You might also like
- SAIC-A-2009 Rev 0Document3 pagesSAIC-A-2009 Rev 0philipyapNo ratings yet
- Saic A 2011Document8 pagesSaic A 2011jerinNo ratings yet
- Saudi Aramco Inspection Checklist: 1-Dec-06 Mech. Review of Leak Test Procedure (Bubble Test) SAIC-A-2005Document3 pagesSaudi Aramco Inspection Checklist: 1-Dec-06 Mech. Review of Leak Test Procedure (Bubble Test) SAIC-A-2005ரமேஷ் பாலக்காடுNo ratings yet
- SAIC-A-2023 Rev 6 Prssure Test Air GasDocument5 pagesSAIC-A-2023 Rev 6 Prssure Test Air Gaspookkoya thangalNo ratings yet
- SAIC-A-2015 Saudi Aramco Inspection ChecklistDocument8 pagesSAIC-A-2015 Saudi Aramco Inspection Checklistkarthi51289No ratings yet
- SAUDI ARAMCO PNEUMATIC TEST CHECKLISTDocument3 pagesSAUDI ARAMCO PNEUMATIC TEST CHECKLISTரமேஷ் பாலக்காடுNo ratings yet
- SAIC-A-2005 Rev 5 Leak TestDocument4 pagesSAIC-A-2005 Rev 5 Leak Testpookkoya thangalNo ratings yet
- SAIC-A-2015 Rev 7Document8 pagesSAIC-A-2015 Rev 7Bebin Mathew0% (1)
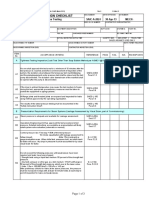
- SAUDI ARAMCO INSPECTION CHECKLIST FOR LEAK TESTINGDocument3 pagesSAUDI ARAMCO INSPECTION CHECKLIST FOR LEAK TESTINGpookkoya thangalNo ratings yet
- Saudi-Arabian-Engineering-Standardssaes-J-001 PDFDocument11 pagesSaudi-Arabian-Engineering-Standardssaes-J-001 PDFsalasineNo ratings yet
- Satip A 004 03Document3 pagesSatip A 004 03Anonymous 4e7GNjzGW100% (1)
- SATIP B 019 01 (Revision 4)Document2 pagesSATIP B 019 01 (Revision 4)Anonymous 4e7GNjzGWNo ratings yet
- Saudi Aramco Test Report Pre-Pressure Test Checklist (Form)Document2 pagesSaudi Aramco Test Report Pre-Pressure Test Checklist (Form)Rijwan MohammadNo ratings yet
- Saudi Aramco Inspection ChecklistDocument3 pagesSaudi Aramco Inspection ChecklistAbdul HannanNo ratings yet
- 34 Samss 617Document9 pages34 Samss 617Rodolfo Garcia HernandezNo ratings yet
- 34 Samss 711 PDFDocument26 pages34 Samss 711 PDFFlorin Daniel AnghelNo ratings yet
- Other NDT TechniquesDocument12 pagesOther NDT TechniquesabyNo ratings yet
- Saep 322Document18 pagesSaep 322brecht1980100% (1)
- 04 Samss 035Document28 pages04 Samss 035SamiNo ratings yet
- 18-SAMSS-493 - Two Part Polyurethane Duct SealantDocument5 pages18-SAMSS-493 - Two Part Polyurethane Duct Sealantmedication abbasNo ratings yet
- Saudi Aramco Reinstatement Procedure ChecklistDocument5 pagesSaudi Aramco Reinstatement Procedure ChecklistpravinNo ratings yet
- Saudi Aramco Air Cooled Heat Exchanger Inspection PlanDocument2 pagesSaudi Aramco Air Cooled Heat Exchanger Inspection PlanAnonymous S9qBDVkyNo ratings yet
- Saep 22 PDFDocument15 pagesSaep 22 PDFnadeem shaikhNo ratings yet
- Materials System SpecificationDocument7 pagesMaterials System Specificationaanouar77No ratings yet
- III. Applicable Codes & Standards for Aramco ProjectsDocument5 pagesIII. Applicable Codes & Standards for Aramco ProjectsZain Ali KidwaiNo ratings yet
- 34 Samss 711Document25 pages34 Samss 711naruto256No ratings yet
- Saes W 011Document2 pagesSaes W 011hendraox3996No ratings yet
- Saic L 2008 PDFDocument4 pagesSaic L 2008 PDFHesham HelalNo ratings yet
- Saep 324Document13 pagesSaep 324Up WeldNo ratings yet
- Saep 351Document24 pagesSaep 351Raj KumarNo ratings yet
- Saudi Aramco tank inspection requirementsDocument2 pagesSaudi Aramco tank inspection requirementssridhar100% (1)
- Saudi Aramco Inspection Checklist: Storage and Preservation of Valves SAIC-L-2041 30-Apr-17 MechDocument2 pagesSaudi Aramco Inspection Checklist: Storage and Preservation of Valves SAIC-L-2041 30-Apr-17 Mechsuresh100% (1)
- SAIC-H-2014 Rev 7Document3 pagesSAIC-H-2014 Rev 7mohammed siddiqNo ratings yet
- Saep 1146Document8 pagesSaep 1146Ronanki RaviNo ratings yet
- 04 Samss 035Document16 pages04 Samss 035liuyx866No ratings yet
- Saep 306Document15 pagesSaep 306nadeem shaikh100% (1)
- SAIC-W-2085 Pre-Welding Inspection PDFDocument4 pagesSAIC-W-2085 Pre-Welding Inspection PDFkarioke mohaNo ratings yet
- SAIC-A-2008 Rev 0Document3 pagesSAIC-A-2008 Rev 0Kristine Caye DatarioNo ratings yet
- 175 043600Document2 pages175 043600Abu Anas M.SalaheldinNo ratings yet
- Inspection Procedure EDRDocument8 pagesInspection Procedure EDRaamirtec301No ratings yet
- 34 Samss 611Document8 pages34 Samss 611shrikantbelekarNo ratings yet
- SAER1972Document9 pagesSAER1972zamil2008No ratings yet
- 34-Samss-010 2018Document9 pages34-Samss-010 2018asimazami69No ratings yet
- 00 Saip 75Document72 pages00 Saip 75bazresifanniNo ratings yet
- Dacon API 510Document1 pageDacon API 510Cepi Sindang KamulanNo ratings yet
- SAUDICHECK - WELD TRACKING DATABASEDocument5 pagesSAUDICHECK - WELD TRACKING DATABASEManoj KumarNo ratings yet
- Inspection Procedure: 00-SAIP-71 31 January 2005 Plant Inspection Index Document Responsibility: Inspection DepartmentDocument21 pagesInspection Procedure: 00-SAIP-71 31 January 2005 Plant Inspection Index Document Responsibility: Inspection Departmentaamirtec301No ratings yet
- Saic L 2007 PDFDocument7 pagesSaic L 2007 PDFHesham HelalNo ratings yet
- Satip e 007 01Document2 pagesSatip e 007 01Anonymous 4e7GNjzGWNo ratings yet
- Internal FBE Coating Inspection PlanDocument2 pagesInternal FBE Coating Inspection PlanMohamed Farhan B PositiveNo ratings yet
- Inspection Procedure: 00-SAIP-10 21 December 2005 Non-Conformance Reports Document Responsibility: Inspection DepartmentDocument8 pagesInspection Procedure: 00-SAIP-10 21 December 2005 Non-Conformance Reports Document Responsibility: Inspection Departmentaamirtec301100% (1)
- SAIC-A-2013 Rev 0Document2 pagesSAIC-A-2013 Rev 0philipyapNo ratings yet
- SAIC-A-2023 Rev 0Document2 pagesSAIC-A-2023 Rev 0philipyapNo ratings yet
- SAIC-A-2011 Rev 6 Pressure TestDocument8 pagesSAIC-A-2011 Rev 6 Pressure Testpookkoya thangalNo ratings yet
- SAIC-A-2015 Rev 2Document9 pagesSAIC-A-2015 Rev 2ரமேஷ் பாலக்காடுNo ratings yet
- Saudi Aramco Piping ChecklistDocument3 pagesSaudi Aramco Piping ChecklistphilipyapNo ratings yet
- SAUDI ARAMCO INSPECTION CHECKLIST FOR PRESSURE VESSELSDocument2 pagesSAUDI ARAMCO INSPECTION CHECKLIST FOR PRESSURE VESSELSkarthi51289No ratings yet
- SAIC-A-2009 Rev 6 Test EquipmentDocument5 pagesSAIC-A-2009 Rev 6 Test Equipmentpookkoya thangalNo ratings yet
- Verify Saudi Aramco Test Equipment SafetyDocument6 pagesVerify Saudi Aramco Test Equipment SafetyEagle SpiritNo ratings yet
- SAIC-A-2009 Rev 7Document4 pagesSAIC-A-2009 Rev 7sajidazmi.amuNo ratings yet
- Store JDDocument2 pagesStore JDdhasdjNo ratings yet
- Excel Construction Project Management Templates Construction Budget TemplateDocument19 pagesExcel Construction Project Management Templates Construction Budget TemplateAnonymous 4e7GNjzGW100% (3)
- Fireproofing Check List Quality Control and Inspection Report FormDocument1 pageFireproofing Check List Quality Control and Inspection Report FormAnonymous 4e7GNjzGWNo ratings yet
- Welder and Welder Operator Qualification Record Form PDFDocument1 pageWelder and Welder Operator Qualification Record Form PDFAnonymous 4e7GNjzGWNo ratings yet
- 1234 TranslateDocument1 page1234 TranslateAnonymous 4e7GNjzGWNo ratings yet
- Fireproofing Check List Quality Control and Inspection Report FormDocument1 pageFireproofing Check List Quality Control and Inspection Report FormAnonymous 4e7GNjzGWNo ratings yet
- Saudi Aramco Inspection Checklist: In-Process Welding Inspection (API Tanks) SAIC-W-2086 31-Aug-11 WeldDocument3 pagesSaudi Aramco Inspection Checklist: In-Process Welding Inspection (API Tanks) SAIC-W-2086 31-Aug-11 WeldAnonymous 4e7GNjzGWNo ratings yet
- Name Name Name Name: To: CCDocument1 pageName Name Name Name: To: CCAnonymous 4e7GNjzGWNo ratings yet
- Hand Over Notes SampleDocument3 pagesHand Over Notes SampleRosa Amri60% (5)
- Saudi Aramco Inspection Checklist: Welding Overlay Workmanship Assessment SAIC-W-2027 31-Aug-11 MechDocument1 pageSaudi Aramco Inspection Checklist: Welding Overlay Workmanship Assessment SAIC-W-2027 31-Aug-11 MechAnonymous 4e7GNjzGWNo ratings yet
- Saudi Aramco Inspection Checklist: Pre-Test Punch Listing of On-Plot Piping SAIC-A-2010 31-Aug-11 PipingDocument12 pagesSaudi Aramco Inspection Checklist: Pre-Test Punch Listing of On-Plot Piping SAIC-A-2010 31-Aug-11 PipingAnonymous 4e7GNjzGWNo ratings yet
- Saudi Aramco Inspection Checklist: Ferroxyl Test Per ASTM A380 (Overlay Weld Cracking) SAIC-W-2026 31-Aug-11 WeldDocument2 pagesSaudi Aramco Inspection Checklist: Ferroxyl Test Per ASTM A380 (Overlay Weld Cracking) SAIC-W-2026 31-Aug-11 WeldAnonymous 4e7GNjzGW100% (1)
- Warrior Tech Spare Parts List 2 PDFDocument1 pageWarrior Tech Spare Parts List 2 PDFAnonymous 4e7GNjzGWNo ratings yet
- Welding Procedure Specification Form PDFDocument2 pagesWelding Procedure Specification Form PDFAnonymous 4e7GNjzGWNo ratings yet
- Weld Joint Preparation Weld Joint PreparationDocument1 pageWeld Joint Preparation Weld Joint PreparationAnonymous 4e7GNjzGWNo ratings yet
- BrochureDocument2 pagesBrochureAnonymous 4e7GNjzGWNo ratings yet
- Shielded Metal Arc Welding (Smaw / "Stick") Shielded Metal Arc Welding (Smaw / Â Œstickâ )Document2 pagesShielded Metal Arc Welding (Smaw / "Stick") Shielded Metal Arc Welding (Smaw / Â Œstickâ )Anonymous 4e7GNjzGWNo ratings yet
- Maintenance ManagementDocument22 pagesMaintenance ManagementMANISH_64No ratings yet
- Planer Vs Non Planer DefectsDocument2 pagesPlaner Vs Non Planer DefectsSavad Alwye75% (8)
- Warrior Tech Spare Parts List 2Document1 pageWarrior Tech Spare Parts List 2Anonymous 4e7GNjzGWNo ratings yet
- Welding Defect - MACRO PDFDocument5 pagesWelding Defect - MACRO PDFAnonymous 4e7GNjzGWNo ratings yet
- Hydrostatic Test (Log) : Quality Control FormDocument22 pagesHydrostatic Test (Log) : Quality Control FormAnonymous 4e7GNjzGWNo ratings yet
- First We InvestigatedDocument1 pageFirst We InvestigatedAnonymous 4e7GNjzGWNo ratings yet
- Kafou Health Safety Loss Prevention ProgramDocument117 pagesKafou Health Safety Loss Prevention ProgramAnonymous 4e7GNjzGWNo ratings yet
- Change in B31.3 2016 PDFDocument2 pagesChange in B31.3 2016 PDFAnonymous 4e7GNjzGWNo ratings yet
- Numbering Format: Project DocumentationDocument1 pageNumbering Format: Project DocumentationAnonymous 4e7GNjzGWNo ratings yet
- Organisation ChartDocument1 pageOrganisation ChartAnonymous 4e7GNjzGWNo ratings yet
- SA STD - SpecificationDocument10 pagesSA STD - SpecificationAnonymous 4e7GNjzGWNo ratings yet
- Bio Data-01.07.13Document2 pagesBio Data-01.07.13Anonymous 4e7GNjzGWNo ratings yet
- Fac Contracts Pre-Q - Quest Attachments - 2!8!2017 V002Document28 pagesFac Contracts Pre-Q - Quest Attachments - 2!8!2017 V002Anonymous 4e7GNjzGWNo ratings yet
- Learning Activity 1: Exploring Descriptive Text 1 Person & AnimalsDocument4 pagesLearning Activity 1: Exploring Descriptive Text 1 Person & Animalsrizky azwir raniNo ratings yet
- Sea Level and Flood Risk Forecasts For Weymouth HarbourDocument47 pagesSea Level and Flood Risk Forecasts For Weymouth HarbourNick FlemingNo ratings yet
- G11 PDFDocument3 pagesG11 PDFSameer Sa100% (1)
- Recce ChecklistDocument3 pagesRecce ChecklistFin PineNo ratings yet
- Crime: Several Changes Around CampusDocument1 pageCrime: Several Changes Around CampusLaura Ellie NicoleNo ratings yet
- AHU & FAHU Installation ChecklistsDocument16 pagesAHU & FAHU Installation Checklistsvhin84No ratings yet
- LFI - S7000 Incident During The Pemex Power Generation Platform ProjectDocument27 pagesLFI - S7000 Incident During The Pemex Power Generation Platform Projectacmilan4eva1899No ratings yet
- Analysis and Design of Wire Mesh - Cable Net Slope ProtectionDocument267 pagesAnalysis and Design of Wire Mesh - Cable Net Slope ProtectionDeepthiNo ratings yet
- AHU Operational Control Spreadsheet TrainingDocument17 pagesAHU Operational Control Spreadsheet TrainingSilver ManNo ratings yet
- Method Statement For Roofing Siding 2Document9 pagesMethod Statement For Roofing Siding 2mustafa100% (1)
- News Writing - Effective LeadsDocument5 pagesNews Writing - Effective LeadsCharisel Jeanne CasalaNo ratings yet
- Climate Change 2013 The Physical Science BasisDocument1,552 pagesClimate Change 2013 The Physical Science BasisHimdad BahriNo ratings yet
- Texto Traducion InglesDocument6 pagesTexto Traducion InglesLeyner José Córdoba100% (1)
- Length Change C 157Document7 pagesLength Change C 157Vaguiner VieiraNo ratings yet
- Wetting and Drying Compacted Soil-Cement Mixtures: Standard Test Methods ForDocument7 pagesWetting and Drying Compacted Soil-Cement Mixtures: Standard Test Methods Forjimmy AndresNo ratings yet
- Verbs Followed by PrepositionsDocument11 pagesVerbs Followed by PrepositionsNagendra PrasadNo ratings yet
- C943Document4 pagesC943Jorge Luis Arevalo Lopez100% (1)
- Techniques for Technical WritingDocument29 pagesTechniques for Technical Writingrajkodakic90100% (3)
- Investigating Factors Affecting Level of Capillary ActionDocument2 pagesInvestigating Factors Affecting Level of Capillary ActionAlexander ChenNo ratings yet
- Warming Impact DDocument52 pagesWarming Impact DAnthonyNo ratings yet
- Typhoon Haiyan Weather Data From IcycloneDocument7 pagesTyphoon Haiyan Weather Data From IcycloneJason SamenowNo ratings yet
- 5.0 Technical Report Writing: Key Features of ReportsDocument14 pages5.0 Technical Report Writing: Key Features of ReportsFemi DeleNo ratings yet
- Skid ResistanceDocument5 pagesSkid ResistanceMoyashi Desu100% (2)
- Unit1 01vectorsDocument20 pagesUnit1 01vectorsNaveed AhmadNo ratings yet
- A New Empirical System For Rock Slope Stability Analysis PDFDocument10 pagesA New Empirical System For Rock Slope Stability Analysis PDFJessie LeeNo ratings yet
- Final ProjectDocument32 pagesFinal ProjectSamNo ratings yet
- T203Document5 pagesT203cnhathoangNo ratings yet
- Project 1 02Document4 pagesProject 1 02Great_ShinobiNo ratings yet
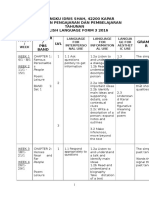
- SMK Tengku Idris Shah, 42200 Kapar Rancangan Pengajaran Dan Pembelajaran Tahunan English Language Form 3 2016 / PBS Band LVL Gramma RDocument10 pagesSMK Tengku Idris Shah, 42200 Kapar Rancangan Pengajaran Dan Pembelajaran Tahunan English Language Form 3 2016 / PBS Band LVL Gramma RmfaaNo ratings yet
- HH:MM Dd/Mm/Yyy HH:MM Dd/Mm/Yyy: Yes No N/A Sr. Yes No N/ADocument3 pagesHH:MM Dd/Mm/Yyy HH:MM Dd/Mm/Yyy: Yes No N/A Sr. Yes No N/AechaNo ratings yet