You might also like
- Introduccion Al Analisis de Circuitos Robert L BoylestadDocument1,234 pagesIntroduccion Al Analisis de Circuitos Robert L Boylestadri1ck67% (3)
- Sistema puesta tierra horizontalDocument6 pagesSistema puesta tierra horizontalCarlos MegoNo ratings yet
- SistemaFotovoltaicoAisladoDocument3 pagesSistemaFotovoltaicoAisladoJhoanBecerraNo ratings yet
- Validation BoardDocument8 pagesValidation BoardRubén Arturo Palomino MenesesNo ratings yet
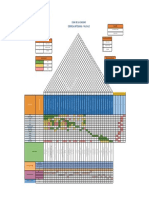
- Casa de La Calidad AbysmoDocument1 pageCasa de La Calidad Abysmojoseeltucolozada100% (1)
- GERENCIA VISUAL (Modo de Compatibilidad)Document7 pagesGERENCIA VISUAL (Modo de Compatibilidad)joseeltucolozadaNo ratings yet
- Guía de Preinscripción UPVDocument11 pagesGuía de Preinscripción UPVjoseeltucolozadaNo ratings yet
- Guía de Preinscripción UPVDocument11 pagesGuía de Preinscripción UPVjoseeltucolozadaNo ratings yet
- Historia de CambioDocument2 pagesHistoria de CambiojoseeltucolozadaNo ratings yet
- Presentación Vinculación Cap 1 y Cap 2Document20 pagesPresentación Vinculación Cap 1 y Cap 2joseeltucolozadaNo ratings yet
- Francesc Cuxart - El Autismo. Aspectos Descriptivos y Terapeuticos PDFDocument109 pagesFrancesc Cuxart - El Autismo. Aspectos Descriptivos y Terapeuticos PDFNaty Pinto Villalobos100% (1)
- Tesis de Analisis de Esfuerzo de Grua de 20 TonDocument69 pagesTesis de Analisis de Esfuerzo de Grua de 20 Tonjuan ochoa100% (2)
- PFC Carlos Resa FernandezDocument211 pagesPFC Carlos Resa FernandezEnder AraujoNo ratings yet
- Guia de ProyectosDocument132 pagesGuia de ProyectosjoseeltucolozadaNo ratings yet
- Módulo Gestión de Proyectos IX PDFDocument140 pagesMódulo Gestión de Proyectos IX PDFjoseeltucolozadaNo ratings yet
- Fundamentos de La ADocument248 pagesFundamentos de La AVirgilio Yángüez ParedesNo ratings yet
- Manula Sobre Conseptos de NormasDocument8 pagesManula Sobre Conseptos de NormasjoseeltucolozadaNo ratings yet
- Taller de Fisica 2306Document6 pagesTaller de Fisica 2306Dehelmis jose Rojas AngostoNo ratings yet
- Diseño de conexiones empernadas en estructuras de aceroDocument12 pagesDiseño de conexiones empernadas en estructuras de aceroJulio PillacaNo ratings yet
- Sondeos Electricos Verticales y Calicatas ElectricasDocument34 pagesSondeos Electricos Verticales y Calicatas ElectricasWilson Jeff Espinoza Condor0% (1)
- Taller 4-201401Document2 pagesTaller 4-201401Juan Diego RodriguezNo ratings yet
- Viscosímetro Estándar Calibrados Capilares de VidrioDocument8 pagesViscosímetro Estándar Calibrados Capilares de VidrioRosa Laurente0% (1)
- Ejercicio para Discutir en ClaseDocument3 pagesEjercicio para Discutir en Clase'Jeeka VillaNo ratings yet
- Plancha Electrica de VaporDocument12 pagesPlancha Electrica de VaporSam C. CordovaNo ratings yet
- 1 - Ecuación de Continuidad y BEMDocument30 pages1 - Ecuación de Continuidad y BEMLisandra Alvarez DiazNo ratings yet
- El número Pi y el radián: orígenes, definiciones y aplicacionesDocument5 pagesEl número Pi y el radián: orígenes, definiciones y aplicacionesmaria isabela Peña raveNo ratings yet
- Anillo Con Distrib D Carga No UniformelDocument4 pagesAnillo Con Distrib D Carga No Uniformelkoalagris100% (1)
- Cálculos de porcentajes y pesos de especies en pellets antes y después de la tostaciónDocument7 pagesCálculos de porcentajes y pesos de especies en pellets antes y después de la tostaciónBryan VenturaNo ratings yet
- Propiedades Peculiares Del Agua A Escala MolecularDocument1 pagePropiedades Peculiares Del Agua A Escala MolecularMilagros PelaezNo ratings yet
- Practica 4 - Construcción y Análisis de GráficosDocument13 pagesPractica 4 - Construcción y Análisis de Gráficoslcastillo_50118No ratings yet
- Reporte 5Document3 pagesReporte 5Rossy SilvaNo ratings yet
- RUIDODocument30 pagesRUIDOSahira Barrera100% (4)
- Informe Resistencias ElectricasDocument7 pagesInforme Resistencias ElectricasNicole Tatiana Perez MenesesNo ratings yet
- Diseño Multifactorial AxBXCDocument12 pagesDiseño Multifactorial AxBXCAna BellNo ratings yet
- Trabajo Practica Ingenieria IndustrialDocument24 pagesTrabajo Practica Ingenieria IndustrialJhoana A. Ficarra100% (1)
- Protocolo Corriente Alto VolajeDocument10 pagesProtocolo Corriente Alto VolajeGeraldine HernándezNo ratings yet
- Resolución #059 2017 OS GGDocument16 pagesResolución #059 2017 OS GGJorge Luis Juarez AlcaNo ratings yet
- NTP 692Document12 pagesNTP 692MimaguzNo ratings yet
- Taller La EnergíaDocument2 pagesTaller La Energíanogara100No ratings yet
- Sew VariadorDocument72 pagesSew VariadorRUBEN VALDIVIANo ratings yet
- Toaz - Info Problemas 2003 04 PRDocument34 pagesToaz - Info Problemas 2003 04 PRLuis Huaman QuispeNo ratings yet
- Todo FutbolDocument38 pagesTodo FutbolmartinNo ratings yet
- Trabajo Final Ciclo de RefrigeracionDocument26 pagesTrabajo Final Ciclo de RefrigeracionAndreaSalasLalindeNo ratings yet
- Derivada de La Función Exponencial (Fórmula y Ejercicios Resueltos) 2Document1 pageDerivada de La Función Exponencial (Fórmula y Ejercicios Resueltos) 2DC KatnissaNo ratings yet