You might also like
- Optigal’s Q & A for the CLRE: Contact Lens Registry Exam Questions Basic Certification - NCLEFrom EverandOptigal’s Q & A for the CLRE: Contact Lens Registry Exam Questions Basic Certification - NCLENo ratings yet
- Ara 2012Document5 pagesAra 2012pavan_03No ratings yet
- 9 PDSDocument2 pages9 PDS전상문No ratings yet
- Araldite 2011Document2 pagesAraldite 2011nrd9771No ratings yet
- Araldite Ly564 Aradur 2954.PDF ResinDocument5 pagesAraldite Ly564 Aradur 2954.PDF ResinAbdul Hakim AbdullahNo ratings yet
- Steelmaster 1200WF TDSDocument4 pagesSteelmaster 1200WF TDSSatish VishnubhotlaNo ratings yet
- Epofine 138 - Finehard 998Document3 pagesEpofine 138 - Finehard 998Karishma PrabhuNo ratings yet
- Araldite 252Document4 pagesAraldite 252HectorNo ratings yet
- Acothane Twin Pack: Product DescriptionDocument3 pagesAcothane Twin Pack: Product DescriptionpazhanivelmuruganNo ratings yet
- Loctite 592™: % of Initial Strength Environment °C 720 HDocument2 pagesLoctite 592™: % of Initial Strength Environment °C 720 HAndy ChongNo ratings yet
- Penguard Primer Datasheet " Azadjotun"Document3 pagesPenguard Primer Datasheet " Azadjotun"AzadAhmadNo ratings yet
- Penguard Express ZPDocument5 pagesPenguard Express ZPMustafa Al-YasseriNo ratings yet
- 0091 Amercoat 91 PDS May 08Document2 pages0091 Amercoat 91 PDS May 08donaldoguerreroNo ratings yet
- 2510Document2 pages2510Angie BelmonteNo ratings yet
- Araldite Kit K134: Araldite Kit K134 Part A 100 PBW Araldite Kit K134 Part B 40 PBWDocument5 pagesAraldite Kit K134: Araldite Kit K134 Part A 100 PBW Araldite Kit K134 Part B 40 PBWVaibhav GuptaNo ratings yet
- Steel Master 1200 WFDocument4 pagesSteel Master 1200 WFshameelNo ratings yet
- TDS 2280 Penguard+FC Euk GB PDFDocument5 pagesTDS 2280 Penguard+FC Euk GB PDFRyukiNo ratings yet
- Thermaline 450 PDFDocument2 pagesThermaline 450 PDFNageswara Rao BavisettyNo ratings yet
- Barrier 80Document5 pagesBarrier 80adeoye_okunoyeNo ratings yet
- Loctite 567Document3 pagesLoctite 567Nandani MangaleeNo ratings yet
- Pds Hempadur Glass Flake 35851 En-GbDocument2 pagesPds Hempadur Glass Flake 35851 En-GbIlham NugrohoNo ratings yet
- Xylan 80-018-g6706 Black - BeDocument2 pagesXylan 80-018-g6706 Black - BeSYED MAZHARNo ratings yet
- Penguard Topcoat (Azad)Document4 pagesPenguard Topcoat (Azad)Anonymous f1NlMPnNo ratings yet
- Araldite 2022Document6 pagesAraldite 20228612106535No ratings yet
- Hempalin Danrex 52360 52360 En-GbDocument2 pagesHempalin Danrex 52360 52360 En-GbasxceNo ratings yet
- Hempadur 15570 15570 En-GbDocument2 pagesHempadur 15570 15570 En-GbgabyorNo ratings yet
- Primastic UniversalDocument5 pagesPrimastic UniversalaleventNo ratings yet
- Dion FR 7721-00Document3 pagesDion FR 7721-00Vasu DevanNo ratings yet
- Araldite MY 0816 Eur eDocument3 pagesAraldite MY 0816 Eur euzzy2No ratings yet
- Araldite 3112 US eDocument4 pagesAraldite 3112 US ebinodNo ratings yet
- HU Araldite Standard Eur eDocument3 pagesHU Araldite Standard Eur eMauro S CabralNo ratings yet
- Epofine 4859 - Finehard 4859Document3 pagesEpofine 4859 - Finehard 4859Karishma PrabhuNo ratings yet
- G4258 Silver - Pds-EnDocument3 pagesG4258 Silver - Pds-EnuraliNo ratings yet
- ACP-2017-01-04.lampiran Tds Alkydprimer PDFDocument5 pagesACP-2017-01-04.lampiran Tds Alkydprimer PDFBayumi Tirta JayaNo ratings yet
- TDS Jotun PionerDocument4 pagesTDS Jotun PionerBudi UtomoNo ratings yet
- Acrylic Plaster PrimerDocument3 pagesAcrylic Plaster Primerapi-302611547No ratings yet
- Sigmaguard 720Document4 pagesSigmaguard 720Danny DurhamNo ratings yet
- RF-9801 Lamination Adhesive For Soft PackageDocument4 pagesRF-9801 Lamination Adhesive For Soft PackageWasif AzimNo ratings yet
- Sila Tech RD TdsDocument2 pagesSila Tech RD TdsChemicalProgrammerNo ratings yet
- Intercare 123Document4 pagesIntercare 123Trịnh Minh KhoaNo ratings yet
- Polyurethane Topcoat: Product Description Technical DataDocument2 pagesPolyurethane Topcoat: Product Description Technical DataRoohian AliNo ratings yet
- PR 1440 M Class B - Tds - LJF - SilmidDocument3 pagesPR 1440 M Class B - Tds - LJF - Silmidadip1971890No ratings yet
- LY556 Ar5021 XB3403 XB3471 EDocument6 pagesLY556 Ar5021 XB3403 XB3471 EJoão Korrodi SottomayorNo ratings yet
- (Painting) Jotamastic 87Document5 pages(Painting) Jotamastic 87Mohd FadliNo ratings yet
- Hysol Ea 934naDocument4 pagesHysol Ea 934naMr. OfflineNo ratings yet
- Product Data: HEMPADUR 37620Document2 pagesProduct Data: HEMPADUR 37620Juanda Mardohar Dantec SitompulNo ratings yet
- Hempel - Hempadur Multi-Strength 45753 (Cold Climate)Document3 pagesHempel - Hempadur Multi-Strength 45753 (Cold Climate)CallumWoodwardNo ratings yet
- SC 320Document2 pagesSC 320bweimar2No ratings yet
- Intertherm 838Document4 pagesIntertherm 838Ashta VakrNo ratings yet
- Penguard Primer PDFDocument4 pagesPenguard Primer PDFheri_prasetyadi7715No ratings yet
- VINNAPAS DP 600 en 2020.12.02Document3 pagesVINNAPAS DP 600 en 2020.12.02lulu.grstNo ratings yet
- Pds Hempadur Primer 15300 En-GbDocument2 pagesPds Hempadur Primer 15300 En-Gbdkdkdkdkdkdk_No ratings yet
- Aradur 2975Document4 pagesAradur 2975RicardoNo ratings yet
- Carboguard 703 GFDocument2 pagesCarboguard 703 GFlhanx2100% (2)
- Crestomer, Adhesivo Estructural de Alta ResistenciaDocument3 pagesCrestomer, Adhesivo Estructural de Alta ResistenciaTommy VargasNo ratings yet
- Interclene 5170: Controlled Depletion Polymer AntifoulingDocument4 pagesInterclene 5170: Controlled Depletion Polymer AntifoulingTrịnh Minh KhoaNo ratings yet
- Pds Hempadur 15130 - 2014Document3 pagesPds Hempadur 15130 - 2014walesh_vx5No ratings yet
- Modeling, Control, and Optimization of Natural Gas Processing PlantsFrom EverandModeling, Control, and Optimization of Natural Gas Processing PlantsRating: 5 out of 5 stars5/5 (1)
- Creative Resin: Easy techniques for contemporary resin artFrom EverandCreative Resin: Easy techniques for contemporary resin artNo ratings yet
- Musso Service ManualDocument216 pagesMusso Service ManualLarry AquinoNo ratings yet
- Don't Let Your Headshot Prevent You From Getting Ahead.: A How-To Guide To Making A High-Quality HeadshotDocument15 pagesDon't Let Your Headshot Prevent You From Getting Ahead.: A How-To Guide To Making A High-Quality Headshotmarton891No ratings yet
- Neverwas Excerpt by Kelly Moore, Tucker Reed & Larkin ReedDocument7 pagesNeverwas Excerpt by Kelly Moore, Tucker Reed & Larkin Reedevenstar818No ratings yet
- Women and The Islamic Veil - Deconstructing Implications of Orientalism, State, and Feminism Through An Understanding of Performativity, Cultivation of Piety and Identity, andDocument73 pagesWomen and The Islamic Veil - Deconstructing Implications of Orientalism, State, and Feminism Through An Understanding of Performativity, Cultivation of Piety and Identity, andHamza SaidiNo ratings yet
- XxaagreusDocument3 pagesXxaagreusJeremy MNo ratings yet
- Wim Hof InterviewDocument7 pagesWim Hof InterviewMacak50% (2)
- Snagging Sample FormatDocument3 pagesSnagging Sample FormatmykzboNo ratings yet
- Proof of Work CSM - Mansi Goswami 2Document26 pagesProof of Work CSM - Mansi Goswami 2Sandeep SharmaNo ratings yet
- Miele Washing Machine IFUDocument84 pagesMiele Washing Machine IFUStomatološka ordinacija Dr RaleNo ratings yet
- Bloom Silver-Water PDFDocument5 pagesBloom Silver-Water PDFrpgmakrNo ratings yet
- Monster FeetDocument5 pagesMonster FeetBarbara Palmer0% (2)
- Full Download Test Bank For International Management Culture Strategy and Behavior 10th Edition Fred Luthans Jonathan Doh PDF Full ChapterDocument33 pagesFull Download Test Bank For International Management Culture Strategy and Behavior 10th Edition Fred Luthans Jonathan Doh PDF Full Chapterrusmaactinalf9bf5j100% (15)
- Watson Marlow Bredal SPX PumpsDocument12 pagesWatson Marlow Bredal SPX PumpsCesar Armando Hernandez ViteNo ratings yet
- Punch Needle EmbroideryDocument4 pagesPunch Needle EmbroiderysamsonadebogaNo ratings yet
- Catalog: 6000+ Sublimation ProductsDocument152 pagesCatalog: 6000+ Sublimation ProductsJosé GonzálezNo ratings yet
- MoraHernandez Gonzalo MO7S1AI1 WORDDocument3 pagesMoraHernandez Gonzalo MO7S1AI1 WORDJesus Antonio Lopez LoyaNo ratings yet
- EsquireDocument130 pagesEsquireamondal2No ratings yet
- Test cls.5 Theres A Huge GardenDocument1 pageTest cls.5 Theres A Huge GardenCristina RusuNo ratings yet
- Beyond The Corbusian Cult - Reflections On Chandigarh's Capitol - Features - PlanetizenDocument4 pagesBeyond The Corbusian Cult - Reflections On Chandigarh's Capitol - Features - PlanetizenDipayan BhowmikNo ratings yet
- Joseph and His Brothers ScriptDocument13 pagesJoseph and His Brothers ScriptElyza Reinne Manongsong100% (1)
- 1 New Manor House SchoolDocument55 pages1 New Manor House SchoolHazem Hesham FaroukNo ratings yet
- Tapping Her Billionaires Bad B - Max MonroeDocument86 pagesTapping Her Billionaires Bad B - Max MonroeMisa Larisa100% (7)
- 1 Le Tabac Vert Green TobaccoDocument23 pages1 Le Tabac Vert Green Tobaccoecriture67% (3)
- Document Ns 50 Part BookDocument5 pagesDocument Ns 50 Part BookAchini MaheshikaNo ratings yet
- Laboratory Orientation ChecklistDocument2 pagesLaboratory Orientation ChecklistRanaZahid Latif100% (1)
- Garments Accessories TrimsDocument42 pagesGarments Accessories TrimsAbulHasanNo ratings yet
- Charlotte Bronte - Jane Eyre PDFDocument499 pagesCharlotte Bronte - Jane Eyre PDFAayushi JindalNo ratings yet
- Organiztional ChartDocument1 pageOrganiztional ChartahsansNo ratings yet
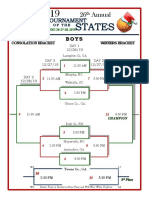
- 2019-20 Bos Boys and Girls BracketsDocument2 pages2019-20 Bos Boys and Girls Bracketsapi-181954481No ratings yet
- DDocument279 pagesDAneuk Agam JinoeNo ratings yet