You might also like
- MWG Production OutBound License 10.30.09Document4 pagesMWG Production OutBound License 10.30.09EmilyKathrynSchmidNo ratings yet
- AK-1700-0079 DeltaV v14.3 Release Notes PDFDocument140 pagesAK-1700-0079 DeltaV v14.3 Release Notes PDFluis may0% (1)
- Clients Class Workbook v5.1 CBTDocument192 pagesClients Class Workbook v5.1 CBTmich0pNo ratings yet
- Motor Marino 12v-149 Turbo Intercoller ..Document5 pagesMotor Marino 12v-149 Turbo Intercoller ..luis_may22No ratings yet
- Intel (R) IMSS User GuideDocument35 pagesIntel (R) IMSS User Guideluis_may22No ratings yet
- DeltaV Power Grounding Manual April 2018 PDFDocument190 pagesDeltaV Power Grounding Manual April 2018 PDFLuke Renz100% (1)
- MWG Production OutBound License 10.30.09Document4 pagesMWG Production OutBound License 10.30.09EmilyKathrynSchmidNo ratings yet
- Clients Class Workbook v5.1 CBTDocument192 pagesClients Class Workbook v5.1 CBTmich0pNo ratings yet
- AspenONE V9 Unattended Install HelpDocument5 pagesAspenONE V9 Unattended Install HelpAdelina SimionNo ratings yet
- 200409K70Beacon DerrameIncendio PDFDocument1 page200409K70Beacon DerrameIncendio PDFluis_may22No ratings yet
- Primus Green Energy Gasoline Brochure 2Document8 pagesPrimus Green Energy Gasoline Brochure 2luis_may22No ratings yet
- 2003-06 Beacon-SDocument1 page2003-06 Beacon-SMoh HouariNo ratings yet
- Working in Hot Weather - Jun 8 16Document1 pageWorking in Hot Weather - Jun 8 16luis_may22No ratings yet
- PI Exercises PB en 4.0-GsDocument30 pagesPI Exercises PB en 4.0-GsInformationEmissaryNo ratings yet
- MecanicaDocument82 pagesMecanicaluis_may22No ratings yet
- Fundamental PI Instruction ManualDocument18 pagesFundamental PI Instruction ManualAmin Hasan AminNo ratings yet
- Clients Class Workbook v5.1 CBTDocument192 pagesClients Class Workbook v5.1 CBTmich0pNo ratings yet
- Fundamental PI Instruction ManualDocument18 pagesFundamental PI Instruction ManualAmin Hasan AminNo ratings yet
- License deDocument20 pagesLicense deluis_may22No ratings yet
- Linear Thermal Expansion of Solid Materials With A Vitreous Silica DilatometerDocument7 pagesLinear Thermal Expansion of Solid Materials With A Vitreous Silica Dilatometerluis_may22No ratings yet
- Auto Upload ToolV9 InstDocument39 pagesAuto Upload ToolV9 Instluis_may22No ratings yet
- Sample: Lenel Onguard OpenwebservicesDocument1 pageSample: Lenel Onguard Openwebservicesluis_may22No ratings yet
- E 122 Rteymi1sruqDocument7 pagesE 122 Rteymi1sruqluis_may22No ratings yet
- AspenONE V9 Unattended Install HelpDocument5 pagesAspenONE V9 Unattended Install HelpAdelina SimionNo ratings yet
- Din en 15860 2008-09Document49 pagesDin en 15860 2008-09luis_may22No ratings yet
- D 4356 Â " 84 R02 RDQZNTY - PDFDocument13 pagesD 4356 Â " 84 R02 RDQZNTY - PDFluis_may22No ratings yet
- ASTM E 11-01 Standard Specification For Wire Cloth and Sieves For Testing PurposesDocument5 pagesASTM E 11-01 Standard Specification For Wire Cloth and Sieves For Testing PurposesPablo Antonio Valcárcel VargasNo ratings yet
- aspenONE V9-Rel PDFDocument11 pagesaspenONE V9-Rel PDFluis_may22No ratings yet
- AspenONE V9 Unattended Install HelpDocument5 pagesAspenONE V9 Unattended Install HelpAdelina SimionNo ratings yet
- B36B36M01Document6 pagesB36B36M01luis_may22No ratings yet
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Lesson PlanDocument11 pagesLesson PlanKim Gabrielle Del PuertoNo ratings yet
- AbstractDocument1 pageAbstractJignesh PrajapatiNo ratings yet
- Grieving The Loss of A Life You WantedDocument11 pagesGrieving The Loss of A Life You WantedNiftyNo ratings yet
- Fashion Design and Product DevelopmentDocument6 pagesFashion Design and Product DevelopmentYona Tasya AzizieNo ratings yet
- Cultural Competence Refers To An Ability To Interact Effectively With People of Different CulturesDocument5 pagesCultural Competence Refers To An Ability To Interact Effectively With People of Different CulturesKim EliotNo ratings yet
- ch1 ProbsDocument8 pagesch1 ProbsEkrem GüldesteNo ratings yet
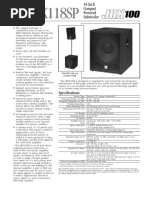
- JRX118SP SpecsheetDocument2 pagesJRX118SP SpecsheetLuisNo ratings yet
- GNDU Contract Jobs 2013 Advertisement PDFDocument8 pagesGNDU Contract Jobs 2013 Advertisement PDFAnonymous zwCV8ZNo ratings yet
- Pepperdine Resume Ico William Kong Updated BDocument1 pagePepperdine Resume Ico William Kong Updated Bapi-278946246No ratings yet
- 1xEV RF Optimization Guidelines R24Document83 pages1xEV RF Optimization Guidelines R24lady_sNo ratings yet
- Chapter 1 Philosophical Perspective of The SelfDocument64 pagesChapter 1 Philosophical Perspective of The SelfSUSHI CASPENo ratings yet
- De Cuong On Thi HK2 Tieng Anh 10Document5 pagesDe Cuong On Thi HK2 Tieng Anh 10hoangtouri2512No ratings yet
- 1-Perceived Threat of Covid-19 and T.I (Reference Article)Document10 pages1-Perceived Threat of Covid-19 and T.I (Reference Article)Hassan NadeemNo ratings yet
- IEC Certification Kit: Model-Based Design For EN 50128Document31 pagesIEC Certification Kit: Model-Based Design For EN 50128Ícaro VianaNo ratings yet
- Iso 6336 5 2016Document54 pagesIso 6336 5 2016Кирилл100% (2)
- STEEL STRUCTURES KHARGHAR SKYWALK AND NIFT INSTITUTE Ms PPT 2007Document30 pagesSTEEL STRUCTURES KHARGHAR SKYWALK AND NIFT INSTITUTE Ms PPT 2007Harsh chhedaNo ratings yet
- UntitledDocument44 pagesUntitledFrancesco TauroNo ratings yet
- Mody M100T 50 60Document2 pagesMody M100T 50 60NAHASALI11No ratings yet
- English Is The Window To The World. MimieDocument2 pagesEnglish Is The Window To The World. MimieFARAH NADIANo ratings yet
- Uniden Bearcat Scanner BC365CRS Owners ManualDocument32 pagesUniden Bearcat Scanner BC365CRS Owners ManualBenjamin DoverNo ratings yet
- Binary Arithmetic Operations: Prof. R.Ezhilarasie Assistant Professor School of Computing SASTRA Deemed To Be UniversityDocument26 pagesBinary Arithmetic Operations: Prof. R.Ezhilarasie Assistant Professor School of Computing SASTRA Deemed To Be UniversityEzhil RamanathanNo ratings yet
- CSR of Pidilite PDFDocument2 pagesCSR of Pidilite PDFtarang keraiNo ratings yet
- Centennial Tower Promotion 1Document10 pagesCentennial Tower Promotion 1madeNo ratings yet
- Werling Optimal Trajectory Generationfor Dynamic Street Scenariosina Frenet FrameDocument8 pagesWerling Optimal Trajectory Generationfor Dynamic Street Scenariosina Frenet FramehugoNo ratings yet
- Intro To RMAN-10g-okDocument41 pagesIntro To RMAN-10g-okAnbao ChengNo ratings yet
- Important Questions - BlockchainDocument1 pageImportant Questions - BlockchainHarsh Varshney100% (1)
- Resume MullinsDocument4 pagesResume Mullinsapi-236735643No ratings yet
- Srinivasa Ramanujan Institute of TechnologyDocument2 pagesSrinivasa Ramanujan Institute of TechnologyPandu RangareddyNo ratings yet