You might also like
- Chapter 26 Chemical Analysis Moisture Measurement 2010 Instrumentation Reference Book Fourth EditionDocument8 pagesChapter 26 Chemical Analysis Moisture Measurement 2010 Instrumentation Reference Book Fourth EditionMotasim_mNo ratings yet
- Chapter 34 Advanced Control For The Plant Floor 2010 Instrumentation Reference Book Fourth EditionDocument10 pagesChapter 34 Advanced Control For The Plant Floor 2010 Instrumentation Reference Book Fourth EditionMotasim_mNo ratings yet
- Chapter 38 Instrument Installation and Commissioning 2010 Instrumentation Reference Book Fourth EditionDocument6 pagesChapter 38 Instrument Installation and Commissioning 2010 Instrumentation Reference Book Fourth EditionMotasim_mNo ratings yet
- Copyright 2010 Instrumentation Reference Book Fourth EditionDocument1 pageCopyright 2010 Instrumentation Reference Book Fourth EditionMotasim_mNo ratings yet
- Avatar Upgrade Program PDFDocument33 pagesAvatar Upgrade Program PDFMotasim_mNo ratings yet
- Programming With MatLabDocument23 pagesProgramming With MatLabZia SilverNo ratings yet
- Prepare For IELTSDocument169 pagesPrepare For IELTSapi-3818413100% (2)
- Chapter 35 Batch Process Control 2010 Instrumentation Reference Book Fourth EditionDocument2 pagesChapter 35 Batch Process Control 2010 Instrumentation Reference Book Fourth EditionMotasim_mNo ratings yet
- Introduction 2010 Instrumentation Reference Book Fourth EditionDocument2 pagesIntroduction 2010 Instrumentation Reference Book Fourth EditionMotasim_mNo ratings yet
- Contributors 2010 Instrumentation Reference Book Fourth EditionDocument2 pagesContributors 2010 Instrumentation Reference Book Fourth EditionMotasim_mNo ratings yet
- 90 Days of ActionDocument92 pages90 Days of ActionPaula StanwyckNo ratings yet
- ISO 9000 Quality Assurance AcknowledgementsDocument1 pageISO 9000 Quality Assurance AcknowledgementsMotasim_mNo ratings yet
- Switches ExplainedDocument3 pagesSwitches ExplainedMotasim_mNo ratings yet
- Simulation, Modeling, and Performance Analysis of IEEE 802.16e OFDMA Systems For Urban and Rural EnvironmentsDocument4 pagesSimulation, Modeling, and Performance Analysis of IEEE 802.16e OFDMA Systems For Urban and Rural EnvironmentsMotasim_mNo ratings yet
- 1001 Vocabulary and Spelling QuestionsDocument160 pages1001 Vocabulary and Spelling Questionssashi01092% (12)
- Appendix 2 TH Venin S Theorem 2001 Measurement and Instrumentation Principles Third EditionDocument6 pagesAppendix 2 TH Venin S Theorem 2001 Measurement and Instrumentation Principles Third EditionMotasim_mNo ratings yet
- Appendix 4 Solutions To Self Test Questions 2001 Measurement and Instrumentation Principles Third EditionDocument4 pagesAppendix 4 Solutions To Self Test Questions 2001 Measurement and Instrumentation Principles Third EditionMotasim_mNo ratings yet
- Appendix 1 Imperial Metric SI Conversion Tables 2001 Measurement and Instrumentation Principles Third EditionDocument7 pagesAppendix 1 Imperial Metric SI Conversion Tables 2001 Measurement and Instrumentation Principles Third EditionMotasim_mNo ratings yet
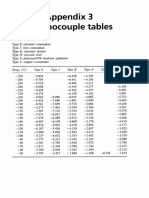
- Appendix 3 Thermocouple Tables 2001 Measurement and Instrumentation Principles Third EditionDocument6 pagesAppendix 3 Thermocouple Tables 2001 Measurement and Instrumentation Principles Third EditionMotasim_mNo ratings yet
- Index 2001 Measurement and Instrumentation Principles Third EditionDocument7 pagesIndex 2001 Measurement and Instrumentation Principles Third EditionMotasim_mNo ratings yet
- Appendix 4 Solutions To Self Test Questions 2001 Measurement and Instrumentation Principles Third EditionDocument4 pagesAppendix 4 Solutions To Self Test Questions 2001 Measurement and Instrumentation Principles Third EditionMotasim_mNo ratings yet
- Appendix 3 Thermocouple Tables 2001 Measurement and Instrumentation Principles Third EditionDocument6 pagesAppendix 3 Thermocouple Tables 2001 Measurement and Instrumentation Principles Third EditionMotasim_mNo ratings yet
- Hsu 4 Information and Control Systems AbDocument43 pagesHsu 4 Information and Control Systems AbMotasim_mNo ratings yet
- Preface 2001 Measurement and Instrumentation Principles Third EditionDocument3 pagesPreface 2001 Measurement and Instrumentation Principles Third EditionMotasim_mNo ratings yet
- Appendix D International Society of Automation Formerly Instrument Society of America 2010 Instrumentation Reference Book Fourth EditionDocument2 pagesAppendix D International Society of Automation Formerly Instrument Society of America 2010 Instrumentation Reference Book Fourth EditionMotasim_mNo ratings yet
- Chapter 4 Simulation and Design Software1 2010 Instrumentation Reference Book Fourth EditionDocument2 pagesChapter 4 Simulation and Design Software1 2010 Instrumentation Reference Book Fourth EditionMotasim_mNo ratings yet
- 1081app A 1 PDFDocument11 pages1081app A 1 PDFMotasim_mNo ratings yet
- Chapter 5 Security For Industrial Automation1 2010 Instrumentation Reference Book Fourth EditionDocument2 pagesChapter 5 Security For Industrial Automation1 2010 Instrumentation Reference Book Fourth EditionMotasim_mNo ratings yet
- Appendix C The Institute of Measurement and Control 2010 Instrumentation Reference Book Fourth EditionDocument4 pagesAppendix C The Institute of Measurement and Control 2010 Instrumentation Reference Book Fourth EditionMotasim_mNo ratings yet
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5782)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (890)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (72)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Ethics, Assignment 2Document2 pagesEthics, Assignment 2Myles Ninon LazoNo ratings yet
- Teaching Materials and Teaching Aids - IIDocument15 pagesTeaching Materials and Teaching Aids - IIrohityadavalldNo ratings yet
- اللون - عبد الكريم محسنDocument38 pagesاللون - عبد الكريم محسنNagham AhasanNo ratings yet
- The Elements of A Radio DramaDocument13 pagesThe Elements of A Radio Dramadinejedidah0% (1)
- Teacher Candidate Evaluation Rubric - CT ObservationsDocument30 pagesTeacher Candidate Evaluation Rubric - CT Observationsapi-253290620No ratings yet
- Non Duality Western Phil - Greg GoodeDocument35 pagesNon Duality Western Phil - Greg GoodewaynefergusonNo ratings yet
- Tumpuan Insan: Person Centered Therapy/CounselingDocument22 pagesTumpuan Insan: Person Centered Therapy/CounselingMASIRAHNo ratings yet
- Introspection Method: Wundt's Role in Developing the TechniqueDocument11 pagesIntrospection Method: Wundt's Role in Developing the TechniqueMannan Bansal100% (1)
- Applied Linguistics 1990 MCLAUGHLIN 113 28Document16 pagesApplied Linguistics 1990 MCLAUGHLIN 113 28Charles Cornelius100% (2)
- Five Levels CompetencyDocument2 pagesFive Levels CompetencyYasmin SingaporewalaNo ratings yet
- Social Work Group Practice: Models, Stages, SettingsDocument22 pagesSocial Work Group Practice: Models, Stages, SettingsZahoor Ahmad100% (2)
- Top Down and Bottom UpDocument5 pagesTop Down and Bottom UpMher Ghazarian100% (1)
- Design of Indirect MRAS-based Adaptive Control SystemsDocument5 pagesDesign of Indirect MRAS-based Adaptive Control SystemsThiện DũngNo ratings yet
- 04chapter3 PDFDocument38 pages04chapter3 PDFMegz OkadaNo ratings yet
- The Book of Pleasure and Different Religions as Means to FreedomDocument27 pagesThe Book of Pleasure and Different Religions as Means to FreedomIsaac Christou100% (1)
- Ujala SupremeDocument22 pagesUjala SupremeNamit KewatNo ratings yet
- Pavon Cuellar Marxismo y PsicoanálisisDocument21 pagesPavon Cuellar Marxismo y PsicoanálisisrdelafaNo ratings yet
- Perception, Attribution, and The Management of Diversity: Understanding and Managing Organizational BehaviorDocument31 pagesPerception, Attribution, and The Management of Diversity: Understanding and Managing Organizational BehavioradaNo ratings yet
- Importance of Emotional Intelligence in Negotiation and MediationDocument6 pagesImportance of Emotional Intelligence in Negotiation and MediationsimplecobraNo ratings yet
- The Self and The Development of The Social WorldDocument5 pagesThe Self and The Development of The Social Worldhandyoklos50% (2)
- Project Management Decision Support ToolsDocument3 pagesProject Management Decision Support ToolsSiddharth JhalaNo ratings yet
- Enabling A Positive Working LifeDocument31 pagesEnabling A Positive Working Lifemohamed abdukadir100% (5)
- CAMP TINIO NATIONAL HIGH SCHOOL DAILY LESSON LOGDocument28 pagesCAMP TINIO NATIONAL HIGH SCHOOL DAILY LESSON LOGMariel San PedroNo ratings yet
- Neo Classical Theory and Hawthorne StudiesDocument10 pagesNeo Classical Theory and Hawthorne StudiesJoehad Said100% (1)
- End of Ir Theory Final-5!6!2013Document30 pagesEnd of Ir Theory Final-5!6!2013Callie TompkinsNo ratings yet
- Child Centered Treatment Planning FormDocument5 pagesChild Centered Treatment Planning FormCurieNo ratings yet
- NLP for Project Managers: Make Things HappenDocument2 pagesNLP for Project Managers: Make Things HappenSimone WinnyNo ratings yet
- Conflict and AttitudeDocument9 pagesConflict and AttitudesheqarayzanNo ratings yet
- Understanding The Self Learning Program 18-19Document5 pagesUnderstanding The Self Learning Program 18-19St. Anthony of PaduaNo ratings yet
- Meta NLP Full Text PDFDocument199 pagesMeta NLP Full Text PDFGODEANU FLORIN100% (3)