You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (345)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Acoustic Phonetics PDFDocument82 pagesAcoustic Phonetics PDFAnonymous mOSDA2100% (2)
- 33 SriSriTadepalliShastryGaru 1Document4 pages33 SriSriTadepalliShastryGaru 1Kiran GopalanNo ratings yet
- Construction Companies in AlbaniaDocument17 pagesConstruction Companies in AlbaniaPacific HRNo ratings yet
- 765 p1+2+3 Guide Limta Mock 2022Document8 pages765 p1+2+3 Guide Limta Mock 2022Théophile MbameNo ratings yet
- PPP-B-676 e PDFDocument34 pagesPPP-B-676 e PDFffincher4203No ratings yet
- .... Applicant Versus: Cri. Appln. No. 4353/16 & Anr. 1Document11 pages.... Applicant Versus: Cri. Appln. No. 4353/16 & Anr. 1Manashree EngineerNo ratings yet
- Notes StressDocument4 pagesNotes StressRohitKalraNo ratings yet
- A General Strategy For The Synthesis of Reduced Graphene Oxide-Based CompositesDocument8 pagesA General Strategy For The Synthesis of Reduced Graphene Oxide-Based CompositesCristian Gonzáles OlórteguiNo ratings yet
- Cad, CamDocument16 pagesCad, CamRakhi Mol BVNo ratings yet
- Samuelson and Nordhaus ch22 PDFDocument30 pagesSamuelson and Nordhaus ch22 PDFVictor ManatadNo ratings yet
- Parker Valve Safety CrownDocument11 pagesParker Valve Safety Crownayman akrabNo ratings yet
- Recipes G.garvin Copy1 Scribd 5Document7 pagesRecipes G.garvin Copy1 Scribd 5Peggy Bracken StagnoNo ratings yet
- Origami Undergrad ThesisDocument63 pagesOrigami Undergrad ThesisEduardo MullerNo ratings yet
- Thesis On Population GeographyDocument6 pagesThesis On Population Geographyggzgpeikd100% (2)
- DRS Rev.0 GTP-TR1!01!002 Condensate RecyclingDocument4 pagesDRS Rev.0 GTP-TR1!01!002 Condensate RecyclingBalasubramanianNo ratings yet
- The Lower Parts of The Lock Stitch Sewing MachineDocument3 pagesThe Lower Parts of The Lock Stitch Sewing MachineHazelAnnCandelarioVitug20% (5)
- 1753-Article Text-39640-3-10-20220815Document9 pages1753-Article Text-39640-3-10-20220815Inah SaritaNo ratings yet
- 08 A330 Ata 35Document32 pages08 A330 Ata 35Owen100% (1)
- Parts PrecedentDocument252 pagesParts PrecedentOscar PinzonNo ratings yet
- Brewing With New Hop VarietiesDocument70 pagesBrewing With New Hop VarietiesFelipe BaronyNo ratings yet
- Oertel - Extracts From The Jāiminīya-Brāhma A and Upanishad-Brāhma A, Parallel To Passages of TheDocument20 pagesOertel - Extracts From The Jāiminīya-Brāhma A and Upanishad-Brāhma A, Parallel To Passages of Thespongebob2812No ratings yet
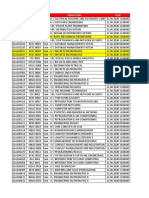
- Staff Code Subject Code Subject Data FromDocument36 pagesStaff Code Subject Code Subject Data FromPooja PathakNo ratings yet
- Naskah Soal PeroranganDocument16 pagesNaskah Soal PeroranganRiza FatimahNo ratings yet
- Black Mamba Vs Mongoose Vs King Cobra Vs Komodo Vs PhythonDocument44 pagesBlack Mamba Vs Mongoose Vs King Cobra Vs Komodo Vs PhythonmarcNo ratings yet
- Annual Syllabus Class 7 1Document3 pagesAnnual Syllabus Class 7 1Ni shNo ratings yet
- Steam Purity Considerations For New TurbinesDocument46 pagesSteam Purity Considerations For New Turbinesomertrik100% (1)
- An Overview of The IEEE Color BooksDocument6 pagesAn Overview of The IEEE Color BooksOhm666No ratings yet
- Yamaha rx-v395 v395rds htr-5130 5130rdsDocument55 pagesYamaha rx-v395 v395rds htr-5130 5130rdsdomino632776No ratings yet
- Product CatalogDocument4 pagesProduct CatalogpeejayjacintoNo ratings yet
- NumerologieDocument22 pagesNumerologieJared Powell100% (1)