You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (890)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Higher Nationals in Computing: Unit 06: Managing A Successful Computing Project Assignment 1Document27 pagesHigher Nationals in Computing: Unit 06: Managing A Successful Computing Project Assignment 1nhan leNo ratings yet
- Growth Promotion Test Guide For Media Used in Sterility TestsDocument5 pagesGrowth Promotion Test Guide For Media Used in Sterility Testshoria96No ratings yet
- Ms 1042 Part 1 2007-Safety in Laboratories - Code of Practice - Part 1 General (First Revision) - 840594Document52 pagesMs 1042 Part 1 2007-Safety in Laboratories - Code of Practice - Part 1 General (First Revision) - 840594MARVINNo ratings yet
- FDA 2013 Electronic-Source-Data-in-Clinical-Investigations 15PDocument15 pagesFDA 2013 Electronic-Source-Data-in-Clinical-Investigations 15Pjgonzalezsanz8914No ratings yet
- Fraunhofer IESE Interview Systems Engineering in The IoT EraDocument15 pagesFraunhofer IESE Interview Systems Engineering in The IoT Erajgonzalezsanz8914No ratings yet
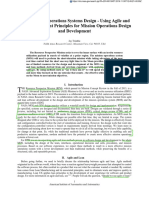
- NASA 2014 Lean Mission Operations Systems Design Using Agile Lean Dev Principles Mission ODesign DevDocument7 pagesNASA 2014 Lean Mission Operations Systems Design Using Agile Lean Dev Principles Mission ODesign Devjgonzalezsanz8914No ratings yet
- Data Quality Requirements Analysis and ModelingDocument15 pagesData Quality Requirements Analysis and Modelingrajendra2505No ratings yet
- Creativity Toolkit For New Product DevelopmentDocument8 pagesCreativity Toolkit For New Product Developmentjgonzalezsanz8914No ratings yet
- How Data Becomes Knowledge, Part 1 From Data Toknowledge 7pDocument7 pagesHow Data Becomes Knowledge, Part 1 From Data Toknowledge 7pjgonzalezsanz8914No ratings yet
- Knowledge Management Gestion Del Conociiento Introduccion JGS 2020Document10 pagesKnowledge Management Gestion Del Conociiento Introduccion JGS 2020jgonzalezsanz8914No ratings yet
- Gartner Eai Strategic Approach To Improve Data Quality PDFDocument4 pagesGartner Eai Strategic Approach To Improve Data Quality PDFjgonzalezsanz8914No ratings yet
- Knowledge Management Gestion Del Conociiento Introduccion JGS 2020Document10 pagesKnowledge Management Gestion Del Conociiento Introduccion JGS 2020jgonzalezsanz8914No ratings yet
- Gartner Eai Strategic Approach To Improve Data Quality PDFDocument4 pagesGartner Eai Strategic Approach To Improve Data Quality PDFjgonzalezsanz8914No ratings yet
- Knowledge Transfer in Project-Based Organizations: An Organizational Culture PerspectiveDocument11 pagesKnowledge Transfer in Project-Based Organizations: An Organizational Culture Perspectivejgonzalezsanz8914No ratings yet
- Creativity Toolkit For New Product DevelopmentDocument8 pagesCreativity Toolkit For New Product Developmentjgonzalezsanz8914No ratings yet
- Knowledge Management Life Cycle Model Based On PDSA For Agile Companies CIST20-MonicaLeba2Document9 pagesKnowledge Management Life Cycle Model Based On PDSA For Agile Companies CIST20-MonicaLeba2jgonzalezsanz8914No ratings yet
- How Data Becomes Knowledge, Part 3 Extracting Dark DataDocument7 pagesHow Data Becomes Knowledge, Part 3 Extracting Dark Datajgonzalezsanz8914No ratings yet
- Gartner Eai Strategic Approach To Improve Data Quality PDFDocument4 pagesGartner Eai Strategic Approach To Improve Data Quality PDFjgonzalezsanz8914No ratings yet
- A Natural Logic For Natural Language Processing and Knowledge Representation - PHD ThesisDocument127 pagesA Natural Logic For Natural Language Processing and Knowledge Representation - PHD Thesisjgonzalezsanz8914No ratings yet
- Abbreviated C++ Code Inspection Checklist Baldwin-InspectDocument21 pagesAbbreviated C++ Code Inspection Checklist Baldwin-Inspectjgonzalezsanz8914No ratings yet
- Raytheon - Control of Product Manufacturing Processes For Suppliers and Outside ProductionDocument70 pagesRaytheon - Control of Product Manufacturing Processes For Suppliers and Outside Productionjgonzalezsanz8914No ratings yet
- A Bayesian Model For Controlling Software Inspections SW - InspectionDocument10 pagesA Bayesian Model For Controlling Software Inspections SW - Inspectionjgonzalezsanz8914No ratings yet
- ASQ SQP Software-reuse-Antipatterns-revisited 2017 SET 12PDocument12 pagesASQ SQP Software-reuse-Antipatterns-revisited 2017 SET 12Pjgonzalezsanz8914No ratings yet
- Hardware Project Management 8p Drechsler - Breiter - Icsoft2007Document8 pagesHardware Project Management 8p Drechsler - Breiter - Icsoft2007jgonzalezsanz8914No ratings yet
- Monte Carlo Simulation for Statistical PhysicsDocument164 pagesMonte Carlo Simulation for Statistical Physicsjgonzalezsanz8914No ratings yet
- Applying - Iso - Iec - 9126-1 - Quality - Model - To - Q Req - Eng On - Critical - Software PDFDocument8 pagesApplying - Iso - Iec - 9126-1 - Quality - Model - To - Q Req - Eng On - Critical - Software PDFjgonzalezsanz8914No ratings yet
- A Comparative Study of Cost Estimation Models For Web Hypermedia Applications (Mendes)Document28 pagesA Comparative Study of Cost Estimation Models For Web Hypermedia Applications (Mendes)jgonzalezsanz8914No ratings yet
- An Approach For Using CMMI in Agile Software Development Assessments: Experiences From Three Case StudiesDocument11 pagesAn Approach For Using CMMI in Agile Software Development Assessments: Experiences From Three Case Studiespatrick.scheuerer100% (3)
- Critical ThinkingDocument14 pagesCritical Thinkingjgonzalezsanz8914No ratings yet
- 2013 2014 Baldrige Health Care Free Sample PDFDocument5 pages2013 2014 Baldrige Health Care Free Sample PDFAlvaroDelaRosaNo ratings yet
- Value Stream MappingDocument35 pagesValue Stream MappingNevets NonnacNo ratings yet
- The Impact of Green Product Innovation, Green Perceived Quality To Purchase Intention Moderated by Lifestyle On Stainless Steel StrawDocument13 pagesThe Impact of Green Product Innovation, Green Perceived Quality To Purchase Intention Moderated by Lifestyle On Stainless Steel StrawTrần Thị Mai AnhNo ratings yet
- JD SR Sap MM Consultant PDFDocument2 pagesJD SR Sap MM Consultant PDFSrinivas DsNo ratings yet
- Rapid Diagnostic Tests For Group A Streptococcal PharyngitisDocument13 pagesRapid Diagnostic Tests For Group A Streptococcal PharyngitisRima Carolina Bahsas ZakyNo ratings yet
- Thought Control and OcdDocument10 pagesThought Control and OcdCella100% (1)
- RGPV Act EngDocument39 pagesRGPV Act EngVikas Chandra100% (1)
- Writing A Position Paper Writing A Position PaperDocument5 pagesWriting A Position Paper Writing A Position PaperDavid Gallano100% (1)
- Psychological and Psychiatric Concepts in CriminologyDocument13 pagesPsychological and Psychiatric Concepts in CriminologyJohn Leo R. Española,No ratings yet
- Codeswitching in The L2 Classroom A Comm PDFDocument22 pagesCodeswitching in The L2 Classroom A Comm PDFDodi Widia NandaNo ratings yet
- Boosting-Performance-Through-Organization-DesignDocument7 pagesBoosting-Performance-Through-Organization-DesignAyoub AroucheNo ratings yet
- Data Driven Product Manager HandbookDocument30 pagesData Driven Product Manager Handbookyuvalei100% (1)
- Sample First Draft Research PaperDocument7 pagesSample First Draft Research Paperc9sqf3ke100% (1)
- How Disruptive Innovation Changes IndustriesDocument88 pagesHow Disruptive Innovation Changes Industriesrussiankettlebell100% (2)
- Introduction to Behavioural EconomicsDocument7 pagesIntroduction to Behavioural EconomicsInemi StephenNo ratings yet
- Answer: (A) PR (BDocument14 pagesAnswer: (A) PR (BMohitNo ratings yet
- Klirung RuDocument280 pagesKlirung RuSinbanjong VongpakayNo ratings yet
- Family Goal Setting ToolDocument13 pagesFamily Goal Setting Toolapi-299393755No ratings yet
- Factors Influencing Smoking InitiationDocument11 pagesFactors Influencing Smoking InitiationEmira Syaza WafaNo ratings yet
- K5 The Impact of Disclosure Level andDocument21 pagesK5 The Impact of Disclosure Level andChubby CheeksNo ratings yet
- 157 GSJ6271 SkillDevelopmentinIndiaALiteratureReviewDocument12 pages157 GSJ6271 SkillDevelopmentinIndiaALiteratureReviewAnchal BipinNo ratings yet
- PR1 Resaerch PaperDocument37 pagesPR1 Resaerch PaperKurt Marvin4No ratings yet
- HAIER - Beat The HeatDocument10 pagesHAIER - Beat The HeatAsadChishtiNo ratings yet
- Thesis Examination System UnimelbDocument9 pagesThesis Examination System Unimelbdwtt67ef100% (2)
- Project Charter Template 02Document4 pagesProject Charter Template 02Ali GhazanferNo ratings yet
- Galung - Book Review - Sharing BehaviorDocument3 pagesGalung - Book Review - Sharing BehaviorGalung TrikoNo ratings yet
- Effective Academic Writing - Haradan PDFDocument6 pagesEffective Academic Writing - Haradan PDFMansha D HaradanNo ratings yet
- Tata Kelola Jurnal Menuju Akreditasi SINTA 2Document42 pagesTata Kelola Jurnal Menuju Akreditasi SINTA 2abudira2009No ratings yet
- Fish Scales and Cuttlebones As Tile ComponentDocument9 pagesFish Scales and Cuttlebones As Tile ComponentRezlynNo ratings yet