You might also like
- NBR 5410 2004 Corrigida 2008Document217 pagesNBR 5410 2004 Corrigida 2008sgrinev100% (8)
- CEP - Controle Estatístico de ProcessoDocument33 pagesCEP - Controle Estatístico de ProcessoDanilo Anunciação100% (2)
- Lavadora de roupas: manual de instruçõesDocument46 pagesLavadora de roupas: manual de instruçõesgilsoncemil50% (2)
- Cartas de controle: ferramenta para análise e controle de processosDocument58 pagesCartas de controle: ferramenta para análise e controle de processosRafaela PereiraNo ratings yet
- Guia Projeto Elétrico ResidencialDocument21 pagesGuia Projeto Elétrico Residencialluizbandeira100% (1)
- Cep - CompletoDocument102 pagesCep - CompletoFrancisco AlexandreNo ratings yet
- Guia de Análise - MSA - Rev 01Document10 pagesGuia de Análise - MSA - Rev 01api-3846415100% (2)
- Checklist Ar CondicionadoDocument2 pagesChecklist Ar Condicionadoletogil100% (4)
- Elementos de Navegação CosteiraDocument56 pagesElementos de Navegação CosteirajoaotgilNo ratings yet
- Tipos de eletroforese e suas aplicaçõesDocument81 pagesTipos de eletroforese e suas aplicaçõesMonalisa Suellen100% (2)
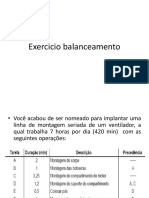
- Balanceamento de linha de produção de ventiladoresDocument10 pagesBalanceamento de linha de produção de ventiladoresluizbandeiraNo ratings yet
- Permissão Trabalho Elétrico Baixa TensãoDocument1 pagePermissão Trabalho Elétrico Baixa TensãoMarcelo Camilo Machado Camilo100% (1)
- CONTROLE ESTATÍSTICO DA QUALIDADE - Aula 1 - 2 - 3 - 4 - UniversitasDocument49 pagesCONTROLE ESTATÍSTICO DA QUALIDADE - Aula 1 - 2 - 3 - 4 - UniversitasQuelen Latosinski0% (2)
- Como Funcionam As Fontes ChaveadasDocument8 pagesComo Funcionam As Fontes ChaveadasReinaldo Oliveira100% (2)
- MSA Quarta EdiçãoDocument186 pagesMSA Quarta EdiçãoDaniel SouzaNo ratings yet
- Teste 3 - CN - 7 (2017.18)Document4 pagesTeste 3 - CN - 7 (2017.18)Odete RuivoNo ratings yet
- Cartas de Controlo ProcessoDocument16 pagesCartas de Controlo ProcessoFalbala ConceiçãoNo ratings yet
- Projeto de Sistema de Abastecimento de ÁguaDocument3 pagesProjeto de Sistema de Abastecimento de ÁguaJoão Marcos Lopes0% (1)
- Capa Bili DadeDocument21 pagesCapa Bili DademaxcopyNo ratings yet
- Inspeção da Qualidade por AmostragemDocument19 pagesInspeção da Qualidade por AmostragemJoão Kaique Tomaz100% (2)
- Analise Sistema Medição - R&R CurtoDocument7 pagesAnalise Sistema Medição - R&R CurtoFernando BarrosNo ratings yet
- Apostila Curso Tec Inf e Man Cetam (Prof Gleyner)Document50 pagesApostila Curso Tec Inf e Man Cetam (Prof Gleyner)JackeliniResendeNo ratings yet
- Cartas de controle para atributos: gráficos para monitorar qualidadeDocument15 pagesCartas de controle para atributos: gráficos para monitorar qualidaderogerparanaNo ratings yet
- Aula 3 - CC para AtributosDocument50 pagesAula 3 - CC para Atributosairto pereiraNo ratings yet
- 7 Ferramentas Básicas Da QualidadeDocument5 pages7 Ferramentas Básicas Da Qualidadebcoelhod128No ratings yet
- Cartas de controle: monitorando processos industriaisDocument37 pagesCartas de controle: monitorando processos industriaismarcelopartes100% (1)
- Aula 5Document16 pagesAula 5Cecília CardozoNo ratings yet
- Análise de Cartas de ControleDocument3 pagesAnálise de Cartas de ControleJúlia Stelvia GouveiaNo ratings yet
- Gráficos de controle e ferramentas da qualidadeDocument7 pagesGráficos de controle e ferramentas da qualidadeVitor Araujo CostaNo ratings yet
- Controle Estatístico Do Processo - 3 - Fase Preparatória e Elaboração Dos Gráficos - Portal ActionDocument2 pagesControle Estatístico Do Processo - 3 - Fase Preparatória e Elaboração Dos Gráficos - Portal ActionCarlos Emilio SoderNo ratings yet
- Cartas de Controle P e NPDocument33 pagesCartas de Controle P e NPEstéfane RodriguesNo ratings yet
- Carta de controle: Uma ferramenta essencial para análise e melhoria de processosDocument29 pagesCarta de controle: Uma ferramenta essencial para análise e melhoria de processosHélio Gilson JuniorNo ratings yet
- Slides de Aula - Unidade IIDocument62 pagesSlides de Aula - Unidade IIDiane SoaresNo ratings yet
- Universidade de Ribeirão Preto Engenharia de ProduçãoDocument6 pagesUniversidade de Ribeirão Preto Engenharia de ProduçãolindssyNo ratings yet
- AmostragemDocument3 pagesAmostragemSwatcrens XyvNo ratings yet
- Ferramentas QualidadeDocument10 pagesFerramentas QualidadeCleber AmrlNo ratings yet
- Controle estatístico do processo para atributosDocument17 pagesControle estatístico do processo para atributosSalviano SantosNo ratings yet
- Curso CEP 2020Document40 pagesCurso CEP 2020Andrea GuedesNo ratings yet
- Controle estatístico da qualidade com gráficos de atributosDocument35 pagesControle estatístico da qualidade com gráficos de atributosHugo MiyataNo ratings yet
- Graficos e Cartas de ControleDocument10 pagesGraficos e Cartas de ControleMaiko AlmeidaNo ratings yet
- Índices de Capabilidade ProcessoDocument5 pagesÍndices de Capabilidade ProcessoSilvio CorralNo ratings yet
- Gráficos de Controle para QualidadeDocument35 pagesGráficos de Controle para QualidadeHugo MiyataNo ratings yet
- Stão Da QualidadeDocument10 pagesStão Da QualidadeFelipe DaviesNo ratings yet
- E-Book Carta ControleDocument37 pagesE-Book Carta ControleJarbas Rodrigues ChavesNo ratings yet
- Controle Estatístico de Processo - Ferramentas Da QualidadeDocument3 pagesControle Estatístico de Processo - Ferramentas Da QualidadevenomvNo ratings yet
- Estatística Amostragem e Análise de DadosDocument21 pagesEstatística Amostragem e Análise de DadosJanineCONo ratings yet
- C.E.P. – Controle estatístico do processoDocument8 pagesC.E.P. – Controle estatístico do processoMarcelo AmaralNo ratings yet
- Carta de ControleDocument2 pagesCarta de Controlelucas linkNo ratings yet
- As 7 Ferramentas da QualidadeDocument26 pagesAs 7 Ferramentas da QualidadeYasnaia OliveiraNo ratings yet
- Estimando a variabilidade de sistemas de mediçãoDocument7 pagesEstimando a variabilidade de sistemas de mediçãoNathan SilvaNo ratings yet
- Apostila CEPDocument30 pagesApostila CEPfernandoNo ratings yet
- CEP - TestesDocument17 pagesCEP - Testesjonatasmedeiros01No ratings yet
- Inspeção de materiais e qualidade na cadeia de suprimentosDocument17 pagesInspeção de materiais e qualidade na cadeia de suprimentosRodrigo ScarlateNo ratings yet
- Gráficos de Controle EstatísticoDocument14 pagesGráficos de Controle Estatísticocassianopacheco2066No ratings yet
- Ferramentas da QualidadeDocument42 pagesFerramentas da QualidadeLeandro Henrique da SilvaNo ratings yet
- Cartas de Controle - MinitabDocument83 pagesCartas de Controle - MinitabFrancisco AlexandreNo ratings yet
- Cartas de Controle e Monitoramento de ProcessosDocument31 pagesCartas de Controle e Monitoramento de ProcessosNicholas MourãoNo ratings yet
- Controle estatístico de processos produtivosDocument18 pagesControle estatístico de processos produtivosGraziela GurgelNo ratings yet
- Atividade Avaliativa 3Document3 pagesAtividade Avaliativa 3Dionéia BertolettiNo ratings yet
- Controle estatístico de processosDocument34 pagesControle estatístico de processosThatiane MedeirosNo ratings yet
- Aula 14 - Gráficos de Controle para AtributosDocument38 pagesAula 14 - Gráficos de Controle para AtributosRômulo Silviano100% (1)
- CEP - Controle estatístico de processoDocument20 pagesCEP - Controle estatístico de processoGabriel ErnstNo ratings yet
- Cep - Controle EstatísticoDocument2 pagesCep - Controle EstatísticoclaudineyNo ratings yet
- Amostragem e cartas de controleDocument21 pagesAmostragem e cartas de controleVictor OliveiraNo ratings yet
- Ferramentas da Qualidade e Métodos EstatísticosDocument39 pagesFerramentas da Qualidade e Métodos EstatísticosCarolina Antunes AmadeuNo ratings yet
- Resumo de Normas em Gestão de QualidadeDocument37 pagesResumo de Normas em Gestão de QualidadeAlexandre NazarethNo ratings yet
- Introdução Ao Controle Estatístico de Processo - Parte 2Document9 pagesIntrodução Ao Controle Estatístico de Processo - Parte 2Marcela SucharskiNo ratings yet
- Aula 05 - Ferramentas Da QualidadeDocument23 pagesAula 05 - Ferramentas Da QualidadeBeatriz OliveiraNo ratings yet
- Sintonia Automática de Controlador PID: método de resposta ao degrau e implementação em CLPFrom EverandSintonia Automática de Controlador PID: método de resposta ao degrau e implementação em CLPNo ratings yet
- BASICO de Eletronica IndustrialDocument47 pagesBASICO de Eletronica IndustrialluizbandeiraNo ratings yet
- Dispositivos Semicondutores Diodos e TransistoresDocument205 pagesDispositivos Semicondutores Diodos e TransistoresluizbandeiraNo ratings yet
- Estratégias logísticas para produtos com características extremasDocument4 pagesEstratégias logísticas para produtos com características extremasluizbandeiraNo ratings yet
- Utilizando o Solver para o Problema Do Transporte PDFDocument17 pagesUtilizando o Solver para o Problema Do Transporte PDFluizbandeiraNo ratings yet
- Instrumentação Nomenclatura Apostila PDFDocument35 pagesInstrumentação Nomenclatura Apostila PDFluizbandeiraNo ratings yet
- GABARITO Exercicios de Avaliação Dualidade PDFDocument16 pagesGABARITO Exercicios de Avaliação Dualidade PDFluizbandeiraNo ratings yet
- Utilizando o Solver para o Problema Do Transporte PDFDocument17 pagesUtilizando o Solver para o Problema Do Transporte PDFluizbandeiraNo ratings yet
- Desenvolvendo Poka-Yoke e Jidoca para melhorar a produçãoDocument13 pagesDesenvolvendo Poka-Yoke e Jidoca para melhorar a produçãoluizbandeira50% (2)
- Utilizando o Solver para o Problema Do Transporte PDFDocument17 pagesUtilizando o Solver para o Problema Do Transporte PDFluizbandeiraNo ratings yet
- Interpretação Do Custo Reduzido (Reduced Cost)Document37 pagesInterpretação Do Custo Reduzido (Reduced Cost)luizbandeiraNo ratings yet
- Texto Teorico Arranjo FisicoDocument8 pagesTexto Teorico Arranjo FisicoluizbandeiraNo ratings yet
- Mapeamento Fluxo de Valor 12470608 PDFDocument29 pagesMapeamento Fluxo de Valor 12470608 PDFluizbandeira0% (1)
- Fatores Internos e Externos Influenciam o Clima OrganizacionalDocument18 pagesFatores Internos e Externos Influenciam o Clima OrganizacionalluizbandeiraNo ratings yet
- Programação da Produção IntermitenteDocument26 pagesProgramação da Produção IntermitenteluizbandeiraNo ratings yet
- CONFIABILIDADE APLICADA À MANUTENÇÃO59873613-Apostila-Icap-2009-Completa PDFDocument57 pagesCONFIABILIDADE APLICADA À MANUTENÇÃO59873613-Apostila-Icap-2009-Completa PDFluizbandeiraNo ratings yet
- Classificação Sistemas ProduçãoDocument130 pagesClassificação Sistemas ProduçãoluizbandeiraNo ratings yet
- Mapeamento Do Fluxo de Valor - Um Estudo de CasoDocument9 pagesMapeamento Do Fluxo de Valor - Um Estudo de CasoSandro CantidioNo ratings yet
- Escolha Do Processo Cap 4 Manufacturing Strategy Terry HillDocument17 pagesEscolha Do Processo Cap 4 Manufacturing Strategy Terry HillluizbandeiraNo ratings yet
- Confiabilidade Na Manutencao IndustrialDocument20 pagesConfiabilidade Na Manutencao IndustrialThiago GirardNo ratings yet
- Estudo OEE - Overall Equipment EffectivenessDocument6 pagesEstudo OEE - Overall Equipment EffectivenessluizbandeiraNo ratings yet
- Aumento Da Eficiência Do Processo de Corte de Chapas de Alumínio Na Produção de Aeronaves Leves Da AerobravoDocument12 pagesAumento Da Eficiência Do Processo de Corte de Chapas de Alumínio Na Produção de Aeronaves Leves Da AerobravoluizbandeiraNo ratings yet
- Sistema de Controle de Qualidade Estudo de Caso em Uma Indústria SaeproDocument12 pagesSistema de Controle de Qualidade Estudo de Caso em Uma Indústria SaeproluizbandeiraNo ratings yet
- Análise RAM - Confiabilidade, Disponibilidade e ManutenibilidadeDocument2 pagesAnálise RAM - Confiabilidade, Disponibilidade e ManutenibilidadeluizbandeiraNo ratings yet
- Oee - Eficiencia GlobalDocument10 pagesOee - Eficiencia GlobalconmarcosNo ratings yet
- Manejos finos e grosseiros: classificações e característicasDocument6 pagesManejos finos e grosseiros: classificações e característicasluizbandeiraNo ratings yet
- Manejos finos e grosseiros: classificações e característicasDocument6 pagesManejos finos e grosseiros: classificações e característicasluizbandeiraNo ratings yet
- Dados Técnicos - Lâmpada Fluorescente Compacta Eletrônica TecnolampDocument2 pagesDados Técnicos - Lâmpada Fluorescente Compacta Eletrônica TecnolampLuiz GabrielNo ratings yet
- Apresentacao Unidade IDocument46 pagesApresentacao Unidade ICarlos JúniorNo ratings yet
- Abnt NBR-11887 PDFDocument4 pagesAbnt NBR-11887 PDFJoão Marcelo T HNo ratings yet
- Aventura na Floresta SombriaDocument31 pagesAventura na Floresta SombriaJaffar Abu MusthafharNo ratings yet
- Bioindicador calor úmidoDocument2 pagesBioindicador calor úmidodavidvianaNo ratings yet
- Energia mecânica em sistemas conservativosDocument13 pagesEnergia mecânica em sistemas conservativosDanielNo ratings yet
- Como medir corrente com o sensor ACS712 e ArduinoDocument4 pagesComo medir corrente com o sensor ACS712 e Arduinoalexandre386No ratings yet
- Artigo - Elaboração de Um Fator de Risco de Incendios Florestais Utilizando Logica FuzzyDocument16 pagesArtigo - Elaboração de Um Fator de Risco de Incendios Florestais Utilizando Logica FuzzyRicardo GomesNo ratings yet
- Transmissão Aula 19 20Document36 pagesTransmissão Aula 19 20Francisco SantosNo ratings yet
- Adultos Fisica PDFDocument152 pagesAdultos Fisica PDFRobin De La Perla100% (1)
- Fenômenos de capilaridade em solos: teoria, leis e aplicaçõesDocument12 pagesFenômenos de capilaridade em solos: teoria, leis e aplicaçõesChristian NascimentoNo ratings yet
- Nts 010Document10 pagesNts 010Ricardo Valadão de CarvalhoNo ratings yet
- Amplificadores Operacionais: Características e AplicaçõesDocument12 pagesAmplificadores Operacionais: Características e AplicaçõesbrenilssonNo ratings yet
- 2 Lista de Exercícios Resistencia Dos MateriaisDocument6 pages2 Lista de Exercícios Resistencia Dos MateriaisFábio SilvaNo ratings yet
- Funções côncavas e quasecôncavas propriedadesDocument4 pagesFunções côncavas e quasecôncavas propriedadesHayatahandeson Borges de CaldasNo ratings yet
- UEPB - CCT - DEPARTAMENTO DE FÍSICA - ELETROMAGNETISMO - LISTA DE EXERCÍCIOSDocument2 pagesUEPB - CCT - DEPARTAMENTO DE FÍSICA - ELETROMAGNETISMO - LISTA DE EXERCÍCIOSDavi Cardoso da SilvaNo ratings yet
- Desdobravel Certificação Energética - EngifozDocument2 pagesDesdobravel Certificação Energética - EngifozolgacacaoNo ratings yet
- Análise de Riscos em ProjetosDocument35 pagesAnálise de Riscos em ProjetosjcledoNo ratings yet
- Jovens são as principais vítimas da violência em FortalezaDocument6 pagesJovens são as principais vítimas da violência em FortalezaCleverson LucasNo ratings yet
- Experiência de Oersted revela relação entre corrente elétrica e campo magnéticoDocument6 pagesExperiência de Oersted revela relação entre corrente elétrica e campo magnéticoPesnesaNo ratings yet
- Uso Da Distribuição Log-Normal de Três Parâmetros Da Razão de Resistência Não Drenada de Pico em Análise Probabilística de Liquefação Estática em Barragens de RejeitoDocument10 pagesUso Da Distribuição Log-Normal de Três Parâmetros Da Razão de Resistência Não Drenada de Pico em Análise Probabilística de Liquefação Estática em Barragens de RejeitoMauro P Dos Santos JuniorNo ratings yet