You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- TEMI880&850 Manual (Eng)Document122 pagesTEMI880&850 Manual (Eng)Mihir PrajapatiNo ratings yet
- Income Tax Banggawan Chapter 10Document18 pagesIncome Tax Banggawan Chapter 10Earth Pirapat100% (5)
- Martinez Luis A MS-1 SNCRDocument186 pagesMartinez Luis A MS-1 SNCRerolterlemez_8075780No ratings yet
- Coco Calculator ControllerDocument5 pagesCoco Calculator Controllererolterlemez_8075780No ratings yet
- Fall2005 ChemsepDocument10 pagesFall2005 Chemseperolterlemez_8075780No ratings yet
- AIChEM 2013 FRIValveTrayModelDocument20 pagesAIChEM 2013 FRIValveTrayModelDucVikingNo ratings yet
- Eficiencia de O ConelDocument22 pagesEficiencia de O ConelErick MartinezNo ratings yet
- AIChEM 2013 FRIValveTrayModelDocument20 pagesAIChEM 2013 FRIValveTrayModelDucVikingNo ratings yet
- CSI Guidance For Reducing and Controlling Emissions of Mercury Compounds in The Cement IndustryDocument40 pagesCSI Guidance For Reducing and Controlling Emissions of Mercury Compounds in The Cement Industryerolterlemez_8075780No ratings yet
- Coco Startup 1Document12 pagesCoco Startup 1Fabio Alejandro MeloNo ratings yet
- PRANIR ProfileDocument14 pagesPRANIR ProfileManish VadanereNo ratings yet
- OTP Protocol PharmacistsDocument14 pagesOTP Protocol PharmacistsericNo ratings yet
- BA5411 ProjectGuidelines - 2020 PDFDocument46 pagesBA5411 ProjectGuidelines - 2020 PDFMonisha ReddyNo ratings yet
- 1.SITXWHS003 Student Assessment Tasks 1Document58 pages1.SITXWHS003 Student Assessment Tasks 1Yashaswi GhimireNo ratings yet
- List of TCP and UDP Port NumbersDocument44 pagesList of TCP and UDP Port NumbersElvis JavierNo ratings yet
- 20 X 70Document102 pages20 X 70MatAlengNo ratings yet
- SYKES - Telework Work Area AgreementDocument2 pagesSYKES - Telework Work Area AgreementFritz PrejeanNo ratings yet
- Legal DraftingDocument28 pagesLegal Draftingwadzievj100% (1)
- Good Quality Practices at NTPC KudgiDocument8 pagesGood Quality Practices at NTPC KudgisheelNo ratings yet
- Venezuela's Gold Heist - Ebus & MartinelliDocument18 pagesVenezuela's Gold Heist - Ebus & MartinelliBram EbusNo ratings yet
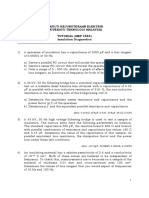
- Tutorial MEP1553 - Insulation DiagnosticsDocument4 pagesTutorial MEP1553 - Insulation DiagnosticsSharin Bin Ab GhaniNo ratings yet
- 1ST Term S1 Physics-1Document33 pages1ST Term S1 Physics-1onos arereNo ratings yet
- AccreditationDocument6 pagesAccreditationmyra delos santosNo ratings yet
- Validation TP APPO R12Document3 pagesValidation TP APPO R12Suman GopanolaNo ratings yet
- Windows XP, Vista, 7, 8, 10 MSDN Download (Untouched)Document5 pagesWindows XP, Vista, 7, 8, 10 MSDN Download (Untouched)Sheen QuintoNo ratings yet
- Law Clinic and Mooting DR DapaahDocument19 pagesLaw Clinic and Mooting DR DapaahGlennNo ratings yet
- Ps 6013 Geometric Dimensioning and Tolerancing Symbology Method, Usage and Definitions 2013-08-01 (G)Document18 pagesPs 6013 Geometric Dimensioning and Tolerancing Symbology Method, Usage and Definitions 2013-08-01 (G)maheshmbelgaviNo ratings yet
- Dislocations and StrenghteningDocument19 pagesDislocations and StrenghteningAmber WilliamsNo ratings yet
- Hyperion 2 PDFDocument1 pageHyperion 2 PDFAbhishek Gite100% (1)
- MBA CurriculumDocument93 pagesMBA CurriculumkaranNo ratings yet
- Data Sheet Speaker StrobeDocument4 pagesData Sheet Speaker StrobeAneesh ConstantineNo ratings yet
- Annex B Brochure Vector and ScorpionDocument4 pagesAnnex B Brochure Vector and ScorpionomarhanandehNo ratings yet
- IA1 - Mock AssessmentDocument3 pagesIA1 - Mock AssessmentMohammad Mokhtarul HaqueNo ratings yet
- 48 - 1997 SummerDocument42 pages48 - 1997 SummerLinda ZwaneNo ratings yet
- Nexys4-DDR RMDocument29 pagesNexys4-DDR RMDocente Fede TecnologicoNo ratings yet
- EconiQ High Voltage Roadmap 1629274842Document1 pageEconiQ High Voltage Roadmap 1629274842Daniel CaceresNo ratings yet
- HTTP ProtocolDocument16 pagesHTTP ProtocolHao NguyenNo ratings yet
- 1-10 Clariant - Prasant KumarDocument10 pages1-10 Clariant - Prasant Kumarmsh43No ratings yet