You might also like
- Marine Rudders, Hydrofoils and Control Surfaces: Principles, Data, Design and ApplicationsFrom EverandMarine Rudders, Hydrofoils and Control Surfaces: Principles, Data, Design and ApplicationsNo ratings yet
- A.Nazarov - Power Catamarans - Design For PerformanceDocument11 pagesA.Nazarov - Power Catamarans - Design For PerformanceVlad100% (2)
- The Fiberglass Boat HandbookDocument356 pagesThe Fiberglass Boat HandbookMaxi Sie100% (3)
- Vtt-Finland-Boatbuilding Mtrls PDFDocument33 pagesVtt-Finland-Boatbuilding Mtrls PDFAnonymous Ik5xaQZNo ratings yet
- 02 KeelDocument18 pages02 KeelKnightrider Kax100% (1)
- 342546Document336 pages342546y_596688032No ratings yet
- Repairing FRP Boats Easily and InexpensivelyDocument29 pagesRepairing FRP Boats Easily and InexpensivelyArjed Ali Shaikh100% (1)
- Ship - Structures NotesDocument241 pagesShip - Structures NotesSameera Jayaratne100% (3)
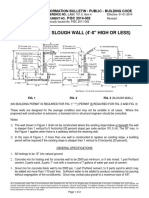
- Retaining or Slough Wall (4 Foot High or Less) Ib P Bc2014 002Document2 pagesRetaining or Slough Wall (4 Foot High or Less) Ib P Bc2014 002tiger_lxfNo ratings yet
- Motor Boats - Construction and Operation - An Illustrated Manual for Motor Boat, Launch and Yacht Owners, Operator's of Marine Gasolene Engines, and Amateur Boat-BuildersFrom EverandMotor Boats - Construction and Operation - An Illustrated Manual for Motor Boat, Launch and Yacht Owners, Operator's of Marine Gasolene Engines, and Amateur Boat-BuildersNo ratings yet
- FiberglassDocument32 pagesFiberglassBodea GeorgeNo ratings yet
- Fiberglass ManufacturingDocument41 pagesFiberglass ManufacturingJohnJohnNo ratings yet
- Choosing HullDocument16 pagesChoosing HullnyaungzinNo ratings yet
- Fiberglass TerminologyDocument13 pagesFiberglass Terminologystang2001gurlNo ratings yet
- GRP Boat Building InstructionsDocument27 pagesGRP Boat Building InstructionsMiguel MendezNo ratings yet
- Design of YachtDocument77 pagesDesign of YachtMelissa Rios100% (1)
- Forefoot Design For Planing HullsDocument17 pagesForefoot Design For Planing Hullsadslfasdf100% (1)
- Roll Motion of Trimaran ShipsDocument273 pagesRoll Motion of Trimaran ShipsPhilSelborNo ratings yet
- The Yacht Design ProcessDocument11 pagesThe Yacht Design ProcessTomislav TomoNo ratings yet
- Guide To Joint Design For Welding Ship HullsDocument6 pagesGuide To Joint Design For Welding Ship HullspakzoNo ratings yet
- Boat Design GuidlinesDocument10 pagesBoat Design GuidlinesSameeraLakmalWickramathilakaNo ratings yet
- Laminate GuideDocument3 pagesLaminate GuideYeni AgustiningsihNo ratings yet
- How To Fiberglass BoatsDocument123 pagesHow To Fiberglass BoatsMaxi SieNo ratings yet
- Recent Advances in Hydrodynamic Design of Fast Monohulls 2005Document28 pagesRecent Advances in Hydrodynamic Design of Fast Monohulls 2005Maurizio BernasconiNo ratings yet
- Area Under GZ Curve - Boat Design ForumsDocument6 pagesArea Under GZ Curve - Boat Design ForumsMuhammad Anis BasiranNo ratings yet
- Ship Building MaterialsDocument21 pagesShip Building Materialsimran5705074No ratings yet
- Escape boat and backup generator guideDocument2 pagesEscape boat and backup generator guideZulhaikal JainiNo ratings yet
- Designing of Catamaran Hull Spine BeamDocument8 pagesDesigning of Catamaran Hull Spine Beamghulam mohi ud dinNo ratings yet
- Cat DimensionDocument11 pagesCat Dimensionspyrosschneider4283No ratings yet
- Steel in ShipbuildingDocument3 pagesSteel in ShipbuildingAnonymous e3ceN15No ratings yet
- Not A Deck (From Boat Repair Manual, by Marine, 1988) : Areas of or Are Cored. Fiberglass Allan InternationalDocument1 pageNot A Deck (From Boat Repair Manual, by Marine, 1988) : Areas of or Are Cored. Fiberglass Allan InternationalŁukasz ZygielNo ratings yet
- Effect of Resistance & Wake Distribution in Catamaran vs MonohullDocument52 pagesEffect of Resistance & Wake Distribution in Catamaran vs MonohullJEET BANERJEENo ratings yet
- Fiberglass Fatigue TestingDocument5 pagesFiberglass Fatigue TestingHafizuddin RazakNo ratings yet
- Aluminium Boat BuildingDocument6 pagesAluminium Boat Buildingjohnknight000No ratings yet
- 2 - Estimation of General Characteristics of Fishing Vessels BDocument18 pages2 - Estimation of General Characteristics of Fishing Vessels BJuan SilvaNo ratings yet
- Understanding Boat Design 103 PDFDocument1 pageUnderstanding Boat Design 103 PDFŁukasz ZygielNo ratings yet
- Calculating Freeboard and Load Lines for ShipsDocument27 pagesCalculating Freeboard and Load Lines for ShipsJaya Sanker100% (1)
- Boat Building: Boat Building Is The Design and Construction of Boats and TheirDocument13 pagesBoat Building: Boat Building Is The Design and Construction of Boats and TheirZvonko TNo ratings yet
- Anchor TheoryDocument7 pagesAnchor TheorymadbakingNo ratings yet
- The Sailing Bible 2009 - The Complete Guide For All Sailors (Adlard Coles Nautical London)Document96 pagesThe Sailing Bible 2009 - The Complete Guide For All Sailors (Adlard Coles Nautical London)clee9999No ratings yet
- Ship Hull DesignDocument66 pagesShip Hull DesignRiyan EsapermanaNo ratings yet
- Boat Lift SystemDocument44 pagesBoat Lift Systemteccvm50% (2)
- Catamaran AnalysisDocument83 pagesCatamaran AnalysisbhukthaNo ratings yet
- Rules For The Classification of Trimarans IDocument8 pagesRules For The Classification of Trimarans Iyoler478No ratings yet
- Dehler 42 Brochure DS 181101Document35 pagesDehler 42 Brochure DS 181101AlchemistasNo ratings yet
- Inflatable SailboatDocument9 pagesInflatable SailboatSorin DirjanNo ratings yet
- 12 Men GRP BoatDocument4 pages12 Men GRP BoatM. R. Shahnawaz KhanNo ratings yet
- Improved Bailey Batwing Sail GuideDocument2 pagesImproved Bailey Batwing Sail GuideTom BeeNo ratings yet
- Revisiting The Ship Design SpiralDocument23 pagesRevisiting The Ship Design SpiralriponNo ratings yet
- Hull Coatings For Vessel PerformanceDocument94 pagesHull Coatings For Vessel Performancescribdtaker12345100% (4)
- Light BrigadeDocument170 pagesLight Brigadeflaquitensen100% (2)
- Development of Catamaran Fishing VesselDocument8 pagesDevelopment of Catamaran Fishing VesselhamzaNo ratings yet
- Syllabus Naval ArchitectureDocument9 pagesSyllabus Naval ArchitectureJohn RongNo ratings yet
- Berkeley CatamaranDocument88 pagesBerkeley CatamaranHabib MukminNo ratings yet
- Hydrodynamic Modeling of Sailing YachtsDocument13 pagesHydrodynamic Modeling of Sailing Yachtserwan1972No ratings yet
- Naval Architecture DetailsDocument12 pagesNaval Architecture DetailsK S Rao100% (1)
- Advance Trend in Boat DesignDocument36 pagesAdvance Trend in Boat DesignTomato GreenNo ratings yet
- Investigation of seakeeping characteristics of high-speed catamarans in wavesDocument9 pagesInvestigation of seakeeping characteristics of high-speed catamarans in wavesAkbari KarimNo ratings yet
- Commercial Ship DesignDocument114 pagesCommercial Ship DesignLukman Tarigan Sumatra100% (1)
- Jithin Devan Padincharayil, Prof. C. Lakshmana Rao Department of Applied Mechanics, Indian Institute of Technology MadrasDocument1 pageJithin Devan Padincharayil, Prof. C. Lakshmana Rao Department of Applied Mechanics, Indian Institute of Technology MadrasJithin Devan PadincharayilNo ratings yet
- CompositeDocument12 pagesCompositeJithin Devan PadincharayilNo ratings yet
- M Tech Project Review Report MEC #1: Project Guide: Dr. C. Lakshmana RaoDocument3 pagesM Tech Project Review Report MEC #1: Project Guide: Dr. C. Lakshmana RaoJithin Devan PadincharayilNo ratings yet
- MTech Project 2016Document1 pageMTech Project 2016Jithin Devan PadincharayilNo ratings yet
- AM5810: Computational Lab Assignment 4 - Group ADocument5 pagesAM5810: Computational Lab Assignment 4 - Group AJithin Devan PadincharayilNo ratings yet
- Composites in Aerospace PresentationDocument19 pagesComposites in Aerospace PresentationJithin Devan PadincharayilNo ratings yet
- Indian Coastal Shipping: Project Report OnDocument12 pagesIndian Coastal Shipping: Project Report OnAnupam SamuiNo ratings yet
- Guide to Investigating Organizational Factors in Marine CasualtiesDocument30 pagesGuide to Investigating Organizational Factors in Marine CasualtiesLito VertziniNo ratings yet
- Preparation and Audit of Process Sheet & Tool Sheet For in Vehicle Assembly ShopDocument18 pagesPreparation and Audit of Process Sheet & Tool Sheet For in Vehicle Assembly ShopPrakashRaiNo ratings yet
- Emergency System Maintenance LSADocument4 pagesEmergency System Maintenance LSArigelNo ratings yet
- Lift Truck Operator Training ProgramDocument61 pagesLift Truck Operator Training ProgramMalathy Sekar100% (1)
- Sydney Buses routes and stopsDocument1 pageSydney Buses routes and stopsRichard WangNo ratings yet
- SwitchesDocument16 pagesSwitchesAbdulhmeed MutalatNo ratings yet
- Approved Vendor and Subcontractor ListDocument19 pagesApproved Vendor and Subcontractor ListAnand LakshmananNo ratings yet
- FAA Publications and Resources for PilotsDocument4 pagesFAA Publications and Resources for PilotsFlávio AlibertiNo ratings yet
- TRU OrganicDocument2 pagesTRU OrganicWarrenNo ratings yet
- LNG International Seaborne Trade - MaroudiDocument59 pagesLNG International Seaborne Trade - MaroudiKaterina Elikonida Maroudi67% (3)
- Overhead ConveyorsDocument9 pagesOverhead ConveyorsFederico MejiaNo ratings yet
- Launch Complex 39 FacilitiesDocument8 pagesLaunch Complex 39 FacilitiesBob Andrepont100% (1)
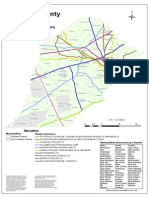
- 3.8.2015 Chester County, PA Pipeline OperatorsDocument1 page3.8.2015 Chester County, PA Pipeline OperatorsKen KnickerbockerNo ratings yet
- Erico CadweldDocument22 pagesErico Cadweldomh129No ratings yet
- Vessel Laytime CalculationDocument20 pagesVessel Laytime CalculationSaikumar SelaNo ratings yet
- 3065 I 28 Rev 0 - EN PDFDocument2 pages3065 I 28 Rev 0 - EN PDFBartholemeu Jay SimpsonNo ratings yet
- SWAT RyanAir PDFDocument10 pagesSWAT RyanAir PDFronda_upld777No ratings yet
- KT DS Board Level Shielding CansDocument2 pagesKT DS Board Level Shielding CansIulian IonitaNo ratings yet
- Aqua Shield 4Document2 pagesAqua Shield 4aneeshp_4No ratings yet
- 01 - CD Table of ContentsDocument8 pages01 - CD Table of ContentsrmpalmavNo ratings yet
- Gta-301-02-C Dimensions of VehiclesDocument6 pagesGta-301-02-C Dimensions of Vehiclesroadnotes2No ratings yet
- Cemtech Dubai Dry Bulk Freight Market & Cement Trading Trends OutlookDocument7 pagesCemtech Dubai Dry Bulk Freight Market & Cement Trading Trends OutlookMohd AliNo ratings yet
- Corrugated Cardboard PackagingDocument10 pagesCorrugated Cardboard PackagingCraig DaughertyNo ratings yet
- Manufacturing and Properties of Anti-Friction MaterialsDocument5 pagesManufacturing and Properties of Anti-Friction MaterialsMădălina ConstantinescuNo ratings yet
- Regional Airport Pavement SpecificationsDocument27 pagesRegional Airport Pavement SpecificationsFrancisco M. RamosNo ratings yet
- 200 Houses DataDocument227 pages200 Houses Databokkaramesh1979No ratings yet
- Barcoding for MAPICS Accuracy and EfficiencyDocument45 pagesBarcoding for MAPICS Accuracy and EfficiencyRamzyNo ratings yet
- Ribbon BlenderDocument19 pagesRibbon BlenderAzul En AbrilNo ratings yet