You might also like
- Fiche de Cours Le Poste OaDocument12 pagesFiche de Cours Le Poste OaeddyteddytNo ratings yet
- Procédé SOADocument5 pagesProcédé SOAAbderrazek Ben AhmedNo ratings yet
- Le Stockage Du Nitrate D'ammonium Et Des Ammonitrates SolidesDocument12 pagesLe Stockage Du Nitrate D'ammonium Et Des Ammonitrates Solidesrad1962100% (1)
- Service Sécurité Incendie HSEDocument6 pagesService Sécurité Incendie HSEAmire MajdNo ratings yet
- Note CalculDocument9 pagesNote CalculAbdessamad AmarNo ratings yet
- Annexe VERITALDocument4 pagesAnnexe VERITALOran Hamid100% (1)
- HSE Matériels Mobiles de Lutte Contre L'incendieDocument4 pagesHSE Matériels Mobiles de Lutte Contre L'incendieMadeleine BassoumataNo ratings yet
- 1 Doc1frDocument8 pages1 Doc1frMadidj_2014No ratings yet
- ATEX PosterDocument1 pageATEX PosterphilgemNo ratings yet
- Travail en HauteurDocument37 pagesTravail en HauteurMeriem EL HàmidiiNo ratings yet
- Fiche Poste 11 ChalumeauDocument2 pagesFiche Poste 11 ChalumeauAbdessamad Jannane100% (1)
- Guide Formations IsDocument260 pagesGuide Formations IsBouzaida MaherNo ratings yet
- 21 9 015 Extincteurs D'incendie PortatifsDocument28 pages21 9 015 Extincteurs D'incendie PortatifskhadijaNo ratings yet
- Manual Instalacion Pol PDFDocument4 pagesManual Instalacion Pol PDFMattu SaleenNo ratings yet
- Ria 1Document28 pagesRia 1implicoNo ratings yet
- Notice de Montage Moteur HH PDFDocument16 pagesNotice de Montage Moteur HH PDFbekraNo ratings yet
- Harmony PDFDocument57 pagesHarmony PDFEl Haj BenazzouzNo ratings yet
- Réglement 13-Septembre 2016Document2 pagesRéglement 13-Septembre 2016Mahmoud100% (1)
- Les Termes de References La Maintenance Des OuvragesDocument4 pagesLes Termes de References La Maintenance Des OuvragesABDELGHANI JRHAIDER100% (1)
- NBN EN ISO 17638-2016 FRDocument25 pagesNBN EN ISO 17638-2016 FRAbdelkader AbdelkaderNo ratings yet
- Isolation Thermique Des TuyauteriesDocument3 pagesIsolation Thermique Des TuyauteriesmguisseNo ratings yet
- Dimension NementDocument30 pagesDimension NementAyoub M'hailaNo ratings yet
- Bref PrésentationDocument8 pagesBref PrésentationBeki DabalambiNo ratings yet
- Esp Capt1 PrepaDocument17 pagesEsp Capt1 PrepaAdama ThiamNo ratings yet
- ED771 Les Rayonnages MétalliquesDocument41 pagesED771 Les Rayonnages MétalliquesylioseNo ratings yet
- Programme Formation Ponts Roulants Et Portiques Concernes 1583510289Document2 pagesProgramme Formation Ponts Roulants Et Portiques Concernes 1583510289Noureddine Chibane0% (1)
- Accueil Personnel Consignes de SecuriteDocument22 pagesAccueil Personnel Consignes de SecuriteStaneNo ratings yet
- NF en 12953-5Document23 pagesNF en 12953-5Nabil BachaNo ratings yet
- Décret Exécutif N° 09-335 Du 20 Octobre 2009 Fixant Les Modalités D'élaboration Et de Mise en Oeuvre Des PII Par Les Exploitants Des Install. Indu.Document3 pagesDécret Exécutif N° 09-335 Du 20 Octobre 2009 Fixant Les Modalités D'élaboration Et de Mise en Oeuvre Des PII Par Les Exploitants Des Install. Indu.walid aimene100% (1)
- Matériels de Mise À NiveauDocument10 pagesMatériels de Mise À NiveauDieseNo ratings yet
- PR36700-PROCEDURE NETTOYAGE CHIMIQUE GL2Z-Rev01Document34 pagesPR36700-PROCEDURE NETTOYAGE CHIMIQUE GL2Z-Rev01Largat El HassenNo ratings yet
- Sommaire PSIDocument15 pagesSommaire PSIvalerie100% (1)
- 2 Etude Sécurité StockagesDocument81 pages2 Etude Sécurité StockagesSanja TadicNo ratings yet
- Ed 92Document0 pagesEd 92Triki BilelNo ratings yet
- Verifier Et Entretenir Les Installations Techniques Dun ERPDocument5 pagesVerifier Et Entretenir Les Installations Techniques Dun ERPAldany Berancy Dorvela BitsindouNo ratings yet
- Cablerie DaumesnilDocument58 pagesCablerie DaumesnilAhonakponNo ratings yet
- Prev Modele 53 Rapport Accident Service 20171128 v2Document5 pagesPrev Modele 53 Rapport Accident Service 20171128 v2TotouNo ratings yet
- Surpresseur D'incendieDocument10 pagesSurpresseur D'incendieMohamed KhaldiNo ratings yet
- INERIS - Programmes de Formation PDFDocument25 pagesINERIS - Programmes de Formation PDFMajdi BelguithNo ratings yet
- Risques Soudage ChalumeauDocument84 pagesRisques Soudage Chalumeauclairedelune70No ratings yet
- CoupageDocument24 pagesCoupageRP WinnerNo ratings yet
- Tableau ATEXDocument1 pageTableau ATEXHakim Yahiaoui100% (1)
- GLC International - Catalogue Equipements Lutte Incendie 2017Document16 pagesGLC International - Catalogue Equipements Lutte Incendie 2017Patrice McZeONo ratings yet
- Pds Hempathane Topcoat 55210 FR-FRDocument3 pagesPds Hempathane Topcoat 55210 FR-FRbeey20010% (1)
- Plan de Prévention Sécurité SimplifiéDocument1 pagePlan de Prévention Sécurité SimplifiéReda MarhraouiNo ratings yet
- Guide Technique Coprax 2016Document84 pagesGuide Technique Coprax 2016Zakaria ChouliNo ratings yet
- Ambiance Thermique 10Document17 pagesAmbiance Thermique 10Mounir FrijaNo ratings yet
- Guide Halls Des Sports Version Finale PDFDocument377 pagesGuide Halls Des Sports Version Finale PDFanassNo ratings yet
- Riello Libretto Utente Start Cond Mkis Rev0Document12 pagesRiello Libretto Utente Start Cond Mkis Rev0Idris GuerrahNo ratings yet
- Notions D HydrauliqueDocument28 pagesNotions D HydrauliqueOthmanNo ratings yet
- Reglement Installation Classée 21-Septembre-2018Document123 pagesReglement Installation Classée 21-Septembre-2018Arbi HassenNo ratings yet
- Généralités Sur Le Feu 1Document12 pagesGénéralités Sur Le Feu 1toufikNo ratings yet
- Résumé Non Technique Étude de DangersDocument41 pagesRésumé Non Technique Étude de DangersAhmed El AmraniNo ratings yet
- Ascenseur G Droite 10910317 Peras 5-1-2Document8 pagesAscenseur G Droite 10910317 Peras 5-1-2Abdelaly JabbadNo ratings yet
- Carnet Prev Incendie ChantierDocument30 pagesCarnet Prev Incendie ChantierAli OUKHBACHNo ratings yet
- Liste de Contrôle Échafaudage de FacadeDocument4 pagesListe de Contrôle Échafaudage de Facadetafisco55050% (1)
- Poste SoaDocument28 pagesPoste SoaHassan AzmiNo ratings yet
- CH3 Soudage OxyacytélèneDocument47 pagesCH3 Soudage OxyacytélèneMll RaghebNo ratings yet
- Pangas Securite Soudage Et Coupage Check List Postes de Soudage F Tcm1177 234631Document2 pagesPangas Securite Soudage Et Coupage Check List Postes de Soudage F Tcm1177 234631ClaudeNo ratings yet
- Secu Elec RaDocument23 pagesSecu Elec Raomar benounaNo ratings yet
- Fiche Soforis 1Document1 pageFiche Soforis 1omar benounaNo ratings yet
- 1 - Plaquette INRS Les Agents Extincteurs GazeuxDocument16 pages1 - Plaquette INRS Les Agents Extincteurs Gazeuxomar benounaNo ratings yet
- HydrauliqueDocument10 pagesHydrauliqueomar benounaNo ratings yet
- Sécurité Au Travail - Prévention Préparer Un Exercice D Évacuation. 1423 Michel Antoine 2012 1Document30 pagesSécurité Au Travail - Prévention Préparer Un Exercice D Évacuation. 1423 Michel Antoine 2012 1omar benounaNo ratings yet
- Risque ElectriqueDocument2 pagesRisque Electriqueomar benounaNo ratings yet
- Qu Est-Ce Que. Le Méthanol - Information Pour Une Utilisation Sûre. Methanex Est Le Leader Mondial de La Production Et de La Fourniture de Méthanol.Document6 pagesQu Est-Ce Que. Le Méthanol - Information Pour Une Utilisation Sûre. Methanex Est Le Leader Mondial de La Production Et de La Fourniture de Méthanol.omar benounaNo ratings yet
- Guide Pédagogique - Securite Incendie-DpiDocument42 pagesGuide Pédagogique - Securite Incendie-Dpiomar benounaNo ratings yet
- Rayonnements IonisantsDocument39 pagesRayonnements Ionisantsomar benounaNo ratings yet
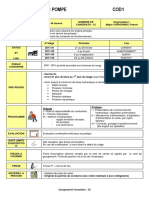
- Cod 1Document1 pageCod 1omar benounaNo ratings yet
- La Maîtrise de L'eau Chez Les Sapeurs-PompiersDocument12 pagesLa Maîtrise de L'eau Chez Les Sapeurs-Pompiersomar benounaNo ratings yet
- 22 - Les Activites Physiques Et SportivesDocument1 page22 - Les Activites Physiques Et Sportivesomar benounaNo ratings yet
- DLC MementoDocument41 pagesDLC Mementoomar benounaNo ratings yet
- Lances A Debit Variable VariprotekDocument2 pagesLances A Debit Variable Variprotekomar benounaNo ratings yet
- Ari Et Investigation2Document20 pagesAri Et Investigation2omar benounaNo ratings yet
- 1.2 FT. Equipier Prompt SecoursDocument74 pages1.2 FT. Equipier Prompt Secoursomar benouna100% (1)
- 2Document2 pages2omar benounaNo ratings yet
- Materiel D 'Intervention: Plaquettes Pour Tableau de Controle AriDocument1 pageMateriel D 'Intervention: Plaquettes Pour Tableau de Controle Ariomar benounaNo ratings yet
- Referentiel JSPDocument153 pagesReferentiel JSPomar benounaNo ratings yet
- 1112 cm2 Eleve PDFDocument28 pages1112 cm2 Eleve PDFomar benounaNo ratings yet
- 22 - Les Activites Physiques Et SportivesDocument1 page22 - Les Activites Physiques Et Sportivesomar benounaNo ratings yet
- ExplosimètreDocument19 pagesExplosimètreomar benounaNo ratings yet
- Silo Sucre n6 Des SAF FrauenfeldDocument2 pagesSilo Sucre n6 Des SAF Frauenfeldomar benounaNo ratings yet
- 6 Contraintes Physiologiques Le Biavant PDFDocument25 pages6 Contraintes Physiologiques Le Biavant PDFomar benounaNo ratings yet
- 31945c04 Firefighting FRDocument48 pages31945c04 Firefighting FRomar benounaNo ratings yet
- 7 Ohsas 18001Document37 pages7 Ohsas 18001omar benounaNo ratings yet
- DefaultDocument3 pagesDefaultomar benounaNo ratings yet
- SAP-FTO-38-Relevage D'une Victime en Position ParticulièreDocument4 pagesSAP-FTO-38-Relevage D'une Victime en Position Particulièreomar benounaNo ratings yet
- ATEX 27 Juin PrésentationsDocument99 pagesATEX 27 Juin Présentationsomar benounaNo ratings yet
- Cours Gas NaturelDocument33 pagesCours Gas Naturelomar benounaNo ratings yet
- Expose Bois Groupe 07 FinalDocument23 pagesExpose Bois Groupe 07 FinalYves AhlonsouNo ratings yet
- Droit Social LP MRH 2019 2020Document162 pagesDroit Social LP MRH 2019 2020Yassmine TajiNo ratings yet
- Chemicals Zetag MSDS Powder Zetag 7652 - 0710 (F)Document6 pagesChemicals Zetag MSDS Powder Zetag 7652 - 0710 (F)PromagEnviro.comNo ratings yet
- Sequence 2 Cours Svteehb Tle D 2023Document49 pagesSequence 2 Cours Svteehb Tle D 2023Brice ONKELNo ratings yet
- 2014TOU33035Document132 pages2014TOU33035Hanina mamiNo ratings yet
- Calcite 2021 FR D1 V2Document2 pagesCalcite 2021 FR D1 V2Constant AyimNo ratings yet
- Merged 20200614 004727Document7 pagesMerged 20200614 004727yaya camaraNo ratings yet
- Cours - BECHEUR Abdelhamid - STRUCTURES METALLIQUES PDFDocument75 pagesCours - BECHEUR Abdelhamid - STRUCTURES METALLIQUES PDFBayari ArNo ratings yet
- Cas Clinique de SPA SGN 1Document21 pagesCas Clinique de SPA SGN 1Mohamed TraoréNo ratings yet
- BiologieDocument257 pagesBiologieNesrine Pas PlusNo ratings yet
- CarraghénanesDocument25 pagesCarraghénaneshamdi mohamed salim100% (3)
- Lien Vers EW-System - v2.0 PDFDocument90 pagesLien Vers EW-System - v2.0 PDFFred GodefroyNo ratings yet
- Affiches Microorganismes Utiles PDFDocument4 pagesAffiches Microorganismes Utiles PDFFatiRachidaNo ratings yet
- TP Osmose InverseDocument27 pagesTP Osmose Inversejomaahaifa16No ratings yet
- Polyter Agriculture Et MaraîchageDocument29 pagesPolyter Agriculture Et MaraîchageMadjokfaOscarNo ratings yet
- Observations CSNMDocument62 pagesObservations CSNMapi-657154202No ratings yet
- 7 Machouri Comm PDFDocument13 pages7 Machouri Comm PDFHamiD bachiriNo ratings yet
- Notions Préparation PHYSIQUE BRDocument27 pagesNotions Préparation PHYSIQUE BRmohamed belahouelNo ratings yet
- Examen Blanc 2SMB Et A 20 - 21 FinalDocument8 pagesExamen Blanc 2SMB Et A 20 - 21 Finalghizlane hadali100% (2)
- (Âges de La Vie (Paris. 1999) ) Thierry Baubet - Marie Rose Moro - Et Al - Psychopathologie Transculturelle-Elsevier Masson (2009)Document297 pages(Âges de La Vie (Paris. 1999) ) Thierry Baubet - Marie Rose Moro - Et Al - Psychopathologie Transculturelle-Elsevier Masson (2009)lgrisaNo ratings yet
- DS2 Mp2i SlciDocument8 pagesDS2 Mp2i SlciRoman DabrowskiNo ratings yet
- QCM HistologieDocument9 pagesQCM HistologieYoussef Ait OusnousNo ratings yet
- Litérature FrancoDocument3 pagesLitérature FrancoIbtissamNo ratings yet
- AssainissementDocument16 pagesAssainissementAber DraaNo ratings yet
- Poly - Pcem1-Theme Vii 2016 - by Med - TMSSDocument152 pagesPoly - Pcem1-Theme Vii 2016 - by Med - TMSSjehane oussamaNo ratings yet
- IntroductionDocument6 pagesIntroductionchouroukNo ratings yet
- FR - Déclaration D-Accident - TIER MobilityDocument2 pagesFR - Déclaration D-Accident - TIER MobilityKatia PierreNo ratings yet
- Boissons Gazeuses (Cours 4)Document24 pagesBoissons Gazeuses (Cours 4)Samar KandNo ratings yet