You might also like
- Syron v.2008-2009 PDFDocument26 pagesSyron v.2008-2009 PDFAsep Arus100% (1)
- Vibration Basics and Machine Reliability Simplified : A Practical Guide to Vibration AnalysisFrom EverandVibration Basics and Machine Reliability Simplified : A Practical Guide to Vibration AnalysisRating: 4 out of 5 stars4/5 (2)
- Solis 30K User ManualDocument24 pagesSolis 30K User ManualHRNo ratings yet
- 6SE70 MC Catalog DA65.11 2004Document241 pages6SE70 MC Catalog DA65.11 2004chnanduNo ratings yet
- Industrial Automation Summer Training Report, PLC, SCADA, HMI Instrumentation - ShamsherDocument49 pagesIndustrial Automation Summer Training Report, PLC, SCADA, HMI Instrumentation - ShamsherMd Shamsher86% (28)
- Project Report On Speed Control of DC Motor by Using PWM TechniqueDocument75 pagesProject Report On Speed Control of DC Motor by Using PWM Techniquepandyamech80% (15)
- General Motion ControlDocument105 pagesGeneral Motion Controlayyalu samyNo ratings yet
- Chapter1 121210210811 Phpapp02Document57 pagesChapter1 121210210811 Phpapp02sharkeraNo ratings yet
- 236 MR-C MitsubishiDocument10 pages236 MR-C MitsubishiemtelesNo ratings yet
- Servo MotorDocument8 pagesServo MotorzaidNo ratings yet
- Mini Project DC MotorDocument20 pagesMini Project DC MotorDeepanshu patelNo ratings yet
- What Is Servo Motor Servomotor: Rotary Actuator Linear ActuatorDocument11 pagesWhat Is Servo Motor Servomotor: Rotary Actuator Linear ActuatorThe-kiros HadushNo ratings yet
- Motor Passo A Passo InfoDocument37 pagesMotor Passo A Passo InfojpncorreiaNo ratings yet
- LAB Report 7Document18 pagesLAB Report 7razakhan5114No ratings yet
- Servo Motor Literature ReviewDocument8 pagesServo Motor Literature Reviewc5swkkcn100% (1)
- Basics of Control Components PDFDocument56 pagesBasics of Control Components PDFarianne_villenaNo ratings yet
- Speed Control of Induction Motor Using PLC and SCADA System: Ayman Seksak Elsaid, Wael A. Mohamed, Salah Ghazy RamadanDocument7 pagesSpeed Control of Induction Motor Using PLC and SCADA System: Ayman Seksak Elsaid, Wael A. Mohamed, Salah Ghazy RamadanRitesh SharmaNo ratings yet
- Servo MotorDocument15 pagesServo MotorShivshankar GhugeNo ratings yet
- AutT MotionDocument3 pagesAutT MotionSambath JoyNo ratings yet
- ABB Technical Guide No 1 REVCDocument36 pagesABB Technical Guide No 1 REVCVijay KumarNo ratings yet
- ABB Technical Guide 1 - Direct Torque ControlDocument32 pagesABB Technical Guide 1 - Direct Torque ControlASM_213No ratings yet
- Microprocessors and Microcontrollers Lab: Title: ComponentsDocument8 pagesMicroprocessors and Microcontrollers Lab: Title: ComponentsGhulam E Muhammad UsmanNo ratings yet
- PRO1 10E Introduction MicromasterDocument20 pagesPRO1 10E Introduction MicromasterNeagoe CristianNo ratings yet
- BRC Rexroth EcoDriveDocument23 pagesBRC Rexroth EcoDrivetomem666No ratings yet
- Manual DLB 2126b - Servocontrolador - enDocument22 pagesManual DLB 2126b - Servocontrolador - enGustavo Cruz AguilarNo ratings yet
- AnotherDocument51 pagesAnotherRoopam AmborNo ratings yet
- Stepper Motors Step Up For Machine Automation: DON PHAM, Product Manager, IDECDocument4 pagesStepper Motors Step Up For Machine Automation: DON PHAM, Product Manager, IDECSolikinSolehNo ratings yet
- Powerpoint Presentation : Topic:-Servomechanism and Control SystemsDocument13 pagesPowerpoint Presentation : Topic:-Servomechanism and Control SystemsAhsan MalikNo ratings yet
- Unit 5Document30 pagesUnit 5kruthikaNo ratings yet
- Direct Torque Control: Technical Guide No. 1Document32 pagesDirect Torque Control: Technical Guide No. 1vthiyagain100% (1)
- Technical Guidebook 1 10 en RevfDocument446 pagesTechnical Guidebook 1 10 en RevfTfelx CflexNo ratings yet
- Automation in Machining Case StudyDocument10 pagesAutomation in Machining Case StudyspicykeyurNo ratings yet
- This Control Is Free From Drift and Parameter Variations .The MainDocument9 pagesThis Control Is Free From Drift and Parameter Variations .The MainAnweshMishraNo ratings yet
- Solution For Electronic Transfer Control in PressesDocument2 pagesSolution For Electronic Transfer Control in Presseswww.otomasyonegitimi.comNo ratings yet
- MCC 1Document14 pagesMCC 1Arif SugestyanNo ratings yet
- Lab Report 6Document14 pagesLab Report 6razakhan5114No ratings yet
- Ai Presentation Servo MotorDocument12 pagesAi Presentation Servo Motormahadzir72No ratings yet
- Technology Modul Cam Profile: Drive Center International ContDocument8 pagesTechnology Modul Cam Profile: Drive Center International ContRich_78No ratings yet
- Computer Integrated Design and ManufacturingDocument16 pagesComputer Integrated Design and ManufacturingPrajwal JaiswalNo ratings yet
- Interfacing of A Stepper Motor With An 8051 MicrocontrollerDocument33 pagesInterfacing of A Stepper Motor With An 8051 Microcontrolleryogender_kumar_aryaNo ratings yet
- 41620simocode Case StudyDocument4 pages41620simocode Case StudyMeshackMukakaNo ratings yet
- TechnicalGuideBook DRIVES ABBDocument442 pagesTechnicalGuideBook DRIVES ABBAngel Dimaria100% (1)
- Result Paper: (TMS320 F 28027) Microcontroller Based PWM Signal Generation For Speed Control of DC MotorDocument3 pagesResult Paper: (TMS320 F 28027) Microcontroller Based PWM Signal Generation For Speed Control of DC MotorEditor IJRITCCNo ratings yet
- T300Document56 pagesT300eng_karamazabNo ratings yet
- AC Servo SystemsDocument42 pagesAC Servo SystemsLe Hai Dang100% (1)
- ABBDrives TechnicalGuideBook PDFDocument446 pagesABBDrives TechnicalGuideBook PDFDoDuyBacNo ratings yet
- "Development of A CPLD Based Novel Open Loop Stepper Motor Controller For High Performance Using VHDL" PDFDocument6 pages"Development of A CPLD Based Novel Open Loop Stepper Motor Controller For High Performance Using VHDL" PDFRuby Alexandra CruzNo ratings yet
- Sure Servos ElectionDocument13 pagesSure Servos ElectionOmar VallejoNo ratings yet
- ITR ReportDocument25 pagesITR ReportChidambar GuravNo ratings yet
- Masterdrives Motion ControlDocument16 pagesMasterdrives Motion ControlRaj ChavanNo ratings yet
- Speed Control of DC Motor Using Pid Controller BasedDocument16 pagesSpeed Control of DC Motor Using Pid Controller Basedayesha amjadNo ratings yet
- Cad Unit 4 PDFDocument21 pagesCad Unit 4 PDFKavin Kind1234No ratings yet
- Manual VDF SiemensDocument332 pagesManual VDF SiemensMarco Rojas100% (1)
- Intro To CNC and Main Parts of CNCDocument18 pagesIntro To CNC and Main Parts of CNCsank_knasNo ratings yet
- Speed Control of DC Motor Literature ReviewDocument5 pagesSpeed Control of DC Motor Literature Reviewea4gaa0g100% (1)
- Thomson Electrac HD Linear Actuator Motion Control per CAN BusFrom EverandThomson Electrac HD Linear Actuator Motion Control per CAN BusNo ratings yet
- Automotive Electronic Diagnostics (Course 2)From EverandAutomotive Electronic Diagnostics (Course 2)Rating: 4 out of 5 stars4/5 (2)
- Oasis - Machine Alignment1Document20 pagesOasis - Machine Alignment1Pereira PauloNo ratings yet
- Is It Time For YOUR Machine Alignment Check Up?Document5 pagesIs It Time For YOUR Machine Alignment Check Up?Pereira PauloNo ratings yet
- How Often Do You Need A Machine Alignment Inspection?: NavigationDocument5 pagesHow Often Do You Need A Machine Alignment Inspection?: NavigationPereira PauloNo ratings yet
- How Often Do You Need A Machine Alignment Inspection?: NavigationDocument5 pagesHow Often Do You Need A Machine Alignment Inspection?: NavigationPereira PauloNo ratings yet
- Is It Time For YOUR Machine Alignment Check Up?Document5 pagesIs It Time For YOUR Machine Alignment Check Up?Pereira PauloNo ratings yet
- Ws Sinamics s120 Regenerativ enDocument8 pagesWs Sinamics s120 Regenerativ enPereira Paulo100% (1)
- Alinhamento Rolos - Info5Document17 pagesAlinhamento Rolos - Info5Pereira PauloNo ratings yet
- D4x5 2 Commissioning en USDocument394 pagesD4x5 2 Commissioning en USPereira PauloNo ratings yet
- How To Succeed at Key Account ManagementDocument5 pagesHow To Succeed at Key Account ManagementPereira PauloNo ratings yet
- Das Audio Altavoces Catalogo 2010Document20 pagesDas Audio Altavoces Catalogo 2010Jorge RedonNo ratings yet
- Top 10 Supply ChainDocument6 pagesTop 10 Supply ChainMarius CezarNo ratings yet
- Relais FANOX SIL-B PDFDocument311 pagesRelais FANOX SIL-B PDFcalidadNo ratings yet
- MIMO Radar - Demystified - 2013-01-15 - Microwave JournalDocument13 pagesMIMO Radar - Demystified - 2013-01-15 - Microwave JournalSudantha Jayalal PereraNo ratings yet
- Academic Features Table 13 Rev 2Document1 pageAcademic Features Table 13 Rev 2makk123No ratings yet
- Modul 6 Arus Bolak Balik (AC)Document3 pagesModul 6 Arus Bolak Balik (AC)Sheila HuangNo ratings yet
- Catalogo Principal Contatores Disjuntores-PDF-5a301ba3547d0Document842 pagesCatalogo Principal Contatores Disjuntores-PDF-5a301ba3547d0Bùi MinhNo ratings yet
- MIL - Module 4Document10 pagesMIL - Module 4France PotterNo ratings yet
- SLR5500 DataSheet ENG LorDocument4 pagesSLR5500 DataSheet ENG Lordot16eNo ratings yet
- 05501lm-90 (F) - Sensor Wind Tracker Crane - YoungDocument8 pages05501lm-90 (F) - Sensor Wind Tracker Crane - Youngsuhaili pedroNo ratings yet
- Not Marklin Metall Nor Meccano - Eitech KatalogDocument24 pagesNot Marklin Metall Nor Meccano - Eitech KatalogRocalinaudNo ratings yet
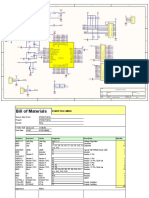
- MINI STM32 Schematic DiagramDocument2 pagesMINI STM32 Schematic DiagramNoveri Dwi Hardyanto100% (1)
- AC SPINDLE MOTOR Paramete PDFDocument750 pagesAC SPINDLE MOTOR Paramete PDFJosh NhânNo ratings yet
- Ditec Mod 1Document71 pagesDitec Mod 1Andrew Praveen100% (3)
- Thông Số Cài Đặt VFD CTK3Document84 pagesThông Số Cài Đặt VFD CTK3Nguyen Hai DangNo ratings yet
- Preliminary Information: B-MAC-B69 Model Cp-2HbDocument1 pagePreliminary Information: B-MAC-B69 Model Cp-2HbCykhong KhongNo ratings yet
- FlowChart SymbolsDocument5 pagesFlowChart SymbolskalubandihariNo ratings yet
- Tn1ue - PLC Module 6Document12 pagesTn1ue - PLC Module 6Crisceida HernándezNo ratings yet
- Comparative Study of Brand Value of Nokia and Samsung MobileDocument68 pagesComparative Study of Brand Value of Nokia and Samsung MobileAbhaySinghNo ratings yet
- IEC61683 Efficiency CertificateDocument20 pagesIEC61683 Efficiency CertificatearunghandwalNo ratings yet
- (Electronic Texts For Engineers and Scientists) J B Gosling - Simulation in The Design of Digital Electronic Systems-Cambridge University Press (1993)Document289 pages(Electronic Texts For Engineers and Scientists) J B Gosling - Simulation in The Design of Digital Electronic Systems-Cambridge University Press (1993)dinotronNo ratings yet
- V630 SpecificationDocument2 pagesV630 SpecificationSteveihNo ratings yet
- Ece-V-Digital Signal Processing U1 PDFDocument16 pagesEce-V-Digital Signal Processing U1 PDFlathavenkyNo ratings yet
- Lecture Objectives: Working Principle of Alternator OR Synchronous Generator StatorDocument5 pagesLecture Objectives: Working Principle of Alternator OR Synchronous Generator StatorZ_JahangeerNo ratings yet
- AN-SM-037 FD500 Series - FD525-HALO Installation Instructions Rev ADocument19 pagesAN-SM-037 FD500 Series - FD525-HALO Installation Instructions Rev AAbdul QuadirNo ratings yet
- Antenna SpecificationsDocument3 pagesAntenna SpecificationsRobertNo ratings yet
- AVSU Area ValveDocument2 pagesAVSU Area ValveRobert_Hegedus_1642No ratings yet
- BEQ Question Bank (Q - A)Document59 pagesBEQ Question Bank (Q - A)Paranjay MahayNo ratings yet