You might also like
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (890)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Excel Construction Project Management Templates Construction Budget TemplateDocument19 pagesExcel Construction Project Management Templates Construction Budget TemplateAnonymous 4e7GNjzGW100% (3)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Hydrostatic Test (Log) : Quality Control FormDocument22 pagesHydrostatic Test (Log) : Quality Control FormAnonymous 4e7GNjzGWNo ratings yet
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- Planer Vs Non Planer DefectsDocument2 pagesPlaner Vs Non Planer DefectsSavad Alwye75% (8)
- Fireproofing Check List Quality Control and Inspection Report FormDocument1 pageFireproofing Check List Quality Control and Inspection Report FormAnonymous 4e7GNjzGWNo ratings yet
- Fireproofing Check List Quality Control and Inspection Report FormDocument1 pageFireproofing Check List Quality Control and Inspection Report FormAnonymous 4e7GNjzGWNo ratings yet
- Versatile Router Table Handles Any Cutting TaskDocument6 pagesVersatile Router Table Handles Any Cutting Taskpvm_manu100% (3)
- Concrete Column Design Based On ACI 318-14: Input Data & Design SummaryDocument3 pagesConcrete Column Design Based On ACI 318-14: Input Data & Design Summarygambito escobarNo ratings yet
- Saudi Aramco Inspection Checklist: Pre-Test Punch Listing of On-Plot Piping SAIC-A-2010 31-Aug-11 PipingDocument12 pagesSaudi Aramco Inspection Checklist: Pre-Test Punch Listing of On-Plot Piping SAIC-A-2010 31-Aug-11 PipingAnonymous 4e7GNjzGWNo ratings yet
- Bolting NewDocument6 pagesBolting Newsam_roy124No ratings yet
- Hand Over Notes SampleDocument3 pagesHand Over Notes SampleRosa Amri60% (5)
- Kafou Health Safety Loss Prevention ProgramDocument117 pagesKafou Health Safety Loss Prevention ProgramAnonymous 4e7GNjzGWNo ratings yet
- Weld Cost Calc XL1.3.2mmDocument3 pagesWeld Cost Calc XL1.3.2mmAdrian DavidNo ratings yet
- L11 Mechanical FastenersDocument91 pagesL11 Mechanical FastenersSHADES 4 ALLNo ratings yet
- ASME IX Interpretation-Part1Document51 pagesASME IX Interpretation-Part1kevin herry100% (5)
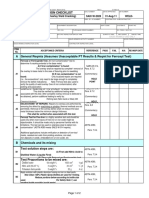
- Saudi Aramco Inspection Checklist: Ferroxyl Test Per ASTM A380 (Overlay Weld Cracking) SAIC-W-2026 31-Aug-11 WeldDocument2 pagesSaudi Aramco Inspection Checklist: Ferroxyl Test Per ASTM A380 (Overlay Weld Cracking) SAIC-W-2026 31-Aug-11 WeldAnonymous 4e7GNjzGW100% (1)
- Welding Defect - MACRO PDFDocument5 pagesWelding Defect - MACRO PDFAnonymous 4e7GNjzGWNo ratings yet
- Name Name Name Name: To: CCDocument1 pageName Name Name Name: To: CCAnonymous 4e7GNjzGWNo ratings yet
- Store JDDocument2 pagesStore JDdhasdjNo ratings yet
- Saudi Aramco Inspection Checklist: In-Process Welding Inspection (API Tanks) SAIC-W-2086 31-Aug-11 WeldDocument3 pagesSaudi Aramco Inspection Checklist: In-Process Welding Inspection (API Tanks) SAIC-W-2086 31-Aug-11 WeldAnonymous 4e7GNjzGWNo ratings yet
- Welder and Welder Operator Qualification Record Form PDFDocument1 pageWelder and Welder Operator Qualification Record Form PDFAnonymous 4e7GNjzGWNo ratings yet
- Saudi Aramco Inspection Checklist: Welding Overlay Workmanship Assessment SAIC-W-2027 31-Aug-11 MechDocument1 pageSaudi Aramco Inspection Checklist: Welding Overlay Workmanship Assessment SAIC-W-2027 31-Aug-11 MechAnonymous 4e7GNjzGWNo ratings yet
- Welding Procedure Specification Form PDFDocument2 pagesWelding Procedure Specification Form PDFAnonymous 4e7GNjzGWNo ratings yet
- 1234 TranslateDocument1 page1234 TranslateAnonymous 4e7GNjzGWNo ratings yet
- Weld Joint Preparation Weld Joint PreparationDocument1 pageWeld Joint Preparation Weld Joint PreparationAnonymous 4e7GNjzGWNo ratings yet
- Maintenance ManagementDocument22 pagesMaintenance ManagementMANISH_64No ratings yet
- BrochureDocument2 pagesBrochureAnonymous 4e7GNjzGWNo ratings yet
- SA STD - SpecificationDocument10 pagesSA STD - SpecificationAnonymous 4e7GNjzGWNo ratings yet
- Warrior Tech Spare Parts List 2 PDFDocument1 pageWarrior Tech Spare Parts List 2 PDFAnonymous 4e7GNjzGWNo ratings yet
- Shielded Metal Arc Welding (Smaw / "Stick") Shielded Metal Arc Welding (Smaw / Â Œstickâ )Document2 pagesShielded Metal Arc Welding (Smaw / "Stick") Shielded Metal Arc Welding (Smaw / Â Œstickâ )Anonymous 4e7GNjzGWNo ratings yet
- Change in B31.3 2016 PDFDocument2 pagesChange in B31.3 2016 PDFAnonymous 4e7GNjzGWNo ratings yet
- First We InvestigatedDocument1 pageFirst We InvestigatedAnonymous 4e7GNjzGWNo ratings yet
- Warrior Tech Spare Parts List 2Document1 pageWarrior Tech Spare Parts List 2Anonymous 4e7GNjzGWNo ratings yet
- Organisation ChartDocument1 pageOrganisation ChartAnonymous 4e7GNjzGWNo ratings yet
- Bio Data-01.07.13Document2 pagesBio Data-01.07.13Anonymous 4e7GNjzGWNo ratings yet
- Numbering Format: Project DocumentationDocument1 pageNumbering Format: Project DocumentationAnonymous 4e7GNjzGWNo ratings yet
- Fac Contracts Pre-Q - Quest Attachments - 2!8!2017 V002Document28 pagesFac Contracts Pre-Q - Quest Attachments - 2!8!2017 V002Anonymous 4e7GNjzGWNo ratings yet
- Milling Speed & Feed Calculator - Inch To MetricDocument16 pagesMilling Speed & Feed Calculator - Inch To Metricசரவணகுமார் மாரியப்பன்100% (1)
- Jigs and FixturesDocument13 pagesJigs and FixturesTashoo KritNo ratings yet
- TOMMY Hex Nuts - Página - 1Document1 pageTOMMY Hex Nuts - Página - 1Miguel AngelNo ratings yet
- CNC TurningDocument13 pagesCNC TurningJAMES JUDYNo ratings yet
- Low Cost Automationlca A Case Study PDF Download A - 59822ea21723ddec5675c5bfDocument10 pagesLow Cost Automationlca A Case Study PDF Download A - 59822ea21723ddec5675c5bfRobinson PrabuNo ratings yet
- AA County Deck - GuideDocument2 pagesAA County Deck - GuidegrahamsimmNo ratings yet
- Wilmar Group Pile Driving RecordsDocument5 pagesWilmar Group Pile Driving RecordsDheed AriyantoNo ratings yet
- Lathe Machine ReportDocument10 pagesLathe Machine ReportSyahirahNo ratings yet
- FW5 WPS Longitudional Fillet Welds For OverlappingDocument4 pagesFW5 WPS Longitudional Fillet Welds For OverlappingIbrahim Levent AkkoyunluNo ratings yet
- Ampco Vs SteelDocument9 pagesAmpco Vs SteelCopper AmpcometalNo ratings yet
- Pakistan Industrial Technical Assistance Centre (Pitac)Document1 pagePakistan Industrial Technical Assistance Centre (Pitac)Adnan MehmoodNo ratings yet
- METERIAL REMOVAL PROCESS GUIDEDocument25 pagesMETERIAL REMOVAL PROCESS GUIDEisharaNo ratings yet
- Whose Lathe Essay ThesisDocument6 pagesWhose Lathe Essay ThesisBuyEssaysForCollegeBaltimore100% (2)
- CNC G-Code and M-Code ReferenceDocument2 pagesCNC G-Code and M-Code ReferenceJobanjit SinghNo ratings yet
- AN Lock Nuts Specifications and DimensionsDocument4 pagesAN Lock Nuts Specifications and DimensionshtunmkNo ratings yet
- How to Design Strippers in 15 Characters or LessDocument33 pagesHow to Design Strippers in 15 Characters or Lessmahdi sakhaeeNo ratings yet
- Internship Report: Sharad Institute of Technology, College of Engineering, Yadrav. 2020-2021Document33 pagesInternship Report: Sharad Institute of Technology, College of Engineering, Yadrav. 2020-2021Balkrishna KumbharNo ratings yet
- MTM FinalDocument59 pagesMTM FinalQasim AliNo ratings yet
- Gear Grinding Processing Developed for High-Precision Gear ManufacturingDocument6 pagesGear Grinding Processing Developed for High-Precision Gear ManufacturingvengadeshNo ratings yet
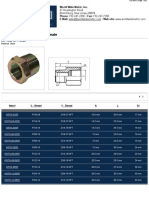
- Adapt Orbs PT M Alex NPT FemaleDocument2 pagesAdapt Orbs PT M Alex NPT FemaleNyomanIdabagusNo ratings yet
- PB Uddeholm Sverker 21 EnglishDocument12 pagesPB Uddeholm Sverker 21 EnglishKOSTASPDFNo ratings yet
- Anchor bolt installation guideDocument1 pageAnchor bolt installation guideFahadNo ratings yet
- Aws Bookstore. Aws d1.8 - d1Document2 pagesAws Bookstore. Aws d1.8 - d1Caesar JJNo ratings yet
- 2 Numericals Bank MP II PDFDocument7 pages2 Numericals Bank MP II PDFThenarasumohanveluNo ratings yet