You might also like
- Ore Sorting Reduces Energy Costs by 88Document10 pagesOre Sorting Reduces Energy Costs by 88MICHAEL CUETO MERCADONo ratings yet
- Structural Analysis of Car Disk BrakeDocument73 pagesStructural Analysis of Car Disk BrakeAkesh KakarlaNo ratings yet
- 013-MOSES Manual PDFDocument455 pages013-MOSES Manual PDFAnwarul Shafiq AwalludinNo ratings yet
- Application Software PackagesDocument42 pagesApplication Software PackagesSeetharam Krish100% (2)
- Operating System Notes PDFDocument44 pagesOperating System Notes PDFkumarNo ratings yet
- A New Method For Flotation Rate CharacterizationDocument6 pagesA New Method For Flotation Rate CharacterizationPrasanta Kumar BaskeyNo ratings yet
- LPG Product CatalogueDocument166 pagesLPG Product CatalogueMamado099No ratings yet
- Bench and Pilot Plant ProgramsDocument10 pagesBench and Pilot Plant ProgramsNataniel LinaresNo ratings yet
- Evaluation of Grinding Media Wear-Rate by A Combined Grinding MethodDocument5 pagesEvaluation of Grinding Media Wear-Rate by A Combined Grinding MethodW ZuoNo ratings yet
- Constrained Model Predictive Control in Ball Mill Grinding ProcessDocument9 pagesConstrained Model Predictive Control in Ball Mill Grinding ProcessHumbulaniNo ratings yet
- Geochemical and Environmental Services LabDocument2 pagesGeochemical and Environmental Services LabCarlos MaroveNo ratings yet
- Lixiviacion Copper SulphideDocument12 pagesLixiviacion Copper Sulphidejose amezquita100% (1)
- Tornado Diagram Macros NewDocument837 pagesTornado Diagram Macros NewChinh Lê ĐìnhNo ratings yet
- Sgs Min Tp2002 04 Bench and Pilot Plant Programs For Flotation Circuit DesignDocument10 pagesSgs Min Tp2002 04 Bench and Pilot Plant Programs For Flotation Circuit DesignevalenciaNo ratings yet
- The Link Between Operational Practice and Maximising The Life of Stainless Steel Electrodes in Electrowinning and Electrorefining ApplicationsDocument14 pagesThe Link Between Operational Practice and Maximising The Life of Stainless Steel Electrodes in Electrowinning and Electrorefining ApplicationskianNo ratings yet
- GOLD AND COPPER ELECTROWINNING FROM A GOLD PLANT WASTE SOLUTION by A.J.B. Dutra (EDocFind - Com) PDFDocument10 pagesGOLD AND COPPER ELECTROWINNING FROM A GOLD PLANT WASTE SOLUTION by A.J.B. Dutra (EDocFind - Com) PDFFerudun AkyolNo ratings yet
- Mass Balancer - WeightReDocument12 pagesMass Balancer - WeightReJob MateusNo ratings yet
- ART 6 1st Quarter Module 3Document6 pagesART 6 1st Quarter Module 3Salve Serrano100% (1)
- Reference Guide To Treatment Technologies For MIW PDFDocument94 pagesReference Guide To Treatment Technologies For MIW PDFEdson Palacios RoblesNo ratings yet
- Benefits of Column FlotationDocument5 pagesBenefits of Column FlotationMohamed DraaNo ratings yet
- An Overview of Operating Parameters and Conditions in Hydrocyclones For Enhanced SeparationsDocument18 pagesAn Overview of Operating Parameters and Conditions in Hydrocyclones For Enhanced SeparationsAlex MaximasNo ratings yet
- Dynamic Modelling of Copper Solvent Extraction Mixer-Settler UnitsDocument9 pagesDynamic Modelling of Copper Solvent Extraction Mixer-Settler UnitsacetilenNo ratings yet
- MunroDocument7 pagesMunroseansara1No ratings yet
- CHEM-E6145 Unit Operations in Mineral ProcessingDocument8 pagesCHEM-E6145 Unit Operations in Mineral ProcessingEngineering Office ShahrakNo ratings yet
- D5114 (Laboratory Froth Flotation of Coal in A Mechanical Cell)Document8 pagesD5114 (Laboratory Froth Flotation of Coal in A Mechanical Cell)Ale Hurtado MartinezNo ratings yet
- Paper Virtual Pro Molienda AG-SAGDocument15 pagesPaper Virtual Pro Molienda AG-SAGDiego Alonso Almeyda BarzolaNo ratings yet
- Bulk Mineral Analysis of Heavy Mineral SandsDocument27 pagesBulk Mineral Analysis of Heavy Mineral Sands4015johnfNo ratings yet
- DissertationDocument199 pagesDissertationKu Esyra Hani100% (1)
- Electrochemical Processes in Biological SystemsFrom EverandElectrochemical Processes in Biological SystemsAndrzej LewenstamNo ratings yet
- The Modelling and Computer Simulation of Mineral TreatmentDocument25 pagesThe Modelling and Computer Simulation of Mineral TreatmentDirceu NascimentoNo ratings yet
- 48 Sim Mass BalancingDocument50 pages48 Sim Mass BalancingJAMESNo ratings yet
- HydroFloat CPF - Cu ApplicationDocument34 pagesHydroFloat CPF - Cu ApplicationNicolas PerezNo ratings yet
- Molybdenum ProcessingDocument4 pagesMolybdenum Processingkingysaint123No ratings yet
- CyanideDocument52 pagesCyanideWilliamEliezerClNo ratings yet
- The Effect of External Gasislurry Contact On The Flotation of Fine ParticlesDocument130 pagesThe Effect of External Gasislurry Contact On The Flotation of Fine ParticlesOmid VandghorbanyNo ratings yet
- Electrochemical EquilibriumDocument54 pagesElectrochemical EquilibriumChelsea MartinezNo ratings yet
- PowderDocument10 pagesPowder1977julNo ratings yet
- Cerro Corona Testwork Report May09.2Document4 pagesCerro Corona Testwork Report May09.2Freck Pedro OliveraNo ratings yet
- A Parametric Study of Froth Stability and Its EffectDocument19 pagesA Parametric Study of Froth Stability and Its EffectJuan OlivaresNo ratings yet
- Celdas Autoaspirantes OutotecDocument25 pagesCeldas Autoaspirantes OutotecfbaxterNo ratings yet
- Mass Balancing Examples 1Document49 pagesMass Balancing Examples 1Amnart L. JantharasukNo ratings yet
- 2007-The Development of Centrifugal Flotation SystemsDocument17 pages2007-The Development of Centrifugal Flotation SystemsiastraNo ratings yet
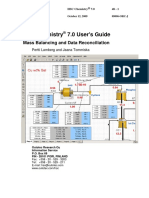
- HSC Chemistry 8Document12 pagesHSC Chemistry 8Lubomira Macheva100% (1)
- CPT Cavitation SystemDocument9 pagesCPT Cavitation SystemLuis Gutiérrez AlvarezNo ratings yet
- Recent Developments in Preconcentration Using Dense Media SeparationDocument13 pagesRecent Developments in Preconcentration Using Dense Media Separationcarlos0s0nchez0aliagNo ratings yet
- Scale Up in Froth Flotation. A State of The Art Eview. Mesa2019Document13 pagesScale Up in Froth Flotation. A State of The Art Eview. Mesa2019Enoque MatheNo ratings yet
- Progress On Geoenvironmental Models For Selected Mineral DepositDocument217 pagesProgress On Geoenvironmental Models For Selected Mineral DepositJHOEL_GEONo ratings yet
- Scope:: About The Ballbal - Direct Spreadsheet ..Document14 pagesScope:: About The Ballbal - Direct Spreadsheet ..alonsogonzalesNo ratings yet
- Factors Influencing The Rate of Gold Cyanide Leaching and Adsorption On Activated Carbon, and Their Impact On The Design of CIL and CIP CircuitsDocument11 pagesFactors Influencing The Rate of Gold Cyanide Leaching and Adsorption On Activated Carbon, and Their Impact On The Design of CIL and CIP CircuitsMuhammad AzmeerNo ratings yet
- Jntuworld: R07 Set No. 2Document6 pagesJntuworld: R07 Set No. 2Dolly PriyaNo ratings yet
- Control of Pulp Levels in Flotation CellsDocument10 pagesControl of Pulp Levels in Flotation CellsmineralmadnessNo ratings yet
- Comprehensive Range of Pilot PlantsDocument22 pagesComprehensive Range of Pilot PlantsKannan RamanNo ratings yet
- Minerals Engineering: J. Yianatos, F. Contreras, P. Morales, F. Coddou, H. Elgueta, J. OrtízDocument8 pagesMinerals Engineering: J. Yianatos, F. Contreras, P. Morales, F. Coddou, H. Elgueta, J. OrtízCristian Eduardo Ortega MoragaNo ratings yet
- Factors Affecting Gold Cyanide Leaching and Carbon AdsorptionDocument11 pagesFactors Affecting Gold Cyanide Leaching and Carbon AdsorptionKara IkanengNo ratings yet
- Week 1 Introduction To Mass TransferDocument30 pagesWeek 1 Introduction To Mass TransferKagendren AyanNo ratings yet
- Digital Notes on Probability & StatisticsDocument200 pagesDigital Notes on Probability & StatisticsLingannaNo ratings yet
- 146 Glue Analysis and Behavior in Copper ElectrolyteDocument11 pages146 Glue Analysis and Behavior in Copper ElectrolyteEugenia Araneda Hernandez100% (1)
- Metsim Print 2018 PDFDocument1 pageMetsim Print 2018 PDFWalter Andrés OrqueraNo ratings yet
- Soderstrom - Circuit Modeling of Cyanex 272Document17 pagesSoderstrom - Circuit Modeling of Cyanex 272Anonymous OnoowoNo ratings yet
- HAUS Milk Separator PDFDocument8 pagesHAUS Milk Separator PDFSupatmono NAINo ratings yet
- Contributions To An Improved Understanding of The Flotation ProcessDocument70 pagesContributions To An Improved Understanding of The Flotation Process4943900No ratings yet
- Modelamento MatemáticoDocument4 pagesModelamento MatemáticoDaniella Gomes RodriguesNo ratings yet
- Mathematical Modeling of Sulfide Flash Smelting ProcesDocument14 pagesMathematical Modeling of Sulfide Flash Smelting ProcesChristian Aguilar DiazNo ratings yet
- Leaching of A Cu-Co OreDocument7 pagesLeaching of A Cu-Co OreEDWIN LEONARDO ESPINOZA PACHECONo ratings yet
- Automation in Mining, Mineral and Metal Processing: Proceedings of The 3Rd Ifac Symposium, Montreal, Canada 18-20 August 1980From EverandAutomation in Mining, Mineral and Metal Processing: Proceedings of The 3Rd Ifac Symposium, Montreal, Canada 18-20 August 1980J. O'SheaNo ratings yet
- Pump SahandDocument4 pagesPump SahandalinoriNo ratings yet
- Dr. Gearb X: KG1700-L2 7.5Kw-1/13.26Document1 pageDr. Gearb X: KG1700-L2 7.5Kw-1/13.26alinoriNo ratings yet
- Pump SahandDocument20 pagesPump SahandalinoriNo ratings yet
- Dr. Gearb X: KG1700-L2 7.5Kw-1/13.26Document1 pageDr. Gearb X: KG1700-L2 7.5Kw-1/13.26alinoriNo ratings yet
- XWD FinalDocument1 pageXWD FinalalinoriNo ratings yet
- Iron Steel GuideDocument160 pagesIron Steel GuideAtif Ahmad Khan100% (2)
- Spherical Roller Bearings: DimensionsDocument4 pagesSpherical Roller Bearings: Dimensionskamal arabNo ratings yet
- SEGMENT AND BEARING PARTS LISTDocument1 pageSEGMENT AND BEARING PARTS LISTalinoriNo ratings yet
- Comprehensive Review of Magnetic Separation MethodsDocument2 pagesComprehensive Review of Magnetic Separation MethodsalinoriNo ratings yet
- Adapter Sleeves For Metric Shafts: DimensionsDocument3 pagesAdapter Sleeves For Metric Shafts: DimensionsalinoriNo ratings yet
- OLI Simulation Conference 2010 Highlights New FeaturesDocument25 pagesOLI Simulation Conference 2010 Highlights New FeaturesalinoriNo ratings yet
- Purpose and Method of Lubrication - Basic Bearing KnowledgeDocument10 pagesPurpose and Method of Lubrication - Basic Bearing KnowledgealinoriNo ratings yet
- Why Is The Bond Ball Mill Grindability Test Done The Way It Is Done?Document6 pagesWhy Is The Bond Ball Mill Grindability Test Done The Way It Is Done?Fernando TorresNo ratings yet
- 026 PDFDocument11 pages026 PDFkselvan_1No ratings yet
- Sieve Analysis Procedure ForDocument2 pagesSieve Analysis Procedure ForzeontitanNo ratings yet
- Chapter 3. Structure of Magnetic FieldsDocument50 pagesChapter 3. Structure of Magnetic FieldsmaximilianodemasiNo ratings yet
- Scope:: About The Ballparam - Open Spreadsheet ..Document40 pagesScope:: About The Ballparam - Open Spreadsheet ..alinoriNo ratings yet
- TaDocument9 pagesTaalinoriNo ratings yet
- Paper Work IndexDocument9 pagesPaper Work IndexJuan Carlos Quintuna EspinNo ratings yet
- Ball Milling Specifications PeruDocument1 pageBall Milling Specifications PerualinoriNo ratings yet
- Air-X Maxwell Simulation Student ProceduresDocument37 pagesAir-X Maxwell Simulation Student ProceduresHamid RezaNo ratings yet
- Ballparam DirectDocument47 pagesBallparam DirectalinoriNo ratings yet
- Ballparam DirectDocument47 pagesBallparam DirectalinoriNo ratings yet
- Optimization of Comminution Circuit Throughput and Product Size Distribution by Simulation and ControlDocument64 pagesOptimization of Comminution Circuit Throughput and Product Size Distribution by Simulation and ControlalinoriNo ratings yet
- Flotation: Water TreatmentDocument14 pagesFlotation: Water TreatmentalinoriNo ratings yet
- Approved Abstracts 20APR12Document134 pagesApproved Abstracts 20APR12alinoriNo ratings yet
- Bond Work Index Report AnalysisDocument5 pagesBond Work Index Report AnalysisalinoriNo ratings yet
- Monte Carlo Simulation Formula in Excel - Tutorial and Download - Excel TVDocument21 pagesMonte Carlo Simulation Formula in Excel - Tutorial and Download - Excel TValinoriNo ratings yet
- enDocument3 pagesenalinoriNo ratings yet
- Translators 1Document4 pagesTranslators 1Taonaishe Hastings MuzavaziNo ratings yet
- What Is Module Pool Program in AbapDocument2 pagesWhat Is Module Pool Program in Abapswathi3002745No ratings yet
- 01 OverviewDocument65 pages01 OverviewdqltakedaNo ratings yet
- IBM Letter Dated 11 March 2010 To TurboHercules SASDocument10 pagesIBM Letter Dated 11 March 2010 To TurboHercules SASflorian_mueller_de82319100% (2)
- Java TheoryDocument10 pagesJava TheoryAvik BachharNo ratings yet
- s7 1500 Compare Table en MnemoDocument88 pagess7 1500 Compare Table en MnemoPeli JorroNo ratings yet
- School Management SystemDocument59 pagesSchool Management SystemAB ArthurNo ratings yet
- FILE HANDLINGDocument59 pagesFILE HANDLINGcharmiNo ratings yet
- Unit 1 Software Evolution: Structure Page NoDocument41 pagesUnit 1 Software Evolution: Structure Page NoJignesh PatelNo ratings yet
- UsingcodelibraryDocument14 pagesUsingcodelibraryluis abrahamNo ratings yet
- cs8261 Lab ManualDocument44 pagescs8261 Lab ManualPaturi Sairam Chowdary100% (2)
- Sarvajanik UniversityDocument61 pagesSarvajanik Universityohsera1290No ratings yet
- R18 B.Tech. Aeronautical Engg. Syllabus Jntu HyderabadDocument119 pagesR18 B.Tech. Aeronautical Engg. Syllabus Jntu HyderabadAhmed FurqanNo ratings yet
- OLM Installer User Manual r29 PDFDocument47 pagesOLM Installer User Manual r29 PDFAlfonso Byrt VitalichNo ratings yet
- Intelligent Controller: HC10 SeriesDocument328 pagesIntelligent Controller: HC10 SeriesHtet Arkar Linn0% (1)
- Python End Sem AnswerDocument23 pagesPython End Sem AnswerSahil Chauahan100% (1)
- ReportDocument5 pagesReportNitin RajNo ratings yet
- 20170628100334852Document45 pages20170628100334852uripssNo ratings yet
- 21BCS11102 - Prashant Kumar C++ 1.3Document13 pages21BCS11102 - Prashant Kumar C++ 1.3AswinNo ratings yet
- Types of Computer Software - Systems vs ApplicationsDocument10 pagesTypes of Computer Software - Systems vs Applicationsdua tanveerNo ratings yet
- CS1026 - Assignment 3Document3 pagesCS1026 - Assignment 3vrishtiNo ratings yet
- Data and Information - Key Concepts Explained in 30 QuestionsDocument12 pagesData and Information - Key Concepts Explained in 30 QuestionsTahir MehmoodNo ratings yet
- S7-GRAPH - Mise en Route S7-GRAPH PDFDocument24 pagesS7-GRAPH - Mise en Route S7-GRAPH PDFRata IonNo ratings yet
- Dca1102 Programming in CDocument4 pagesDca1102 Programming in Cdaman.d778No ratings yet