You might also like
- Las seis grandes pérdidas de la producciónDocument6 pagesLas seis grandes pérdidas de la producciónValeria Fernanda Castro MedinaNo ratings yet
- 16 Perdidas e Indices de MttoDocument10 pages16 Perdidas e Indices de MttoRodriguez Millan100% (1)
- Caracteristicas de Las 6 Grandes PerdidasDocument4 pagesCaracteristicas de Las 6 Grandes PerdidasblancaNo ratings yet
- Investigacion MPTDocument9 pagesInvestigacion MPTJorge Martínez BarriosNo ratings yet
- Sistemas de Mantenimiento Productivo Total TPMDocument16 pagesSistemas de Mantenimiento Productivo Total TPMMiguel Ángel Rosas GalindoNo ratings yet
- PerdidasDocument11 pagesPerdidasWenceslao Galvan GuzmanNo ratings yet
- Unidad 4 y 5 MantenimientoDocument13 pagesUnidad 4 y 5 MantenimientoMitzury Sanz100% (2)
- Las 6 Grandes PérdidasDocument78 pagesLas 6 Grandes PérdidasFernando Paez MendizabalNo ratings yet
- Adm 2022-1 Equipo2 Unidad-4Document15 pagesAdm 2022-1 Equipo2 Unidad-4Israel Arenas IslasNo ratings yet
- Sistemas de mantenimiento productivo total (MPTDocument28 pagesSistemas de mantenimiento productivo total (MPTLuz Gabriela Romo ManzanoNo ratings yet
- Unidad 7 Tecnicas y Folosofias de Mantenimiento (TPM y RCM)Document69 pagesUnidad 7 Tecnicas y Folosofias de Mantenimiento (TPM y RCM)Nicholas SmithNo ratings yet
- 6 Grandes Perdidas en Procesos de ManufacturaDocument4 pages6 Grandes Perdidas en Procesos de ManufacturaJulio RodríguezNo ratings yet
- Introducción MPTDocument4 pagesIntroducción MPTNatalie Ticona Peralta100% (1)
- OEE - Optimizacion de La Produccion 2222Document4 pagesOEE - Optimizacion de La Produccion 2222Stalyn CedeñoNo ratings yet
- Qué Es El OEEDocument15 pagesQué Es El OEEGrupo ZarattiniNo ratings yet
- Las 6 Grandes PerdidasDocument9 pagesLas 6 Grandes PerdidasPEDRO ALEJANDRO RODRIGUEZ SANTIAGONo ratings yet
- Tpm-Determinación de Los Tiempos Que Intervienen en El RendimientoDocument41 pagesTpm-Determinación de Los Tiempos Que Intervienen en El Rendimientoluism921100% (1)
- Las Seis Grandes PérdidasDocument8 pagesLas Seis Grandes PérdidasCharlie Prado100% (1)
- Control y Analisis de Perdidas de TiempoDocument17 pagesControl y Analisis de Perdidas de TiempoCarlos Ramos GomezNo ratings yet
- Sistemas de Mantenimiento Productivo-Equipo 2Document79 pagesSistemas de Mantenimiento Productivo-Equipo 2Alejandra MtNo ratings yet
- Medición Del OEE en La Industria de Autopartes PDFDocument7 pagesMedición Del OEE en La Industria de Autopartes PDFIsmael Romero BeltranNo ratings yet
- Introduccion La Segunda Revolucion IndustrialDocument28 pagesIntroduccion La Segunda Revolucion IndustrialsitrudyNo ratings yet
- 1° Pregunta Tarea 03 TPMDocument8 pages1° Pregunta Tarea 03 TPMjose antonio roman gutierrez0% (1)
- TPM Mandos MediosDocument156 pagesTPM Mandos MediosJefferson Vargas Bellido100% (1)
- TPM filosofíaDocument6 pagesTPM filosofíazoedonaji100% (1)
- 4.1, 4.2 Unidad 4Document18 pages4.1, 4.2 Unidad 4Miguel Papel Mache PapeleríaNo ratings yet
- Informe Modelo TPMDocument8 pagesInforme Modelo TPMCristina GonzálezNo ratings yet
- EnsayoDocument3 pagesEnsayoMariana VazquezNo ratings yet
- 6 Grandes PerdidasDocument4 pages6 Grandes PerdidasIvan MaldonadoNo ratings yet
- 6 Grandes PerdidasDocument8 pages6 Grandes PerdidasHilary TrejoNo ratings yet
- 6 grandes pérdidas TPMDocument5 pages6 grandes pérdidas TPMJavier ArceNo ratings yet
- Actividad 1 Unidad 4 Utrera Carrasco AaronDocument10 pagesActividad 1 Unidad 4 Utrera Carrasco Aaron218n0592No ratings yet
- Las Seis Grandes PerdidasDocument12 pagesLas Seis Grandes PerdidasLuz Gabriela Romo ManzanoNo ratings yet
- OEE ResumenDocument4 pagesOEE ResumenAlex Alvino GranadosNo ratings yet
- Inv. ReneDocument28 pagesInv. ReneCASANDRA PEÑANo ratings yet
- 14 Oscar Carrasco Medición en tiempo real del OEEDocument16 pages14 Oscar Carrasco Medición en tiempo real del OEEfredyNo ratings yet
- Unidad 4Document5 pagesUnidad 4Cesar PalacioNo ratings yet
- Las 6 grandes perdidas del MPTDocument18 pagesLas 6 grandes perdidas del MPTDidier Castillo0% (1)
- Mantenimiento Productivo TotalDocument76 pagesMantenimiento Productivo TotalJONATHAN URIEL LOPEZ PAZNo ratings yet
- Las Seis Grandes PerdidasDocument3 pagesLas Seis Grandes PerdidasPablo CastilloNo ratings yet
- MTO.A-4.2-Reyes Vazquez Damaris Yamilet-Agrupación6GrandesPerdidasDocument3 pagesMTO.A-4.2-Reyes Vazquez Damaris Yamilet-Agrupación6GrandesPerdidasDV ReyesNo ratings yet
- Tarea 3 Grupo 1Document9 pagesTarea 3 Grupo 1jose antonio roman gutierrezNo ratings yet
- Opl OeeDocument1 pageOpl OeeemersonmarquezveNo ratings yet
- Las Seis Grandes PérdidasDocument3 pagesLas Seis Grandes PérdidasLiliana TovarNo ratings yet
- JhaneDocument7 pagesJhaneYanet FernandezNo ratings yet
- Resumen OEEDocument4 pagesResumen OEEGustavo NorambuenaNo ratings yet
- Ef9 - Investigación Documental TRLCDocument7 pagesEf9 - Investigación Documental TRLCEdith RuizNo ratings yet
- 4.2 Las-6-Grandes-PerdidasDocument12 pages4.2 Las-6-Grandes-PerdidasAlejandro HernandezNo ratings yet
- Mantenimiento IntegralDocument20 pagesMantenimiento IntegralJavier Iván Baltazar GalánNo ratings yet
- 23/03/2024 Ing. Jorge E. Gamarra Tolentino 1Document18 pages23/03/2024 Ing. Jorge E. Gamarra Tolentino 1crisfe839No ratings yet
- Parte 2Document34 pagesParte 2Jacqueline Orozco HernandezNo ratings yet
- 4.2 Las 6 Grandes PerdidasDocument2 pages4.2 Las 6 Grandes PerdidasAlvaro Solano GutierrezNo ratings yet
- Las Seis Grandes Pérdidas en El Proceso de ProducciónDocument5 pagesLas Seis Grandes Pérdidas en El Proceso de ProducciónBryan ShavershianNo ratings yet
- Modulo IiiDocument22 pagesModulo IiiJuan Ramirez JrNo ratings yet
- 3.2 Las 6 Grandes PerdidasDocument17 pages3.2 Las 6 Grandes PerdidasNeo Hernandez Lopez100% (1)
- Las Seis Grandes PerdidasDocument9 pagesLas Seis Grandes PerdidasMelissaNo ratings yet
- Actividad 4 MtoDocument6 pagesActividad 4 MtoJairo ArgumedoNo ratings yet
- Las Seis Grandes PérdidasDocument3 pagesLas Seis Grandes PérdidasKatyta RubioNo ratings yet
- UF2244 - Mantenimiento correctivo de electrodomésticos de gama industrialFrom EverandUF2244 - Mantenimiento correctivo de electrodomésticos de gama industrialRating: 1 out of 5 stars1/5 (1)
- Cálculo de costes en procesos de mecanizado por corte y conformado. FMEH0209From EverandCálculo de costes en procesos de mecanizado por corte y conformado. FMEH0209Rating: 5 out of 5 stars5/5 (1)
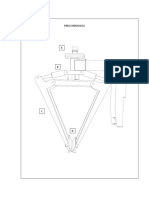
- Pinza HidraulicaDocument5 pagesPinza HidraulicaDarren DurandNo ratings yet
- Calculo de RodamientosDocument6 pagesCalculo de RodamientosDarren DurandNo ratings yet
- Informe de Cambio de Cadena y Piñon Del Alimentador Primario de TierraDocument2 pagesInforme de Cambio de Cadena y Piñon Del Alimentador Primario de TierraDarren DurandNo ratings yet
- Control SoldaduraDocument2 pagesControl SoldaduraDarren DurandNo ratings yet
- Problemas Resueltos 2Document5 pagesProblemas Resueltos 2Darren DurandNo ratings yet
- g.050 Seguridad Durante La ConstruccionDocument86 pagesg.050 Seguridad Durante La ConstruccionPaul Christian Rojas Flores100% (2)
- TornoDocument2 pagesTornoDarren DurandNo ratings yet
- Mantenimiento PreventivoDocument2 pagesMantenimiento PreventivoDarren DurandNo ratings yet
- Cambio de Aceite de Grua HidraulicaDocument2 pagesCambio de Aceite de Grua HidraulicaDarren DurandNo ratings yet
- F-gth-112-07 Registro de Induccion en Salud OcuapacionalDocument1 pageF-gth-112-07 Registro de Induccion en Salud OcuapacionalGerardo A. NavarreteNo ratings yet
- Problemas Resueltos 2Document5 pagesProblemas Resueltos 2Darren DurandNo ratings yet
- Corte Con HerramientaDocument2 pagesCorte Con HerramientaDarren DurandNo ratings yet
- Apendice CDocument9 pagesApendice CSergio AlexanderNo ratings yet
- Problemas Resueltos 2Document5 pagesProblemas Resueltos 2Darren DurandNo ratings yet
- Flujo IsoentroDocument10 pagesFlujo IsoentroDarren DurandNo ratings yet
- Magnetismo PDFDocument30 pagesMagnetismo PDFdionisosteoNo ratings yet
- Cap IV Toxicidad de Los Mci y Su ReducciónDocument12 pagesCap IV Toxicidad de Los Mci y Su ReducciónDarren DurandNo ratings yet
- Technical Guide No 7Document40 pagesTechnical Guide No 7177393No ratings yet
- Caratula 5Document1 pageCaratula 5Darren DurandNo ratings yet
- Contador BCD 7 segmentosDocument10 pagesContador BCD 7 segmentosDarren DurandNo ratings yet
- Corte Con HerramientaDocument2 pagesCorte Con HerramientaDarren DurandNo ratings yet
- Reconocimiento de Las Partes de Un MotorDocument8 pagesReconocimiento de Las Partes de Un MotorDarren DurandNo ratings yet
- Potencia y consumo de combustible en motores de combustión internaDocument149 pagesPotencia y consumo de combustible en motores de combustión internafrankcandoNo ratings yet
- Calculo para ConductoresDocument8 pagesCalculo para ConductoresDarren DurandNo ratings yet
- 134869Document205 pages134869Darren Durand0% (1)
- Visita técnica FlavisurDocument2 pagesVisita técnica FlavisurDarren DurandNo ratings yet
- CojinetesDocument21 pagesCojinetesDarren DurandNo ratings yet
- Analisis de Modo y Efecto de Falla (Document29 pagesAnalisis de Modo y Efecto de Falla (Darren DurandNo ratings yet
- Mantenimiento Cap 6Document10 pagesMantenimiento Cap 6Darren DurandNo ratings yet
- Acta Comite de CreditoDocument2 pagesActa Comite de Creditofabianlfb100% (1)
- Empresas Que Ratifican A Aducarga Como La Mejor en El RamoDocument6 pagesEmpresas Que Ratifican A Aducarga Como La Mejor en El RamoCarlos Luis Michel FumeroNo ratings yet
- Caso Disney ParisDocument10 pagesCaso Disney ParisPakoVargas100% (1)
- Como Calcular El Precio de Venta de Un ProductoDocument6 pagesComo Calcular El Precio de Venta de Un ProductoJorge Andres JamgNo ratings yet
- Caso de Estudio - ALKODocument3 pagesCaso de Estudio - ALKOluztvvNo ratings yet
- Paso 2Document13 pagesPaso 2luis lujanNo ratings yet
- Evolución de La Mercadotecnia GlobalDocument4 pagesEvolución de La Mercadotecnia GlobalFrank Guerrero100% (1)
- Mermatex - Distribución en PlantaDocument19 pagesMermatex - Distribución en PlantaFannyReynosoNo ratings yet
- Manual de Funciones Planta de ChocolatesDocument5 pagesManual de Funciones Planta de ChocolatesCamilo restrepo vargas67% (3)
- Resumen Caso Hotel PortmanDocument8 pagesResumen Caso Hotel PortmanRodSab RodSab50% (2)
- Ejercicio Costeo Directo Sin Goteras 2013Document2 pagesEjercicio Costeo Directo Sin Goteras 2013Alan AquinoNo ratings yet
- Pagos facturas cuenta 100002581649Document11 pagesPagos facturas cuenta 100002581649Ismael JesusNo ratings yet
- Ejercicio de LogísticaDocument3 pagesEjercicio de LogísticaJonyJmf50% (4)
- CASO 4 Supermercados El ReyDocument11 pagesCASO 4 Supermercados El ReyMiguel InfantesNo ratings yet
- Produccion en La Empresa TtcaDocument8 pagesProduccion en La Empresa TtcaDante ValenzuelaNo ratings yet
- Infor Practicas Pre Profesionales 2015Document63 pagesInfor Practicas Pre Profesionales 2015Anonymous VP5DwconMNo ratings yet
- Alianzas y Estructura de CostosDocument6 pagesAlianzas y Estructura de CostosMiguelNo ratings yet
- Gabriel Becerra Tarea S8Document12 pagesGabriel Becerra Tarea S8Gabriel BecerraNo ratings yet
- Trabajo Final SenatiDocument12 pagesTrabajo Final SenatiNohely Bayona Vilchez0% (1)
- Formulario Cambio Titular SImyoDocument2 pagesFormulario Cambio Titular SImyoJorge Manuel Perez RodriguezNo ratings yet
- La Empresa y Su Organización: Con Esta Unidad Aprenderás ADocument37 pagesLa Empresa y Su Organización: Con Esta Unidad Aprenderás ADaniela Ximena Gonzales VillanuevaNo ratings yet
- Tarea 7 Estrategias de MarketingDocument8 pagesTarea 7 Estrategias de MarketingJuan SánchezNo ratings yet
- ENTREVISTA Michael Scherb, General Partner y Fundador de Appian Capital Advisory / Diario Gestion (3-02-2014) - Pág 14.Document1 pageENTREVISTA Michael Scherb, General Partner y Fundador de Appian Capital Advisory / Diario Gestion (3-02-2014) - Pág 14.Superintendencia del Mercado de ValoresNo ratings yet
- Cto. 006Document3 pagesCto. 006Andrés Gómez SánchezNo ratings yet
- Revisión Sistema Gestión Calidad tiene y resume de manera concisa el contenido del documento, que trata sobre la revisión por la dirección de un Sistema de Gestión de la CalidadDocument3 pagesRevisión Sistema Gestión Calidad tiene y resume de manera concisa el contenido del documento, que trata sobre la revisión por la dirección de un Sistema de Gestión de la CalidadFabricio Venegas100% (1)
- El Punto de Equilibrio en Varias Lineas de ProduccionDocument5 pagesEl Punto de Equilibrio en Varias Lineas de ProduccionJames Brañez GonzalesNo ratings yet
- Graficos Presentacion de HPCM ValvulasDocument20 pagesGraficos Presentacion de HPCM ValvulasamunozescobarNo ratings yet
- Ajuste alzado modalidadDocument2 pagesAjuste alzado modalidadhectorNo ratings yet
- Origen y significado de Poka-YokeDocument2 pagesOrigen y significado de Poka-Yokediego lopezNo ratings yet
- FR Age 501 1 Recaudos para Sol. Credimóvil Persona Jurídica Modo de CompatibilidadDocument1 pageFR Age 501 1 Recaudos para Sol. Credimóvil Persona Jurídica Modo de CompatibilidadJuanPQuinteroTNo ratings yet