You might also like
- Lucas CAV DPA Injection Pump Instruction BookDocument8 pagesLucas CAV DPA Injection Pump Instruction BookRicardo Jorge Horta Pequeno83% (12)
- 175 Alternators - KTRv3Document17 pages175 Alternators - KTRv3Quintin Du PlooyNo ratings yet
- ABOVEGROUND FUEL STORAGEDocument12 pagesABOVEGROUND FUEL STORAGEGabriel Gabriel100% (1)
- Pipe Wall Thickness Calculation SheetDocument88 pagesPipe Wall Thickness Calculation SheetSunday Paul100% (2)
- IOCL MAthuraDocument52 pagesIOCL MAthuraUday Bhardwaj100% (3)
- Distributor MOUDocument3 pagesDistributor MOUnomoneyNo ratings yet
- Distributor MOUDocument3 pagesDistributor MOUnomoneyNo ratings yet
- Distributor MOUDocument3 pagesDistributor MOUnomoneyNo ratings yet
- Distributor MOUDocument3 pagesDistributor MOUnomoneyNo ratings yet
- Steam Power Quarterly v-XXIXDocument46 pagesSteam Power Quarterly v-XXIXSean100% (2)
- Om Dx225lcaDocument273 pagesOm Dx225lcaCoordinador - Mantenimientos100% (2)
- Storage Tank Erection Procedure PDFDocument6 pagesStorage Tank Erection Procedure PDFEko Kurniawan89% (19)
- Storage Tank Erection Procedure PDFDocument6 pagesStorage Tank Erection Procedure PDFEko Kurniawan89% (19)
- Storage Tank Erection Procedure PDFDocument6 pagesStorage Tank Erection Procedure PDFEko Kurniawan89% (19)
- Pipesim User Guide PDFDocument786 pagesPipesim User Guide PDFsang3011No ratings yet
- Acd175 SeriesDocument8 pagesAcd175 SeriesRobertoSoaresNo ratings yet
- Exclusive Distributorship AgreementDocument8 pagesExclusive Distributorship Agreementattyleoimperial83% (6)
- Exclusive Distributorship AgreementDocument8 pagesExclusive Distributorship Agreementattyleoimperial83% (6)
- The KilnDocument43 pagesThe Kilnraja ghoshNo ratings yet
- ASME Boiler & Fuel Cell Pressure Vessel Spreadsheets-Content-J AndrewDocument55 pagesASME Boiler & Fuel Cell Pressure Vessel Spreadsheets-Content-J AndrewAravindan Ganesh KumarNo ratings yet
- Distribution Agreement (Exclusive - Long Form)Document13 pagesDistribution Agreement (Exclusive - Long Form)Legal Forms100% (10)
- Distribution Agreement (Exclusive - Long Form)Document13 pagesDistribution Agreement (Exclusive - Long Form)Legal Forms100% (10)
- Distribution Agreement (Exclusive - Long Form)Document13 pagesDistribution Agreement (Exclusive - Long Form)Legal Forms100% (10)
- Distribution Agreement (Exclusive - Long Form)Document13 pagesDistribution Agreement (Exclusive - Long Form)Legal Forms100% (10)
- Distribution Agreement (Exclusive - Long Form)Document13 pagesDistribution Agreement (Exclusive - Long Form)Legal Forms100% (10)
- CarbonZAPP 2015 Product BrochureDocument56 pagesCarbonZAPP 2015 Product BrochureMarkulin i sin jdoo100% (1)
- Pig Traps Launcher 2016428 CriDocument7 pagesPig Traps Launcher 2016428 CriKrishna KusumaNo ratings yet
- Safety in Hazardous Areas - Important PointsDocument49 pagesSafety in Hazardous Areas - Important PointsSARAVANANo ratings yet
- Clinker CoolersDocument17 pagesClinker Coolersemad sabri0% (1)
- Tromp Curve Calculations and ResultsDocument3 pagesTromp Curve Calculations and Resultsrecai100% (2)
- Lubrication Mgmt DocDocument35 pagesLubrication Mgmt DocDwi April Yanto100% (1)
- 04 MillingDocument21 pages04 MillingMKPashaPasha100% (1)
- Blaine Vs ResiduesDocument3 pagesBlaine Vs ResiduesVisnu Sankar100% (2)
- CM 2 Filling DegreeDocument9 pagesCM 2 Filling DegreeElwathig BakhietNo ratings yet
- Boulder Formation in Cement Silos by Chettinad Cement CoDocument11 pagesBoulder Formation in Cement Silos by Chettinad Cement CoWaka OngetiNo ratings yet
- The Effects of Oxygen Enrichment On ClinkerDocument9 pagesThe Effects of Oxygen Enrichment On ClinkerNael100% (1)
- Increasing cement grinding capacity with vertical roller mill technologyDocument7 pagesIncreasing cement grinding capacity with vertical roller mill technologymahreza189100% (2)
- Calculate false air percentage in an HVAC systemDocument2 pagesCalculate false air percentage in an HVAC systemVijay Bhan100% (1)
- Lucie MillDocument50 pagesLucie MillJoko DewotoNo ratings yet
- Separator Efficiency CalculationsDocument13 pagesSeparator Efficiency Calculationstricky7770% (1)
- Theory and Calculation of Heat Transfer in FurnacesFrom EverandTheory and Calculation of Heat Transfer in FurnacesRating: 3 out of 5 stars3/5 (4)
- Cement Kiln Performance CalculationsDocument9 pagesCement Kiln Performance Calculationsvvijaybhan0% (2)
- Affect of LSF, SM and Iron On Free LimeDocument1 pageAffect of LSF, SM and Iron On Free Limeoscop2009100% (1)
- API5L 45th Edition Specification For Line Pipe For WebsiteDocument6 pagesAPI5L 45th Edition Specification For Line Pipe For WebsiteRaja Ram yadav0% (1)
- Model lime kilns optimize performanceDocument40 pagesModel lime kilns optimize performancearv_devNo ratings yet
- VRM Heat and Mass BalanceDocument1 pageVRM Heat and Mass BalanceRajeshRockNo ratings yet
- M25 ToolsDocument40 pagesM25 Toolsabuzer1981No ratings yet
- Shimming of Chair PadsDocument5 pagesShimming of Chair PadsRamsai ChigurupatiNo ratings yet
- Clinker Production Kiln Surface Heat Loss FactorsDocument2 pagesClinker Production Kiln Surface Heat Loss FactorsvvijaybhanNo ratings yet
- P6124 Titan T 130 PowerPlant Scope of SupplyDocument8 pagesP6124 Titan T 130 PowerPlant Scope of Supplydanferreiro8318No ratings yet
- Rotary Kilns: Transport Phenomena and Transport ProcessesFrom EverandRotary Kilns: Transport Phenomena and Transport ProcessesRating: 4.5 out of 5 stars4.5/5 (4)
- Clinker Production Caliculation ProgramDocument3 pagesClinker Production Caliculation Programvvijaybhan100% (1)
- Hardness of Clinker Due To Usage of Pet CokeDocument1 pageHardness of Clinker Due To Usage of Pet CokeVijay BhanNo ratings yet
- Clinker. Kiln Design and ProcesDocument7 pagesClinker. Kiln Design and Procesrrvc25100% (1)
- Flow MeasurementsDocument19 pagesFlow MeasurementsHazem DiabNo ratings yet
- Study of The Grinding Balls Distribution Inside The MillDocument2 pagesStudy of The Grinding Balls Distribution Inside The Millsempatik721No ratings yet
- Refractory Thickness in Rotary KilnDocument3 pagesRefractory Thickness in Rotary KilnDileepSaragadamNo ratings yet
- Grinding Media ConsumptionDocument9 pagesGrinding Media ConsumptionMuhammadNo ratings yet
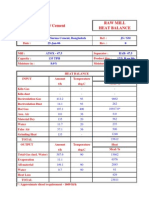
- Raw Mill Heat BalanceDocument1 pageRaw Mill Heat BalanceElwathig Bakhiet100% (1)
- Flame MomentumDocument1 pageFlame Momentumayaskant751001No ratings yet
- Critical Review of Planetary Coolers TechnologyDocument10 pagesCritical Review of Planetary Coolers TechnologyLucio PereiraNo ratings yet
- K - Constant For Cooler Fan FlowsDocument4 pagesK - Constant For Cooler Fan FlowsVijay Bhan100% (1)
- FormulaeDocument163 pagesFormulaeilvspeedNo ratings yet
- Heat Balance of Kilns and Coolers and Related TopicsDocument62 pagesHeat Balance of Kilns and Coolers and Related TopicsRafael Curiel MedinaNo ratings yet
- Plant Kiln Fuel and Airflow ReportDocument1 pagePlant Kiln Fuel and Airflow ReportBùi Hắc HảiNo ratings yet
- Grinding Media Pattern & Charge CalcDocument1 pageGrinding Media Pattern & Charge CalcJayaram SudhakarNo ratings yet
- Cement Grinding Vertical Roller Mills Versus Ball Mills 1654248086Document17 pagesCement Grinding Vertical Roller Mills Versus Ball Mills 1654248086Salah Romdani100% (1)
- Coal Mill OptimizationDocument10 pagesCoal Mill OptimizationAdnan NawazNo ratings yet
- Auxiliary Boiler SurveyDocument194 pagesAuxiliary Boiler Surveymini2018100% (3)
- Clinker FactorDocument4 pagesClinker FactorElwathig Bakhiet100% (1)
- Calculating primary fan momentum of coal transport barometerDocument5 pagesCalculating primary fan momentum of coal transport barometerTIRIANTONo ratings yet
- Grate Cooler Thermal AnalysisDocument14 pagesGrate Cooler Thermal Analysisaman131No ratings yet
- Spray Drying TheoryDocument36 pagesSpray Drying TheorySunday PaulNo ratings yet
- Heat BalanceDocument3 pagesHeat Balanceayaskant751001No ratings yet
- Combustion of Pulverised Coal in a Mixture of Oxygen and Recycled Flue GasFrom EverandCombustion of Pulverised Coal in a Mixture of Oxygen and Recycled Flue GasNo ratings yet
- Cement IndustryDocument27 pagesCement IndustryAhmed Mahmoud100% (1)
- Z Drive TechnologyDocument16 pagesZ Drive Technologyebey_endun100% (1)
- Cooler Balance 1Document17 pagesCooler Balance 1Tamer Fathy100% (1)
- V2 Materials Technology 2Document526 pagesV2 Materials Technology 2Liya Nur SholihahNo ratings yet
- LafargeDocument18 pagesLafargeMadan Mohan ReddyNo ratings yet
- Radiation Calculation For Kiln 1 (From Kiln Outlet)Document32 pagesRadiation Calculation For Kiln 1 (From Kiln Outlet)irfanNo ratings yet
- Maximum Kiln Shell Temperature Guide for Cement PlantsDocument8 pagesMaximum Kiln Shell Temperature Guide for Cement PlantsGiequatNo ratings yet
- BurnerDocument3 pagesBurnerRavi sharmaNo ratings yet
- BF Cooling TechnologyDocument8 pagesBF Cooling TechnologySamanway DasNo ratings yet
- Engineering Vol 56 1893-10-13Document33 pagesEngineering Vol 56 1893-10-13ian_newNo ratings yet
- 1113 JenaDocument6 pages1113 JenaCem AlpaslanNo ratings yet
- Scientific American Supplement, No. 360, November 25, 1882From EverandScientific American Supplement, No. 360, November 25, 1882No ratings yet
- Modern Boiler Economisers - Development: and ApplicationsDocument17 pagesModern Boiler Economisers - Development: and ApplicationsPhilip ShihNo ratings yet
- A Portable Charcoal: Bulletin 448 October, 1941Document36 pagesA Portable Charcoal: Bulletin 448 October, 1941kljumfNo ratings yet
- Tank Erection ProcedureDocument29 pagesTank Erection ProcedureSunday PaulNo ratings yet
- Offcon DNV Zorro SkidDocument6 pagesOffcon DNV Zorro SkiddakidofdaboomNo ratings yet
- ML040150682 PDFDocument406 pagesML040150682 PDFjimmy_bikerNo ratings yet
- Offcon DNV Zorro SkidDocument6 pagesOffcon DNV Zorro SkiddakidofdaboomNo ratings yet
- Energy Audit of A Fiberboard Drying Production Line Using Simprosys SoftwareDocument17 pagesEnergy Audit of A Fiberboard Drying Production Line Using Simprosys SoftwareDHe Vic'zNo ratings yet
- Offcon DNV Zorro SkidDocument6 pagesOffcon DNV Zorro SkiddakidofdaboomNo ratings yet
- Piping Design AidsDocument248 pagesPiping Design AidsSunday PaulNo ratings yet
- Journal Pone 0074403 s001Document3 pagesJournal Pone 0074403 s001Sunday PaulNo ratings yet
- Offcon DNV Zorro SkidDocument6 pagesOffcon DNV Zorro SkiddakidofdaboomNo ratings yet
- Journal Pone 0074403 s001Document3 pagesJournal Pone 0074403 s001Sunday PaulNo ratings yet
- Journal Pone 0074403 s001Document3 pagesJournal Pone 0074403 s001Sunday PaulNo ratings yet
- Fill Rite PumpsDocument18 pagesFill Rite PumpsCentral HydraulicsNo ratings yet
- Understanding the Futtsu LNG Thermal Power StationDocument49 pagesUnderstanding the Futtsu LNG Thermal Power StationJericho CruzNo ratings yet
- Liebherr Hydraulic Components For Heavy Duty On Highway Engines Application Flyer Es WebDocument4 pagesLiebherr Hydraulic Components For Heavy Duty On Highway Engines Application Flyer Es WebDaniel Castillo PeñaNo ratings yet
- Pakistan's Energy Sector TransitionDocument13 pagesPakistan's Energy Sector TransitionArslan ShabbirNo ratings yet
- 2013 PTQ Q1Document132 pages2013 PTQ Q1yliangca100% (1)
- ISKRA Starter MotorsDocument20 pagesISKRA Starter MotorsJuan Carlos BajoNo ratings yet
- ARRIEL 2B1 维修手册空气系统翻译Document18 pagesARRIEL 2B1 维修手册空气系统翻译13421301508No ratings yet
- ECE Question Papers - Chemistry - 1 SemDocument25 pagesECE Question Papers - Chemistry - 1 Semg3murtuluNo ratings yet
- Mitsubishi MSZ Fd25 35vahDocument2 pagesMitsubishi MSZ Fd25 35vahZachary TaylorNo ratings yet
- NUMBER: 6-04-10 S.M. REF.: Listed in Table ENGINE: EPA07 DD Platform DATE: June 2010Document4 pagesNUMBER: 6-04-10 S.M. REF.: Listed in Table ENGINE: EPA07 DD Platform DATE: June 2010Cuong DinhNo ratings yet
- Metals and Non Metals Chapter PropertiesDocument222 pagesMetals and Non Metals Chapter PropertiesPhani Kumar AllamrajuNo ratings yet
- Electronic Fuel Injection Systems ExplainedDocument28 pagesElectronic Fuel Injection Systems ExplainedSravan GundamNo ratings yet
- File 6Document51 pagesFile 6Rinh Lai BaNo ratings yet
- IGS System-1Document11 pagesIGS System-1manojNo ratings yet
- ChE 251A: Chemical Process Calculations Problems Set 1Document5 pagesChE 251A: Chemical Process Calculations Problems Set 1Deepak TholiaNo ratings yet
- Manual de Usuario Shineray 200GYIIDocument33 pagesManual de Usuario Shineray 200GYIIhmayesNo ratings yet