You might also like
- Automaton My Assignment ReportDocument18 pagesAutomaton My Assignment ReportchanukaNo ratings yet
- Siemens Refrigerator Exploded ViewDocument17 pagesSiemens Refrigerator Exploded ViewSora FonNo ratings yet
- 8085 Serial CommunicationDocument25 pages8085 Serial CommunicationPrasad Sivvala100% (1)
- PC To PC Data CommDocument41 pagesPC To PC Data CommParshant GargNo ratings yet
- PLC Lab Report 3Document10 pagesPLC Lab Report 3Usher Boy Blue WhiteNo ratings yet
- Assignment 2Document3 pagesAssignment 2Ziyad AwaliNo ratings yet
- SI Base Unit FormulaesDocument5 pagesSI Base Unit FormulaesSaaif ZareerNo ratings yet
- Pneumatics Exercises 13Document6 pagesPneumatics Exercises 13KhamilleNo ratings yet
- Arduino Controlled CatapultDocument4 pagesArduino Controlled Catapultapi-297434884No ratings yet
- RGPV 2010 Thermofluid Question PaperDocument1 pageRGPV 2010 Thermofluid Question PaperPrabhat Kumar PankajNo ratings yet
- 7540 GCE O Physics MSC 20080807Document35 pages7540 GCE O Physics MSC 20080807mustafa27No ratings yet
- 7660 PULSA Series: Engineered ProductsDocument2 pages7660 PULSA Series: Engineered ProductsTaQuangDucNo ratings yet
- FKE S3 1011 BUKU LOG Amalan KejuruteraanDocument80 pagesFKE S3 1011 BUKU LOG Amalan Kejuruteraanng soo keeNo ratings yet
- IMC GeometryDocument8 pagesIMC GeometryJane ChangNo ratings yet
- Logic Gates in PneumaticsDocument20 pagesLogic Gates in PneumaticsManideep AlluNo ratings yet
- 7.0 J4011 Step Counter Circuit DesignDocument38 pages7.0 J4011 Step Counter Circuit DesignRashiqah RazlanNo ratings yet
- XP 620Document8 pagesXP 620Far PilonNo ratings yet
- 8086 Hardware 2 MEMORY and IO IntefaceDocument46 pages8086 Hardware 2 MEMORY and IO IntefaceНемања БорићNo ratings yet
- Understanding Pure Mathematics A J Sadler PDFDocument2 pagesUnderstanding Pure Mathematics A J Sadler PDFgwagsiglenNo ratings yet
- Industrial Automation Using I2c Protocol DocumentationDocument56 pagesIndustrial Automation Using I2c Protocol Documentationsrinithi99No ratings yet
- Background of Sanyco Grand Industries SDN BHDDocument5 pagesBackground of Sanyco Grand Industries SDN BHDcrewz_19No ratings yet
- Model of Automatic Bottle Filling and Capping Mechanism: Logistics and Supply Chain ManagementDocument17 pagesModel of Automatic Bottle Filling and Capping Mechanism: Logistics and Supply Chain ManagementNguyễn QuỳnhNo ratings yet
- ICT IGCSE Theory Revision Presentation Ch 6Document29 pagesICT IGCSE Theory Revision Presentation Ch 6YashodhaNo ratings yet
- CNC Manual Part ProgrammeDocument23 pagesCNC Manual Part ProgrammePradip PatelNo ratings yet
- FX Training ManualDocument128 pagesFX Training ManualKHÔI HUỲNH ANHNo ratings yet
- Powerflex 525 Adjustable Frequency Ac DriveDocument5 pagesPowerflex 525 Adjustable Frequency Ac DriveJaime RamosNo ratings yet
- Mechatronics Oral QuestionsDocument2 pagesMechatronics Oral QuestionsSanjana PardeshiNo ratings yet
- FK3u Analog 485Document9 pagesFK3u Analog 485Vũ LêNo ratings yet
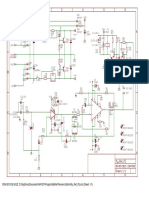
- My - Ref - FE - SchematicDocument1 pageMy - Ref - FE - SchematicJangkrikNo ratings yet
- Igcse MathsDocument20 pagesIgcse MathsMiesha AmyshaNo ratings yet
- OMC-139 Marine Wind Display: FeaturesDocument2 pagesOMC-139 Marine Wind Display: FeaturesakhilNo ratings yet
- EEE 2019 Lecture 4Document30 pagesEEE 2019 Lecture 4Emment ChromaNo ratings yet
- Binder 2Document184 pagesBinder 2MinAung HlaingNo ratings yet
- Adaptive ControlDocument30 pagesAdaptive ControlGanesh67% (3)
- Excel ChartsDocument19 pagesExcel ChartsShams ZubairNo ratings yet
- Transcript JiratDocument2 pagesTranscript JiratJirat ArsanorkNo ratings yet
- Cie Igcse p2 MergedDocument901 pagesCie Igcse p2 Mergedneelam goelNo ratings yet
- 3rd HL Revision Test - TrigDocument14 pages3rd HL Revision Test - TrigMichelle HsiehNo ratings yet
- Chapter 6 - Automated & Emerging TechnologiesDocument67 pagesChapter 6 - Automated & Emerging Technologiesasheralt3791No ratings yet
- PLC Nano TecnologiesDocument18 pagesPLC Nano TecnologiesMax SantiagoNo ratings yet
- WeDo2.0 Block ProgrammingDocument2 pagesWeDo2.0 Block ProgrammingMihai MoglanNo ratings yet
- Chapter 4 Complete - 2Document38 pagesChapter 4 Complete - 2Danish UttraNo ratings yet
- AutoCAD Basics: The X-Y Coordinate SystemDocument7 pagesAutoCAD Basics: The X-Y Coordinate SystemAmuomNo ratings yet
- STP Math 2ADocument419 pagesSTP Math 2AYamin Wael ElattalNo ratings yet
- LE3U-Manual SpecificationDocument11 pagesLE3U-Manual SpecificationPVC XANH QDNo ratings yet
- Cambridge IGCSE: MATHEMATICS 0580/22Document12 pagesCambridge IGCSE: MATHEMATICS 0580/22Mohammad AshrafNo ratings yet
- Blanking and PiercingDocument5 pagesBlanking and PiercingSatheesh Sekar100% (1)
- Sri Lanka Valve Standard 1184Document15 pagesSri Lanka Valve Standard 1184Allen VargheseNo ratings yet
- Data Communications and Multiplexing: What Is Data Transmission?Document13 pagesData Communications and Multiplexing: What Is Data Transmission?AniketNo ratings yet
- Unit 2Document5 pagesUnit 2Aakilali Shaikh100% (1)
- Multiplication 4d 1d by PmohDocument13 pagesMultiplication 4d 1d by PmohTamil Sri100% (1)
- EE227 - Rubric v.00.00.00 - 2018-12-20Document2 pagesEE227 - Rubric v.00.00.00 - 2018-12-20Muhammad Akif NaeemNo ratings yet
- Microcontroller To Sensor Interfacing TechniquesDocument13 pagesMicrocontroller To Sensor Interfacing TechniquesSantosh Martha100% (1)
- Product Design - Pen and LighterDocument5 pagesProduct Design - Pen and LighterCharles LuNo ratings yet
- Heat transfer analysis of insulated wallDocument3 pagesHeat transfer analysis of insulated wallAndres RamirezNo ratings yet
- Grade Thresholds - June 2017: Cambridge IGCSE Combined Science (0653)Document1,314 pagesGrade Thresholds - June 2017: Cambridge IGCSE Combined Science (0653)Iyad AldasouqiNo ratings yet
- CPT3701 Tutorial 3Document6 pagesCPT3701 Tutorial 3MNo ratings yet
- Assignment Fifth SemDocument13 pagesAssignment Fifth SemismaelNo ratings yet
- Skema Final Dbm20023 Jun 2019Document8 pagesSkema Final Dbm20023 Jun 2019tahirNo ratings yet
- Lab 4 ReportDocument17 pagesLab 4 ReportO OmNo ratings yet
- Office of The Integrity Commissioner - Investigation Report Regarding The Conduct of Councillor Mark Grimes (July 05, 2016)Document44 pagesOffice of The Integrity Commissioner - Investigation Report Regarding The Conduct of Councillor Mark Grimes (July 05, 2016)T.O. Nature & DevelopmentNo ratings yet
- United States v. James Lonzo Turner and Kevin Orlando Moore, 120 F.3d 271, 10th Cir. (1997)Document4 pagesUnited States v. James Lonzo Turner and Kevin Orlando Moore, 120 F.3d 271, 10th Cir. (1997)Scribd Government DocsNo ratings yet
- Concreting PlantsDocument9 pagesConcreting PlantsSabrina MustafaNo ratings yet
- FLO-2D Storm Drain Manual - Build 17Document148 pagesFLO-2D Storm Drain Manual - Build 17royerarangoasisNo ratings yet
- History of Titan Watch IndustryDocument46 pagesHistory of Titan Watch IndustryWasim Khan25% (4)
- 365) - The Income Tax Rate Is 40%. Additional Expenses Are Estimated As FollowsDocument3 pages365) - The Income Tax Rate Is 40%. Additional Expenses Are Estimated As FollowsMihir HareetNo ratings yet
- Application Letter for Experienced Telecommunications TechnicianDocument5 pagesApplication Letter for Experienced Telecommunications TechnicianRaymondNo ratings yet
- Student Name Student Number Assessment Title Module Title Module Code Module Coordinator Tutor (If Applicable)Document32 pagesStudent Name Student Number Assessment Title Module Title Module Code Module Coordinator Tutor (If Applicable)Exelligent Academic SolutionsNo ratings yet
- Basics of Directional-Control ValvesDocument11 pagesBasics of Directional-Control ValvesJosh LeBlancNo ratings yet
- Car NB Documents (YOPH02PC02)Document21 pagesCar NB Documents (YOPH02PC02)PaulNo ratings yet
- Postal-BSNL Meeting MinutesDocument5 pagesPostal-BSNL Meeting MinutesP Karan JainNo ratings yet
- Damayan Benefit PolicyDocument2 pagesDamayan Benefit PolicyMSWDO STA. MAGDALENANo ratings yet
- Competition Patriotism and Collaboratio PDFDocument22 pagesCompetition Patriotism and Collaboratio PDFAngga PrianggaraNo ratings yet
- DesertationDocument145 pagesDesertationhishamromi760% (1)
- Liftoff: Guide To Duo Deployment Best Practices: Version 2.1 Published October 3, 2019Document14 pagesLiftoff: Guide To Duo Deployment Best Practices: Version 2.1 Published October 3, 2019Johana RNo ratings yet
- Keltbray Crude Oil and Gas LTDDocument2 pagesKeltbray Crude Oil and Gas LTDIana LeynoNo ratings yet
- Ipocc User Interface enDocument364 pagesIpocc User Interface enMarthaGutnaraNo ratings yet
- E No Ad Release NotesDocument6 pagesE No Ad Release NotesKostyantinBondarenkoNo ratings yet
- House Bill 470Document9 pagesHouse Bill 470Steven DoyleNo ratings yet
- Addaday v. Hyper Ice - ComplaintDocument37 pagesAddaday v. Hyper Ice - ComplaintSarah BursteinNo ratings yet
- Cement Lined Piping SpecificationDocument167 pagesCement Lined Piping SpecificationvenkateshwaranNo ratings yet
- Fmi-Hd BR PDFDocument16 pagesFmi-Hd BR PDFmin thantNo ratings yet
- Examination Handbook NewDocument97 pagesExamination Handbook Newdtr17No ratings yet
- TruShot Product Sheet-05-18 PDFDocument2 pagesTruShot Product Sheet-05-18 PDFAgostina MiniNo ratings yet
- QUIZ - FinalsDocument5 pagesQUIZ - FinalsFelsie Jane PenasoNo ratings yet
- HHF-1600 Direct-Drive Pump Utilization Parts ListDocument27 pagesHHF-1600 Direct-Drive Pump Utilization Parts ListJohn Simanca100% (1)
- Cryogenics 50 (2010) Editorial on 2009 Space Cryogenics WorkshopDocument1 pageCryogenics 50 (2010) Editorial on 2009 Space Cryogenics WorkshopsureshjeevaNo ratings yet
- Presentasi AkmenDocument18 pagesPresentasi AkmenAnonymous uNgaASNo ratings yet
- Central Bank Digital Currencies For Beginners A Quick Guide Into CbdcsDocument33 pagesCentral Bank Digital Currencies For Beginners A Quick Guide Into CbdcsCarlos Bueno HorcajoNo ratings yet
- 12V Laptop ChargerDocument12 pages12V Laptop ChargerSharon Babu0% (1)