sheet: Granulation Techniques DemystifiedDocument6 pagesSupply List & Resource Sheet: Granulation Techniques DemystifiedknhartNo ratings yet
- Types of Chemical Reactions: Synthesis and DecompositionDocument3 pagesTypes of Chemical Reactions: Synthesis and DecompositionAlan MartínNo ratings yet
- RSW - F - 01 " ": Building UtilitiesDocument4 pagesRSW - F - 01 " ": Building Utilities62296bucoNo ratings yet
- Thesis TipsDocument57 pagesThesis TipsJohn Roldan BuhayNo ratings yet
- Data SheetDocument56 pagesData SheetfaycelNo ratings yet
- Meta100 AP Brochure WebDocument15 pagesMeta100 AP Brochure WebFirman RamdhaniNo ratings yet
- 2014 - Intelligence As A Predictor of Outcome in Short-And Long-Term PsychotherapyDocument9 pages2014 - Intelligence As A Predictor of Outcome in Short-And Long-Term PsychotherapyZayne CarrickNo ratings yet