You might also like
- Course Plan GDJPDocument3 pagesCourse Plan GDJPHariharan HariNo ratings yet
- MESSAGE FROM Chairman: Dr.S.Cletus Babu.,Ph.D.Document5 pagesMESSAGE FROM Chairman: Dr.S.Cletus Babu.,Ph.D.Hariharan HariNo ratings yet
- 3.scad Institute of Technology, Palladam Course Plan, 2016: Department of Mechanical EngineeringDocument3 pages3.scad Institute of Technology, Palladam Course Plan, 2016: Department of Mechanical EngineeringHariharan HariNo ratings yet
- Message From Head of The DepartmentDocument3 pagesMessage From Head of The DepartmentHariharan HariNo ratings yet
- Saraswathi Velu College of Engineering Department of Mechanical EngineeringDocument11 pagesSaraswathi Velu College of Engineering Department of Mechanical EngineeringHariharan HariNo ratings yet
- Advanced I.C Engines: G.PraneshDocument168 pagesAdvanced I.C Engines: G.PraneshHariharan HariNo ratings yet
- C - Attend ModifiedDocument2 pagesC - Attend ModifiedHariharan HariNo ratings yet
- QP II Ge 6251 BCM ScaditDocument1 pageQP II Ge 6251 BCM ScaditHariharan HariNo ratings yet
- Me6301 Engineering Thermodynamics L T P CDocument2 pagesMe6301 Engineering Thermodynamics L T P CHariharan HariNo ratings yet
- Low-Temperature Heating and Cooling: Augustin Mouchot 1878 Universal Exhibition in Paris Sahara Frank ShumanDocument2 pagesLow-Temperature Heating and Cooling: Augustin Mouchot 1878 Universal Exhibition in Paris Sahara Frank ShumanHariharan HariNo ratings yet
- Digital Image Processing - S. Jayaraman, S. Esakkirajan and T. VeerakumarDocument112 pagesDigital Image Processing - S. Jayaraman, S. Esakkirajan and T. VeerakumarPurushotham Prasad K57% (21)
- Course Name Code LG GP Result: Registration Number Name DegreeDocument1 pageCourse Name Code LG GP Result: Registration Number Name DegreeHariharan HariNo ratings yet
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5795)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (345)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- fronius-informationDocument13 pagesfronius-informationcontactoNo ratings yet
- Ak98 Preset ListDocument21 pagesAk98 Preset ListHichem NaghmouchiNo ratings yet
- Spicer Info - AXSM-8663 PDFDocument28 pagesSpicer Info - AXSM-8663 PDFRay Ayala100% (1)
- DC and AC Machines Lab ManualDocument68 pagesDC and AC Machines Lab ManualGhilman HabibNo ratings yet
- Chapter 44 - Quarks, Leptons, and The Big BangDocument10 pagesChapter 44 - Quarks, Leptons, and The Big BangVV CepheiNo ratings yet
- Chap. 49 Modes: 3. Modes On Regular Triangular DrumDocument9 pagesChap. 49 Modes: 3. Modes On Regular Triangular DrumfudogNo ratings yet
- Sequential Reliability TestsDocument2 pagesSequential Reliability Teststanpreet_makkadNo ratings yet
- En 2014 New Brochure WebDocument20 pagesEn 2014 New Brochure WebSasa NackovicNo ratings yet
- Diego 1Document22 pagesDiego 1acs_spNo ratings yet
- Student Management SystemDocument5 pagesStudent Management SystemRamesh Kumar60% (5)
- Datasheet ECM 5158 Interface 4pgv1 A80401 PressDocument4 pagesDatasheet ECM 5158 Interface 4pgv1 A80401 Presslgreilly4No ratings yet
- 01 Process CapabilityDocument33 pages01 Process CapabilitySrinivasagam Venkataramanan100% (1)
- Excel VBA To Interact With Other ApplicationsDocument7 pagesExcel VBA To Interact With Other ApplicationsgirirajNo ratings yet
- High Myopia and Glaucoma Susceptibility The Beijing Eye StudyDocument5 pagesHigh Myopia and Glaucoma Susceptibility The Beijing Eye StudyDickyStevanoZukhriNo ratings yet
- Jig & Fixture DesignDocument22 pagesJig & Fixture Designmagi017No ratings yet
- 1 Seam 2 LM FinalDocument84 pages1 Seam 2 LM FinalTrestan TenegraNo ratings yet
- Syllabus For Admission Test For Admission To Class Xi 2020-21 Physics ChemistryDocument2 pagesSyllabus For Admission Test For Admission To Class Xi 2020-21 Physics ChemistryAdhara MukherjeeNo ratings yet
- Fairwell TestDocument16 pagesFairwell TestSsekyanzi CalvinNo ratings yet
- ECG553 Week 10-11 Deep Foundation PileDocument132 pagesECG553 Week 10-11 Deep Foundation PileNUR FATIN SYAHIRAH MOHD AZLINo ratings yet
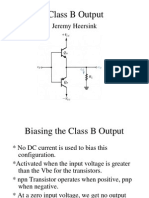
- Class B Output: Jeremy HeersinkDocument10 pagesClass B Output: Jeremy Heersinkdummy1957jNo ratings yet
- Os Module1Document37 pagesOs Module1lingaraj_superstarNo ratings yet
- Consideraciones para El Diseño de Una Helice MarinaDocument7 pagesConsideraciones para El Diseño de Una Helice Marinagenesis L. OrtizNo ratings yet
- Software Development Kit 2.1 Programmer's Guide 2.1: Cell Broadband EngineDocument82 pagesSoftware Development Kit 2.1 Programmer's Guide 2.1: Cell Broadband EnginemathurvaibhavNo ratings yet
- Compliance Statement - FormDocument16 pagesCompliance Statement - Formaqil khanNo ratings yet
- Topic 4 Positioining V2Document39 pagesTopic 4 Positioining V2Aqilah Taufik100% (2)
- Binocular Vision Development, Depth Perception and DisordersDocument275 pagesBinocular Vision Development, Depth Perception and DisordersJuliana ToméNo ratings yet
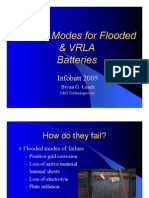
- Failure Modes For Flooded & VRLA BatteriesDocument46 pagesFailure Modes For Flooded & VRLA Batteriesazhagaan100% (1)
- Chapter 3Document21 pagesChapter 3aloneirNo ratings yet
- DEE APPLIED PHYSICS - Remedial TestDocument2 pagesDEE APPLIED PHYSICS - Remedial TestMilan SasmolNo ratings yet
- Ebook Remote Server ManagementDocument10 pagesEbook Remote Server ManagementPiruletoNo ratings yet