You might also like
- Mazatrol Basic EIA, IsO G Code Programming Class For Mazak Machining Centers OutlineDocument3 pagesMazatrol Basic EIA, IsO G Code Programming Class For Mazak Machining Centers OutlineAlberto SabasNo ratings yet
- Applications Training For Integrex-100 400MkIII Series Mazatrol FusionDocument89 pagesApplications Training For Integrex-100 400MkIII Series Mazatrol FusionjaniNo ratings yet
- Mazak Mazatech v-515 en v1Document8 pagesMazak Mazatech v-515 en v1Mauricio A. Tamayo RamirezNo ratings yet
- Programming Manual - Mazatrol Preview 3 - H763PA0017EDocument224 pagesProgramming Manual - Mazatrol Preview 3 - H763PA0017EIvan YordanovNo ratings yet
- Functions With PHPDocument11 pagesFunctions With PHPJothi KumarNo ratings yet
- Fanuc Program Transfer Tool Operator's Manual B-64344en - 02Document192 pagesFanuc Program Transfer Tool Operator's Manual B-64344en - 02alexandreNo ratings yet
- Fusion640t Programming, Online, SummaryDocument7 pagesFusion640t Programming, Online, SummaryGuillermo Ramirez100% (1)
- Vt-1150 User ManualDocument22 pagesVt-1150 User ManualAnne RodriguesNo ratings yet
- Datasheet Monitor Mazak ControlDocument1 pageDatasheet Monitor Mazak Controlzotya54No ratings yet
- DD 129283005 CDocument79 pagesDD 129283005 CTensaigaNo ratings yet
- Mazak Fusion 640M How To Disable A Servo or Spindle DriveDocument6 pagesMazak Fusion 640M How To Disable A Servo or Spindle DriveTensaigaNo ratings yet
- Mori - ATC38 - 50 Installation - Maintenance Manual PDFDocument54 pagesMori - ATC38 - 50 Installation - Maintenance Manual PDFTheo SouzaNo ratings yet
- MR J2 Set Up Software BNP-B2208 PDFDocument70 pagesMR J2 Set Up Software BNP-B2208 PDFCristopher EntenaNo ratings yet
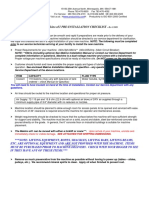
- Makino A51 Pre-Installation Checklist: (May Vary With Type/size of Tank Ordered - Check Manual For Specifics)Document38 pagesMakino A51 Pre-Installation Checklist: (May Vary With Type/size of Tank Ordered - Check Manual For Specifics)Max LitvinNo ratings yet
- 54765e PDFDocument152 pages54765e PDFCristobal PerezNo ratings yet
- Gfke 0218a en - 050120Document229 pagesGfke 0218a en - 050120giuseppe abatiNo ratings yet
- Fanuc Alarms Fanuc Series 15 Alarm CodesDocument11 pagesFanuc Alarms Fanuc Series 15 Alarm CodesRevolusiSoekarno100% (1)
- F400 Instruction Manual PDFDocument414 pagesF400 Instruction Manual PDFДТМ-Інжиніринг. Вестати з ЧПК, Південна КореяNo ratings yet
- Programming Manual Fusion 640TX EIA, IsODocument366 pagesProgramming Manual Fusion 640TX EIA, IsOMatthew GutierrezNo ratings yet
- Oprawki - Mazak Schite DeseneDocument32 pagesOprawki - Mazak Schite DeseneStoian Valentin50% (2)
- Genos-En CNC OkumaDocument13 pagesGenos-En CNC Okumahggil380250% (2)
- COM - TM Series Servo Drive Operation Manual - E (RevB) - 140115 PDFDocument127 pagesCOM - TM Series Servo Drive Operation Manual - E (RevB) - 140115 PDFHakan BlgNo ratings yet
- BNP b2267 (Eng) CDocument317 pagesBNP b2267 (Eng) CibraheemNo ratings yet
- 41-NC Maint PDFDocument510 pages41-NC Maint PDFakirenaviNo ratings yet
- Mazak Detector Alarm MalfunctionDocument1 pageMazak Detector Alarm MalfunctionArturo LopezNo ratings yet
- Meldas 64Document352 pagesMeldas 64Maria Cristina MendesNo ratings yet
- Fanuc: 0 Series ControllerDocument16 pagesFanuc: 0 Series ControllerHoangvinh Duong100% (1)
- Cyclone Fanuc OTADocument68 pagesCyclone Fanuc OTAPham LongNo ratings yet
- MF640 MPro Alarm List H736SA0024EDocument98 pagesMF640 MPro Alarm List H736SA0024Erain21cn163.comNo ratings yet
- MR j2 CT m6 Setup - WDocument56 pagesMR j2 CT m6 Setup - WMauro S CabralNo ratings yet
- CD30MA0012EDocument130 pagesCD30MA0012EMichael Naím Dévora QuintanarNo ratings yet
- MAZAK Live Tooling For Mazak Quick Turn Smart 300 350M CatalogDocument2 pagesMAZAK Live Tooling For Mazak Quick Turn Smart 300 350M CatalograzielakaNo ratings yet
- Fadal Zero Memory ProcedureDocument2 pagesFadal Zero Memory Procedureavalente112No ratings yet
- 38M21C-1809EN Instruction ManualDocument396 pages38M21C-1809EN Instruction ManualCoptil NicolaeNo ratings yet
- CncLatheOkumaLb15 PDFDocument52 pagesCncLatheOkumaLb15 PDFSilvio GomesNo ratings yet
- Service Manual: SV01-NHX40AT03-01E NHX4000 NHX5000 ATC Adjustment of Spindle Orientation PositionDocument1 pageService Manual: SV01-NHX40AT03-01E NHX4000 NHX5000 ATC Adjustment of Spindle Orientation Positionmahdi elmay100% (1)
- 1 Program Errors Alarms On Program and OperationDocument78 pages1 Program Errors Alarms On Program and Operationsssf-doboj100% (2)
- Ladder Diagram For Quick Turn 8N - 40N (T32-2) Publication: DL341LMB400Document146 pagesLadder Diagram For Quick Turn 8N - 40N (T32-2) Publication: DL341LMB400Jay Jay100% (1)
- Mitsubishi Manuals 924 PDFDocument46 pagesMitsubishi Manuals 924 PDFPablo M. Estrada Aguilar0% (1)
- 19av550y ManualDocument36 pages19av550y ManualAre GeeNo ratings yet
- Gauging Manual PDFDocument311 pagesGauging Manual PDFsekhon875115No ratings yet
- Programming Fanuc OtDocument13 pagesProgramming Fanuc OtsaminziNo ratings yet
- Eiaiso640t MTDocument356 pagesEiaiso640t MTJPPNo ratings yet
- Alarm Parameter ManualDocument459 pagesAlarm Parameter ManualDenise Roper50% (2)
- Fanuc Initialize ParameterDocument1 pageFanuc Initialize ParameterS.Dharanipathy100% (1)
- BNP b2189 (Eng) B PDFDocument61 pagesBNP b2189 (Eng) B PDFPearl JamNo ratings yet
- Okuma Osp p300s p300l Gauging Systems Instruction Manual Application Le61 497 R01a PDFDocument191 pagesOkuma Osp p300s p300l Gauging Systems Instruction Manual Application Le61 497 R01a PDFseb_dominiqueNo ratings yet
- Re Initialise t32 mc116Document5 pagesRe Initialise t32 mc116GopiNo ratings yet
- Mori Seiki GM CodeDocument10 pagesMori Seiki GM CodevusvusNo ratings yet
- Operação M64Document347 pagesOperação M64Luciano MalheiroNo ratings yet
- ParameterDocument342 pagesParameterirving lopezNo ratings yet
- FANUC Series 16i 18i 21i-TBMB FANUC Series 16i18i21i-TBMB Safety Function at Opening Protection Door (Safe Spindle Stop Function)Document9 pagesFANUC Series 16i 18i 21i-TBMB FANUC Series 16i18i21i-TBMB Safety Function at Opening Protection Door (Safe Spindle Stop Function)mahdi elmay0% (1)
- ES400 F 21iMB Mag Zero Set 033007Document3 pagesES400 F 21iMB Mag Zero Set 033007Julián MorelosNo ratings yet
- Electrico Vtc200cDocument140 pagesElectrico Vtc200cJefferson TeixeiraNo ratings yet
- Main Card 3 E48090-450-38-C Opus 5000 1911-1103 Okuma Datasheet PDFDocument7 pagesMain Card 3 E48090-450-38-C Opus 5000 1911-1103 Okuma Datasheet PDFaaamil13No ratings yet
- D5 M640T Parameter H734SA0033EDocument244 pagesD5 M640T Parameter H734SA0033Ezotya54No ratings yet
- HE00HA0014EDocument640 pagesHE00HA0014EAdmir TalicNo ratings yet
- Manual FANUC 0i Maintenance PDFDocument680 pagesManual FANUC 0i Maintenance PDFmagzigioNo ratings yet
- Elektor 2019-11-12 PDFDocument116 pagesElektor 2019-11-12 PDFNick Maniacup100% (5)
- Bicycling AustraliaDocument116 pagesBicycling AustraliaRelu ChiruNo ratings yet
- Spoke MagazineDocument116 pagesSpoke MagazineRelu ChiruNo ratings yet
- Windpower TechnologyDocument496 pagesWindpower TechnologyRelu Chiru100% (2)
- Canadian CyclingDocument68 pagesCanadian CyclingRelu ChiruNo ratings yet
- Bowhunter November December 2019Document86 pagesBowhunter November December 2019Relu ChiruNo ratings yet
- A Textbook of Engineering Mathematics 9th EditionDocument468 pagesA Textbook of Engineering Mathematics 9th EditionRelu Chiru100% (4)
- Inserts Chart CoatingsDocument2 pagesInserts Chart CoatingsRelu ChiruNo ratings yet
- PowerMILL Blades Blisks ImpellersDocument1 pagePowerMILL Blades Blisks ImpellersRelu ChiruNo ratings yet
- Powermill Multi Axis MillingDocument16 pagesPowermill Multi Axis MillingVelichko Velikov100% (2)
- User Guide Dell Precision m4800 I2roor4 CeO4xBe ToOEbLnDocument8 pagesUser Guide Dell Precision m4800 I2roor4 CeO4xBe ToOEbLnRelu ChiruNo ratings yet
- PowerMILL 5 Axis MachiningDocument2 pagesPowerMILL 5 Axis MachiningRelu ChiruNo ratings yet
- Programing Manual EIA ISODocument416 pagesPrograming Manual EIA ISORelu Chiru100% (2)
- Tutorial PowermillDocument17 pagesTutorial PowermillMarco Neves100% (1)
- B-64484EN-2 - 02 Fanuc 30,31,32i Operator Manual PDFDocument452 pagesB-64484EN-2 - 02 Fanuc 30,31,32i Operator Manual PDFRelu Chiru100% (1)
- Tutorial PowermillDocument17 pagesTutorial PowermillMarco Neves100% (1)
- Hass AnswersDocument7 pagesHass AnswersRelu ChiruNo ratings yet
- Fanuc 30i SRAM BackupDocument6 pagesFanuc 30i SRAM BackupRelu ChiruNo ratings yet
- Fanuc Seria 30,300,31,310,32,320i - ENGDocument568 pagesFanuc Seria 30,300,31,310,32,320i - ENGSilvia_282008roNo ratings yet
- SQ4R StrategyDocument2 pagesSQ4R StrategyRelu ChiruNo ratings yet
- Maximizing CNC Utilization: Module Three: Advanced Implications of Basic FeaturesDocument100 pagesMaximizing CNC Utilization: Module Three: Advanced Implications of Basic FeaturesRelu ChiruNo ratings yet
- 66102en 10Document235 pages66102en 10Relu Chiru100% (1)
- NCPlotManual v230 PDFDocument178 pagesNCPlotManual v230 PDFRelu ChiruNo ratings yet
- Fanuc Seria 30,300,31,310,32,320i - ENGDocument568 pagesFanuc Seria 30,300,31,310,32,320i - ENGSilvia_282008roNo ratings yet
- CNC PresentationDocument37 pagesCNC PresentationMarvin BelenNo ratings yet
- H 5226 8307 02 A Productivity Active Editor ProDocument7 pagesH 5226 8307 02 A Productivity Active Editor ProRelu ChiruNo ratings yet
- Computer Numerical Control Programming Basics: DefinitionsDocument8 pagesComputer Numerical Control Programming Basics: DefinitionsActem PmeNo ratings yet
- FANUC Macro Program ProgrammingDocument16 pagesFANUC Macro Program ProgrammingVinsensius Herdani Agung Nugroho50% (4)
- CNC Classnotes PDFDocument28 pagesCNC Classnotes PDFelangandhiNo ratings yet
- M32 Operating ManualDocument322 pagesM32 Operating ManualLuis Enrique Garduño Landazuri100% (9)
- Technology ForecastingDocument38 pagesTechnology ForecastingSourabh TandonNo ratings yet
- Most Probable Number (MPN) Test: Principle, Procedure, ResultsDocument4 pagesMost Probable Number (MPN) Test: Principle, Procedure, ResultsHammad KingNo ratings yet
- Lecture 1 Electrolyte ImbalanceDocument15 pagesLecture 1 Electrolyte ImbalanceSajib Chandra RoyNo ratings yet
- Multi-Media Approach To Teaching-LearningDocument8 pagesMulti-Media Approach To Teaching-LearningswethashakiNo ratings yet
- Performance Evaluation of The KVM Hypervisor Running On Arm-Based Single-Board ComputersDocument18 pagesPerformance Evaluation of The KVM Hypervisor Running On Arm-Based Single-Board ComputersAIRCC - IJCNCNo ratings yet
- Sheet (8) Synchronous Machine Problem (1) :: SolutionDocument5 pagesSheet (8) Synchronous Machine Problem (1) :: Solutionمكاريوس عيادNo ratings yet
- DXFtoGerberConversionGuide Rev2!12!10 13Document8 pagesDXFtoGerberConversionGuide Rev2!12!10 13Tomasz BarwińskiNo ratings yet
- Poka-Yoke or Mistake Proofing: Historical Evolution.Document5 pagesPoka-Yoke or Mistake Proofing: Historical Evolution.Harris ChackoNo ratings yet
- Portfolio Final AssignmentDocument2 pagesPortfolio Final Assignmentkaz7878No ratings yet
- EvolutionCombatMedic 2022Document17 pagesEvolutionCombatMedic 2022smith.kevin1420344100% (1)
- Net Pert: Cable QualifierDocument4 pagesNet Pert: Cable QualifierAndrés Felipe Fandiño MNo ratings yet
- Partnership LiquidationDocument46 pagesPartnership LiquidationSewale Abate79% (19)
- ACTIX Basic (Sample CDMA)Document73 pagesACTIX Basic (Sample CDMA)radhiwibowoNo ratings yet
- The Impact of Personnel Behaviour in Clean RoomDocument59 pagesThe Impact of Personnel Behaviour in Clean Roomisrael afolayan mayomiNo ratings yet
- 6 RVFS - SWBL Ojt Evaluation FormDocument3 pages6 RVFS - SWBL Ojt Evaluation FormRoy SumugatNo ratings yet
- Ceo DualityDocument3 pagesCeo Dualitydimpi singhNo ratings yet
- Matrices and Vectors. - . in A Nutshell: AT Patera, M Yano October 9, 2014Document19 pagesMatrices and Vectors. - . in A Nutshell: AT Patera, M Yano October 9, 2014navigareeNo ratings yet
- Assesment Test in English 9Document3 pagesAssesment Test in English 9Chazz SatoNo ratings yet
- Types of Intermolecular ForcesDocument34 pagesTypes of Intermolecular ForcesRuschan JaraNo ratings yet
- Jaiib QpapersDocument250 pagesJaiib Qpapersjaya htNo ratings yet
- Annex A - Scope of WorkDocument4 pagesAnnex A - Scope of Workمهيب سعيد الشميريNo ratings yet
- Edtpa Lesson 3Document3 pagesEdtpa Lesson 3api-299319227No ratings yet
- Transformational LeadershipDocument75 pagesTransformational LeadershipvincentpalaniNo ratings yet
- ARTS10 Q2 ModuleDocument12 pagesARTS10 Q2 ModuleDen Mark GacumaNo ratings yet
- Chapter S1 (Celestial Timekeeping and Navigation)Document28 pagesChapter S1 (Celestial Timekeeping and Navigation)Марко Д. Станковић0% (1)
- NJEX 7300G: Pole MountedDocument130 pagesNJEX 7300G: Pole MountedJorge Luis MartinezNo ratings yet
- Coc 1 ExamDocument7 pagesCoc 1 ExamJelo BioNo ratings yet
- AWS Compete CustomerDocument33 pagesAWS Compete CustomerSergeyNo ratings yet
- Mini Project A-9-1Document12 pagesMini Project A-9-1santhoshrao19No ratings yet
- Market EquilibriumDocument36 pagesMarket EquilibriumLiraOhNo ratings yet