You might also like
- Automotive Machining: A Guide to Boring, Decking, Honing & MoreFrom EverandAutomotive Machining: A Guide to Boring, Decking, Honing & MoreRating: 4.5 out of 5 stars4.5/5 (11)
- Two Cycle Carburetor and the Back Alley MechanicFrom EverandTwo Cycle Carburetor and the Back Alley MechanicRating: 4.5 out of 5 stars4.5/5 (2)
- Engine 3.0 v6Document130 pagesEngine 3.0 v6Wlises GonzalezNo ratings yet
- B Series Valve AdjustmentDocument5 pagesB Series Valve Adjustmentsasa oljacaNo ratings yet
- Plymouth and Chrysler-built cars Complete Owner's Handbook of Repair and MaintenanceFrom EverandPlymouth and Chrysler-built cars Complete Owner's Handbook of Repair and MaintenanceNo ratings yet
- Build Your Own TurbineDocument16 pagesBuild Your Own TurbineJack D'Roca100% (5)
- Build Your Own TurbineDocument16 pagesBuild Your Own TurbineJack D'Roca100% (5)
- HH150 Smanual - MasterDocument43 pagesHH150 Smanual - Masterjacklyn ade putra80% (5)
- Service Manual 157QMJDocument60 pagesService Manual 157QMJGeert Verfaillie67% (3)
- Underbalanced DrillingDocument27 pagesUnderbalanced DrillingrahmatNo ratings yet
- Home Power Magazine Issue 031Document116 pagesHome Power Magazine Issue 031Bogdan Dragan100% (1)
- Reasons and Causes For Cam Failure: Tech BulletinDocument2 pagesReasons and Causes For Cam Failure: Tech BulletinForesight MisrNo ratings yet
- Magnum .61 4TDocument8 pagesMagnum .61 4TJoseAlfredoCarneiroDosSantosNo ratings yet
- Sebp5921 00 00 AllDocument387 pagesSebp5921 00 00 Alldiegonzalez22No ratings yet
- Mitsubishi Engine F9Q Series Workshop ManualDocument48 pagesMitsubishi Engine F9Q Series Workshop ManualAlexandru sNo ratings yet
- LPG ChecklistDocument2 pagesLPG Checklistqwerty_conan100% (2)
- Presentation: Reliability of Hydrogen Area Diaphragm CompressorDocument43 pagesPresentation: Reliability of Hydrogen Area Diaphragm CompressorBiju_Pottayil100% (1)
- Pump-Elite - Operating InstructionsDocument12 pagesPump-Elite - Operating Instructionsbookslover1No ratings yet
- Torque Converter C-300 OWI - Service ManualDocument12 pagesTorque Converter C-300 OWI - Service Manualaldino020203100% (3)
- Centrifugal Pump MaintenanceDocument2 pagesCentrifugal Pump MaintenanceMuhammad Mazhar Hussain100% (2)
- GT ManualDocument10 pagesGT Manualsoldatbr4183No ratings yet
- Daewo Matiz2Document54 pagesDaewo Matiz2hipo84575% (4)
- 002-004 Cylinder Head Cummins 6BTA5.9 G2Document10 pages002-004 Cylinder Head Cummins 6BTA5.9 G2AleksaNo ratings yet
- Pump Learning Guide1Document171 pagesPump Learning Guide1password2013No ratings yet
- M250-B17 TP Ceb-1281Document5 pagesM250-B17 TP Ceb-1281turboshaftNo ratings yet
- 대우의 가스추진선박에 대한 프리젠테이션Document33 pages대우의 가스추진선박에 대한 프리젠테이션Jae Sung KangNo ratings yet
- 001 Bearing FailureDocument1 page001 Bearing FailureHiddenDNo ratings yet
- Armado y Desarmado de Motor Cummis K19Document148 pagesArmado y Desarmado de Motor Cummis K19Marcos Astete Egoavil91% (11)
- Catálogo de Camisas MELLINGDocument24 pagesCatálogo de Camisas MELLINGricassterNo ratings yet
- Manual Sc32.PDF Prenza Hidraulica GatesDocument16 pagesManual Sc32.PDF Prenza Hidraulica GatesEsteban Sándiga GrandaNo ratings yet
- Brembo CatalogDocument54 pagesBrembo CatalogHandrito YudoNo ratings yet
- Unipump InstDocument2 pagesUnipump InstJuliaman NapituNo ratings yet
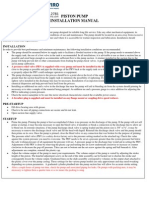
- A&F Pump Piston Pump Installation ManualDocument5 pagesA&F Pump Piston Pump Installation ManualPromagEnviro.com100% (1)
- Melling 2018 Cylinder Sleeve Catalog PDFDocument49 pagesMelling 2018 Cylinder Sleeve Catalog PDFfishhunter18100% (1)
- dp7490 Pump ManualDocument16 pagesdp7490 Pump Manualvipequi50No ratings yet
- Plunger Pump Service Manual: Installation and Start-Up InformationDocument6 pagesPlunger Pump Service Manual: Installation and Start-Up InformationSubhendu KarNo ratings yet
- FIS113eng Hi Temp BellowsDocument8 pagesFIS113eng Hi Temp Bellowsmahesh_eilNo ratings yet
- Bumping ClearanceDocument3 pagesBumping Clearanceranvir_raj100% (1)
- Kf22Qt Sec4 FRDDocument21 pagesKf22Qt Sec4 FRDMauro PerezNo ratings yet
- FX-375 ServiceDocument21 pagesFX-375 ServiceMauro PerezNo ratings yet
- MEGA Operating InstructionsDocument14 pagesMEGA Operating InstructionsSumit SinghaNo ratings yet
- Intervalos de ManutençãoDocument3 pagesIntervalos de ManutençãoOzan MedeirosNo ratings yet
- What Is Bumping ClearanceDocument5 pagesWhat Is Bumping ClearanceAnurag KUMAR0% (1)
- Maintenance and Repair InstructionsDocument12 pagesMaintenance and Repair InstructionsDhananjay NilkuteNo ratings yet
- Image Server HandlerDocument12 pagesImage Server Handlerbobcat1810No ratings yet
- CompressorDocument8 pagesCompressorLOKINo ratings yet
- 125 Stock SpecsDocument20 pages125 Stock SpecsArmen Aria DanlyNo ratings yet
- Piston Instrc4032Document2 pagesPiston Instrc4032RickracerNo ratings yet
- Plunger Pump Service Manual: Installation and Start-Up InformationDocument6 pagesPlunger Pump Service Manual: Installation and Start-Up InformationDark CenobiteNo ratings yet
- Camisa de CilindroDocument16 pagesCamisa de CilindroFelipe CarranzaNo ratings yet
- Design Engineer's Guide - Selecting A Lubricant For Ball ScrewsDocument10 pagesDesign Engineer's Guide - Selecting A Lubricant For Ball ScrewsDat RomanNo ratings yet
- Manual Taller Suzuki SavageDocument3 pagesManual Taller Suzuki SavageELORIA ELORIA0% (1)
- General Information: With Mechanically Actuated InjectorDocument12 pagesGeneral Information: With Mechanically Actuated InjectorChardy Jarith Piragua AlvaradoNo ratings yet
- Universal Model A Sprinkler STD ResponseDocument4 pagesUniversal Model A Sprinkler STD Responsehappale2002No ratings yet
- I and O-1012 - 1014 - 1015 - and 1017 Pumps 1-1Document9 pagesI and O-1012 - 1014 - 1015 - and 1017 Pumps 1-1Mo'men AdelNo ratings yet
- Piston Kit InstructionsDocument2 pagesPiston Kit InstructionsMoto ExpertNo ratings yet
- 500sm Sani Bomba MoynoDocument4 pages500sm Sani Bomba MoynoRonaldo JanglinNo ratings yet
- Skidmore Instructions Model MS ManualsDocument15 pagesSkidmore Instructions Model MS ManualsbwbrockNo ratings yet
- Oil Pump SpindleDocument3 pagesOil Pump SpindleAsefshaNo ratings yet
- Mecanizado Asiento Camisa de Cilindro PDFDocument10 pagesMecanizado Asiento Camisa de Cilindro PDFhamilton mirandaNo ratings yet
- Er-8 2 2Document4 pagesEr-8 2 2Carlos MantillaNo ratings yet
- FIS113eng Hi Temp BellowsDocument8 pagesFIS113eng Hi Temp Bellowsandres castroNo ratings yet
- Animal Carb TuningDocument5 pagesAnimal Carb TuningRusty100% (1)
- Reed DMPVC Drilling Machine Operating Instructions: Feed NutDocument2 pagesReed DMPVC Drilling Machine Operating Instructions: Feed NutSalman ShaharNo ratings yet
- 26850A005Document12 pages26850A005Luciano AlencastroNo ratings yet
- 7.0 Reference: 7.1 Engine Room LayoutDocument3 pages7.0 Reference: 7.1 Engine Room LayoutCarlos MenaNo ratings yet
- Jte KJ66Document10 pagesJte KJ66LuzsitibiNo ratings yet
- Sae InternationalDocument60 pagesSae InternationaleduardoagueroNo ratings yet
- Small Engine Test Set PDFDocument3 pagesSmall Engine Test Set PDFeduardoagueroNo ratings yet
- CNC DatanDocument18 pagesCNC DataneduardoagueroNo ratings yet
- Champion Aerospace LLC: Aviation Catalog AV-14Document64 pagesChampion Aerospace LLC: Aviation Catalog AV-14Todd MillerNo ratings yet
- Lift Theories: Linear MotionDocument23 pagesLift Theories: Linear MotioneduardoagueroNo ratings yet
- Champion Aerospace LLC: Aviation Catalog AV-14Document64 pagesChampion Aerospace LLC: Aviation Catalog AV-14Todd MillerNo ratings yet
- Aviation Service ManualDocument28 pagesAviation Service ManualArmo MoralesNo ratings yet
- Care and Service ManualDocument86 pagesCare and Service ManualPDDELUCANo ratings yet
- Bujias AutoliteBrochureDocument12 pagesBujias AutoliteBrochureeduardoagueroNo ratings yet
- Jet PropulsionDocument17 pagesJet PropulsioneduardoagueroNo ratings yet
- Preliminary Pin-Out: CN1, 37 Ways Connector, RedDocument6 pagesPreliminary Pin-Out: CN1, 37 Ways Connector, RedSUELENNo ratings yet
- Tutorial - Gas Turbine CyclesDocument3 pagesTutorial - Gas Turbine CyclesSuchi Suchi SuchiNo ratings yet
- Unit3icengine 170610094840Document45 pagesUnit3icengine 170610094840Harish 18No ratings yet
- Tabella Codici Evento e DiagnosticaDocument4 pagesTabella Codici Evento e DiagnosticajorgedavidgonzalezNo ratings yet
- ANSYS-2011-Cameron Thermal Oxidizer CFD Simulation-3Document22 pagesANSYS-2011-Cameron Thermal Oxidizer CFD Simulation-3Jagadeesh Unnam100% (1)
- Gas FlaringDocument14 pagesGas FlaringWaleed El-azabNo ratings yet
- Vitorond 200 BrochureDocument12 pagesVitorond 200 BrochureIvan CaicedoNo ratings yet
- Type of EnginesDocument4 pagesType of EnginesIman SadeghiNo ratings yet
- 1,9 ltr-TDI-Industrial Engine: Technical Status: 4/1999Document32 pages1,9 ltr-TDI-Industrial Engine: Technical Status: 4/1999Tamás GraffitsNo ratings yet
- HYDRAULIC DIAGRAM BRAKE SYSTEM Adt 45 GDocument2 pagesHYDRAULIC DIAGRAM BRAKE SYSTEM Adt 45 GBudi Rohmani100% (1)
- Partes y Piezas Compresor Schultz - MSI-2.6MLDocument2 pagesPartes y Piezas Compresor Schultz - MSI-2.6MLWinca MantezNo ratings yet
- Mobil Delvac MX™ 15W-40 Mobil Delvac MX™ 15W-40 Mobil Delvac MX™ 15W-40 Mobil Delvac MX™ 15W-40Document4 pagesMobil Delvac MX™ 15W-40 Mobil Delvac MX™ 15W-40 Mobil Delvac MX™ 15W-40 Mobil Delvac MX™ 15W-40dhavit wijayantoNo ratings yet
- New Imo Requirements From 2022Document3 pagesNew Imo Requirements From 2022GAMMA FACULTYNo ratings yet
- Royal Petro Energy: Bridging The GapDocument1 pageRoyal Petro Energy: Bridging The GapgenebabaNo ratings yet
- Circuitoelectrico40007000IParteS082854Z PDFDocument74 pagesCircuitoelectrico40007000IParteS082854Z PDFHector Eugenio Henriquez Delannoy100% (3)
- Lube Oil Recommendation1015-30Document13 pagesLube Oil Recommendation1015-30bkprice14No ratings yet
- Brosur Tokico Dan Data Sheet-D7a93-3206 339Document6 pagesBrosur Tokico Dan Data Sheet-D7a93-3206 339galih santosoNo ratings yet
- Dmm-II Assignment TestDocument2 pagesDmm-II Assignment TestSai Srinivas BodapatiNo ratings yet
- Stak Pellet Mills General Operating Handbook 1Document18 pagesStak Pellet Mills General Operating Handbook 1g_junk5213No ratings yet
- Plogarithm Edited Report 1 NowDocument44 pagesPlogarithm Edited Report 1 NowSrinivasa bnNo ratings yet
- Fluidized-Bed Catalytic Cracking UnitDocument2 pagesFluidized-Bed Catalytic Cracking UnitSantiago NuñezNo ratings yet
- First Magnetic Roasting PlantDocument17 pagesFirst Magnetic Roasting PlantranjeevkumarNo ratings yet
- Instruction, Operation, and Maintenance Manual Fulton Oil Fired/Gas Fired Steam BoilersDocument63 pagesInstruction, Operation, and Maintenance Manual Fulton Oil Fired/Gas Fired Steam BoilersKarla Sofia Torres Wong100% (1)