You might also like
- Kanban: La guía definitiva de la metodología Kanban para el desarrollo de software ágil (Libro en Español/Kanban Spanish Book)From EverandKanban: La guía definitiva de la metodología Kanban para el desarrollo de software ágil (Libro en Español/Kanban Spanish Book)Rating: 4.5 out of 5 stars4.5/5 (6)
- QFD CookiesDocument83 pagesQFD CookiesXAV G2100% (1)
- Estrategias y Herramientas para La Operación de Las Bodegas y El Embalaje de Los Materiales.Document10 pagesEstrategias y Herramientas para La Operación de Las Bodegas y El Embalaje de Los Materiales.leticia martinezNo ratings yet
- Validación de seguridad y encendido de inyectoraDocument6 pagesValidación de seguridad y encendido de inyectoraJero OcampoNo ratings yet
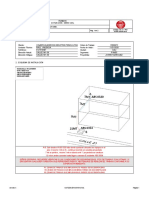
- Actividad # 3 Interpretacion de Planos para Maquinaria IndustrialDocument6 pagesActividad # 3 Interpretacion de Planos para Maquinaria IndustrialJeison jose Jimenez galvan71% (7)
- Sistema KanbanDocument11 pagesSistema KanbanAnonymous nrjd0eq0No ratings yet
- Sistema KanbanDocument92 pagesSistema KanbanJonathan Jimenez VargasNo ratings yet
- KANBAN (Control de Inventarios)Document10 pagesKANBAN (Control de Inventarios)KJ7986% (7)
- NORMA ISO 1400 Trabajo FinalDocument17 pagesNORMA ISO 1400 Trabajo FinalLUZ YESENIA GONZALEZ QUIROGANo ratings yet
- Mapa de cadena de valorDocument31 pagesMapa de cadena de valorCA PCNo ratings yet
- Herramientas Lean ManufacturingDocument5 pagesHerramientas Lean ManufacturingA23 LxNo ratings yet
- Sistema+KANBAN DesbloqueadoDocument92 pagesSistema+KANBAN DesbloqueadoJaasiel AlvaradoNo ratings yet
- Diseño de Un Sistema de Gestión para Un Taller Automotriz en La Ciudad de BogotáDocument176 pagesDiseño de Un Sistema de Gestión para Un Taller Automotriz en La Ciudad de BogotáTupper D D100% (1)
- Hoja de Control SDocument2 pagesHoja de Control SBrendaMarisolGutiérrezLópezNo ratings yet
- Manufactura Esbelta 2Document18 pagesManufactura Esbelta 2Yair BaronaNo ratings yet
- Diagrama de Flujo de ProcesosDocument2 pagesDiagrama de Flujo de ProcesosAndrea GallegosNo ratings yet
- Aplicación de La Herramienta KaizenDocument9 pagesAplicación de La Herramienta KaizenDaniel GalindoNo ratings yet
- Sistemas JITDocument7 pagesSistemas JITJulio Vergara CruzNo ratings yet
- Ensayo de Lean ManufacturingDocument2 pagesEnsayo de Lean ManufacturingJohn GonzalezNo ratings yet
- Herramientas de La Manufactura EsbeltaDocument33 pagesHerramientas de La Manufactura EsbeltaNaskiaVillasanteNo ratings yet
- Implementación del SMED en lavandería para reducir tiemposDocument8 pagesImplementación del SMED en lavandería para reducir tiemposJuan DanielNo ratings yet
- MCI-QCDocument15 pagesMCI-QCandres1483No ratings yet
- Kanban sistema producciónDocument7 pagesKanban sistema produccióndubisNo ratings yet
- Modelo 3M Toyota elimina desperdiciosDocument3 pagesModelo 3M Toyota elimina desperdiciosSherley DuarteNo ratings yet
- Perfil Competencia Asistente de Calidad en Procesamiento de PecesDocument7 pagesPerfil Competencia Asistente de Calidad en Procesamiento de PecesGina NuñezNo ratings yet
- SmedDocument61 pagesSmedjesusmem100% (2)
- Método de Las 5SDocument36 pagesMétodo de Las 5SVj AlvarezmNo ratings yet
- Redistribucion de Planta Proyecto de InvestigacionDocument31 pagesRedistribucion de Planta Proyecto de InvestigacionCris M50% (2)
- Tesis-Diseño e Implemtacion de La Metodologia Es Para....Document122 pagesTesis-Diseño e Implemtacion de La Metodologia Es Para....JOSE GERARDO TEC PECHNo ratings yet
- Jidoka y HeijunkaDocument24 pagesJidoka y Heijunkapepepecas9No ratings yet
- Propuesta de Mejora Del Proceso de Producción de Chompas de Hilo en Una Empresa TextilDocument18 pagesPropuesta de Mejora Del Proceso de Producción de Chompas de Hilo en Una Empresa TextilDennis MendozaNo ratings yet
- Tarea 2 de Manufactura EsbeltaDocument2 pagesTarea 2 de Manufactura EsbeltaMaria BacilioNo ratings yet
- Ingeniera KanseiDocument5 pagesIngeniera KanseiGabriela JiménezNo ratings yet
- Curso AmefDocument23 pagesCurso AmefDarwin RjNo ratings yet
- Celulas de Manufactura 1 PDFDocument42 pagesCelulas de Manufactura 1 PDFJuan Camilo Restrepo CamachoNo ratings yet
- JAT para aumentar competitividad SKINNYDocument5 pagesJAT para aumentar competitividad SKINNYKaren Stefy VillalbaNo ratings yet
- Mapas Del Flujo de Valor (VSM) - Ingeniería IndustrialDocument11 pagesMapas Del Flujo de Valor (VSM) - Ingeniería IndustrialLuis Alberto Quiroz GranadosNo ratings yet
- OEEDocument1 pageOEENathaly VillacisNo ratings yet
- Panaderia y Pasteleria AlacranesDocument30 pagesPanaderia y Pasteleria AlacranesOscar SilvaNo ratings yet
- Sistema de Producción Job ShopDocument12 pagesSistema de Producción Job ShopCj Ra100% (1)
- Diseño robusto y análisis S/RDocument15 pagesDiseño robusto y análisis S/RRemedios AlbertoNo ratings yet
- Diagrama de Flujo de ProcesoDocument3 pagesDiagrama de Flujo de Procesojavy1027No ratings yet
- Aplicacion de La Tecnica Smed en El ProcedimientoDocument14 pagesAplicacion de La Tecnica Smed en El ProcedimientoOscar PastranaNo ratings yet
- Efectos de Los Diferentes Modelos de DepreciaconDocument6 pagesEfectos de Los Diferentes Modelos de DepreciaconYisus Garcia OrtizNo ratings yet
- Niveles de gestión empresarialDocument8 pagesNiveles de gestión empresarialBryan O'konerNo ratings yet
- (Sesión 2) Mejora Continua - 2021-10Document31 pages(Sesión 2) Mejora Continua - 2021-10Cruchef AquinoNo ratings yet
- Tanque Frio 2Document6 pagesTanque Frio 2DELIANo ratings yet
- Actividad 1 Sistemas Tradicional Vs JITDocument4 pagesActividad 1 Sistemas Tradicional Vs JITCA PC33% (3)
- Presentacion Manufactura EsbeltaDocument20 pagesPresentacion Manufactura EsbeltaMennySantosMelgarNo ratings yet
- Qué Es El Value Stream MappingDocument4 pagesQué Es El Value Stream MappingTony MartínezNo ratings yet
- Factores de Riesgo-RuidoDocument33 pagesFactores de Riesgo-Ruidokharlos31No ratings yet
- Automatizacion y LEANDocument4 pagesAutomatizacion y LEANEdgar BernalNo ratings yet
- Cronograma de Inversiones ModDocument1 pageCronograma de Inversiones ModYony Flores TaparaNo ratings yet
- NTC 5800Document91 pagesNTC 5800Andres RiveraNo ratings yet
- Unidad 3 Sistemas de Producciã N Esbelta y Justo A TiempoDocument6 pagesUnidad 3 Sistemas de Producciã N Esbelta y Justo A TiempoAmairany rodriguezNo ratings yet
- Sistema Kanban: origen, definición, tipos y cicloDocument42 pagesSistema Kanban: origen, definición, tipos y cicloJuan Camilo ErazoNo ratings yet
- KANBANDocument11 pagesKANBANjacqueline romeroNo ratings yet
- KanbanDocument12 pagesKanbanJESUS ALEJANDRO YAM CAUICHNo ratings yet
- Kanban 130506115307 Phpapp01Document24 pagesKanban 130506115307 Phpapp01Dogus DogusNo ratings yet
- Implementación de Tarjetas KanbanDocument16 pagesImplementación de Tarjetas KanbanMauricio Alvarez100% (1)
- Reporte de KanbanDocument10 pagesReporte de KanbanJohan RANo ratings yet
- Danilo Gordillo Hoja VidaDocument5 pagesDanilo Gordillo Hoja VidaDanilo DiazNo ratings yet
- Manual Usuario LVJ120EDocument36 pagesManual Usuario LVJ120EAnonymous MUTotIdNo ratings yet
- Pasos construcción vivienda desde cimientos techosDocument10 pagesPasos construcción vivienda desde cimientos techosThaisOchoaEcosNo ratings yet
- CAR-3889 Profibus DP Service BlockDocument16 pagesCAR-3889 Profibus DP Service BlockJohanNo ratings yet
- UTN - Ingeniero CivilDocument2 pagesUTN - Ingeniero CivilCarmen Meza0% (1)
- Columbia Driver's Manual 2017 JL7817Document210 pagesColumbia Driver's Manual 2017 JL7817James Scott Valderrama RiscoNo ratings yet
- Problemas de VibracionesDocument6 pagesProblemas de Vibracionespedro de la paz100% (2)
- Practica 2 CinematicaDocument4 pagesPractica 2 CinematicaPitter Ali moralesNo ratings yet
- Loctite Infografia 10 Reparacion Plastico Paragolpes AgrietadoDocument1 pageLoctite Infografia 10 Reparacion Plastico Paragolpes AgrietadoJacob Axl CRNo ratings yet
- Presupuesto APRDocument11 pagesPresupuesto APRAnonymous tDc6VWIEAmNo ratings yet
- 2009-REPARTIDO EJERCICIOS-campo Magnetico PDFDocument4 pages2009-REPARTIDO EJERCICIOS-campo Magnetico PDFJosue SilveiraNo ratings yet
- Cálculo de Entalpías MolaresDocument51 pagesCálculo de Entalpías MolaresNelson Estela ValenzuelaNo ratings yet
- Cuestiones EquilibrioDocument3 pagesCuestiones EquilibrioCarlaNo ratings yet
- FICT - Teoría y Práctica Sobre Medidores de OrificioDocument6 pagesFICT - Teoría y Práctica Sobre Medidores de OrificioJossimar Junior Bellido ZagaNo ratings yet
- Cuadro Prueba TedidoDocument35 pagesCuadro Prueba Tedidojesus navaNo ratings yet
- Refinería Guillermo Elder Bell procesosDocument23 pagesRefinería Guillermo Elder Bell procesosElenaNo ratings yet
- Isrs Sistema de Gestion de DNV PDFDocument3 pagesIsrs Sistema de Gestion de DNV PDFWilber Vela StarkeNo ratings yet
- 01 Tarija Cataloga Ion Del Patrimonio Arquitectónico HistóricoDocument24 pages01 Tarija Cataloga Ion Del Patrimonio Arquitectónico HistóricoIvan Gustavo Rios BaldiviezoNo ratings yet
- Inductancia y Capacitancia en Circuitos Trifásicos ParalelosDocument7 pagesInductancia y Capacitancia en Circuitos Trifásicos Paraleloscristian Castillo0% (1)
- Mecánica de Suelos I: Conceptos BásicosDocument25 pagesMecánica de Suelos I: Conceptos BásicosAlexander Mohamed HassanNo ratings yet
- Diseno de Planos IsometricosDocument37 pagesDiseno de Planos IsometricosSaure GnuNo ratings yet
- Anexo Procedimiento Nro 3Document3 pagesAnexo Procedimiento Nro 3santiago barrionuevoNo ratings yet
- Practica CalificadaDocument4 pagesPractica Calificadajavir9No ratings yet
- Problemas de Enzimologia. 2017Document3 pagesProblemas de Enzimologia. 2017Omar José Cotazo MosqueraNo ratings yet
- Diagnóstico del servicio de agua potable en Las LomasDocument14 pagesDiagnóstico del servicio de agua potable en Las LomasEsgar Rojas LujanNo ratings yet
- Gl-I-02 Instructivo Lavado de MaterialDocument3 pagesGl-I-02 Instructivo Lavado de MaterialMichael Huisa Taipe100% (1)
- 2-Inf 156 Analisis - GW-GMDocument8 pages2-Inf 156 Analisis - GW-GMDaniel Cuevas SNo ratings yet
- ProblemarioProgramaciónI IIDocument15 pagesProblemarioProgramaciónI IIronromeroNo ratings yet
- Aire Acondicionado MantenimientoDocument15 pagesAire Acondicionado MantenimientoMiguel Angel Lopez VazquezNo ratings yet