You might also like
- Valve Pit of Sprinkling System-A3Document1 pageValve Pit of Sprinkling System-A3ashokpatroNo ratings yet
- Design Concept for Precast Concrete Structural SystemDocument25 pagesDesign Concept for Precast Concrete Structural SystemRahul AnandNo ratings yet
- Stormwater Guidelines 2012 FinalDocument137 pagesStormwater Guidelines 2012 FinalJuanjo GonzalezNo ratings yet
- Design Concept for Precast Concrete Structural SystemDocument25 pagesDesign Concept for Precast Concrete Structural SystemRahul AnandNo ratings yet
- Lecture 1428730889Document53 pagesLecture 1428730889Govind Gaurav100% (2)
- The Design of Laterally Loaded WallsDocument23 pagesThe Design of Laterally Loaded Wallsrendanin100% (5)
- The Design of Laterally Loaded WallsDocument23 pagesThe Design of Laterally Loaded Wallsrendanin100% (5)
- 109 18Document7 pages109 18ashokpatroNo ratings yet
- Stormwater Drainage Manual Eurocodes PDFDocument172 pagesStormwater Drainage Manual Eurocodes PDFashokpatroNo ratings yet
- Precast RoadDocument37 pagesPrecast RoadashokpatroNo ratings yet
- Design of 6 Storey Building in EtabsDocument51 pagesDesign of 6 Storey Building in EtabsMisqal A Iqbal100% (2)
- Doubly Reinforced Simple Supported BeamDocument14 pagesDoubly Reinforced Simple Supported BeamAnonymous HJ7hmihhNo ratings yet
- Freehaul, Overhaul Calculation and Mass Haul DiagramDocument5 pagesFreehaul, Overhaul Calculation and Mass Haul Diagramferdyak1No ratings yet
- New Microsoft Excel WorksheetDocument2 pagesNew Microsoft Excel WorksheetashokpatroNo ratings yet
- 5 Floor454Document110 pages5 Floor454nahan_khanehe_delNo ratings yet
- 10Document26 pages10api-3696315No ratings yet
- New Microsoft Excel WorksheetDocument2 pagesNew Microsoft Excel WorksheetashokpatroNo ratings yet
- Control Standards For Import of Waste Used As Raw MaterialsDocument65 pagesControl Standards For Import of Waste Used As Raw MaterialsashokpatroNo ratings yet
- Foundations Theory & DesignDocument35 pagesFoundations Theory & Designbhavik91100% (2)
- SOGADocument14 pagesSOGApankaj2003No ratings yet
- Design Concept for Precast Concrete Structural SystemDocument25 pagesDesign Concept for Precast Concrete Structural SystemRahul AnandNo ratings yet
- Design Concept for Precast Concrete Structural SystemDocument25 pagesDesign Concept for Precast Concrete Structural SystemRahul AnandNo ratings yet
- 2011-03 EarthworkAndMassDiagrams PDFDocument42 pages2011-03 EarthworkAndMassDiagrams PDFSushmit SharmaNo ratings yet
- Is 800 2007 PDFDocument158 pagesIs 800 2007 PDFcraverNo ratings yet
- Foundation Analysis and Design: Michael Valley, S.EDocument52 pagesFoundation Analysis and Design: Michael Valley, S.Esalahaddinsharif100% (3)
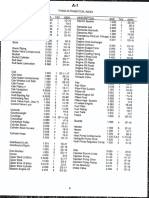
- Analysis of Rates 07 Vol - 2Document650 pagesAnalysis of Rates 07 Vol - 2supriyo.podderNo ratings yet
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5783)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (890)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (72)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- English 6 Action Research Contextualized Materials ProposalDocument41 pagesEnglish 6 Action Research Contextualized Materials ProposalJake YaoNo ratings yet
- Baobawon Island Seafood Capital Bless Amare Sunrise Resort Sam Niza Beach Resort Oklahoma Island Rafis Resort Inday-Inday Beach ResortDocument42 pagesBaobawon Island Seafood Capital Bless Amare Sunrise Resort Sam Niza Beach Resort Oklahoma Island Rafis Resort Inday-Inday Beach ResortAmber WilsonNo ratings yet
- AmadeusDocument3 pagesAmadeusCleofe Mae Piñero AseñasNo ratings yet
- Technical Manual: Package Air Conditioner Rooftop - Cooling Only (50Hz)Document56 pagesTechnical Manual: Package Air Conditioner Rooftop - Cooling Only (50Hz)Im Chinith100% (1)
- Lesson Plan 2aDocument5 pagesLesson Plan 2aapi-332424736No ratings yet
- Introduction: Use Chapter 2 Section 2 in Your Flexbook To Define The FollowingDocument5 pagesIntroduction: Use Chapter 2 Section 2 in Your Flexbook To Define The FollowingNathalieNo ratings yet
- Land Rover Range Rover Owners Manual 2007Document358 pagesLand Rover Range Rover Owners Manual 2007PetreCaracaleanu0% (1)
- Co2 OrderDocument2 pagesCo2 OrderRamakant PatelNo ratings yet
- FH400 73158464 Pca-6.140Document431 pagesFH400 73158464 Pca-6.140IgorGorduz100% (1)
- A Project Report On: "Recreation Club"Document80 pagesA Project Report On: "Recreation Club"Appz100% (2)
- Doctors Appointment - 4!14!17 Acid RefluxDocument11 pagesDoctors Appointment - 4!14!17 Acid RefluxRay Edwin Anderson IIINo ratings yet
- Carbozinc 859: Selection & Specification Data Substrates & Surface PreparationDocument2 pagesCarbozinc 859: Selection & Specification Data Substrates & Surface PreparationAmy JonesNo ratings yet
- Culinary History and Nouvelle CuisineDocument4 pagesCulinary History and Nouvelle CuisineARPITA BHUNIANo ratings yet
- CH 01Document24 pagesCH 01Gabriel FlorêncioNo ratings yet
- Design of Goods & Services: Tanweer Ascem KharralDocument10 pagesDesign of Goods & Services: Tanweer Ascem KharralHadeed GulNo ratings yet
- The Evolution of Order DiprotodontiaDocument35 pagesThe Evolution of Order DiprotodontiaMarianne Michelle Quiambao de la RosaNo ratings yet
- Turbofarmer P 34.7: AustraliaDocument2 pagesTurbofarmer P 34.7: AustraliaDenis OhmakNo ratings yet
- 405 Econometrics Odar N. Gujarati: Prof. M. El-SakkaDocument27 pages405 Econometrics Odar N. Gujarati: Prof. M. El-SakkaKashif KhurshidNo ratings yet
- 2003 VW Jetta Wiring DiagramsDocument123 pages2003 VW Jetta Wiring DiagramsmikeNo ratings yet
- CHM4943 Wastewater TreatmentDocument7 pagesCHM4943 Wastewater TreatmentUsman GhaniNo ratings yet
- Environmental Design BasisDocument31 pagesEnvironmental Design BasisNBTC Tubes & PipesNo ratings yet
- 3ixso2idq334tonwmfhk0rrcDocument2 pages3ixso2idq334tonwmfhk0rrcrishikeshraj2021No ratings yet
- Oral Hygiene: Presented By: Anis Anis Andreas KyriakidisDocument60 pagesOral Hygiene: Presented By: Anis Anis Andreas Kyriakidislenami_91No ratings yet
- DCT PIR insulation technical data sheetDocument4 pagesDCT PIR insulation technical data sheetHenky MantophaniNo ratings yet
- World Ranking For Industrial Trucks DHF 2015Document2 pagesWorld Ranking For Industrial Trucks DHF 2015MA TotalforkliftNo ratings yet
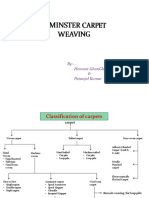
- Axminster CarpetDocument19 pagesAxminster Carpetrohit sinhaNo ratings yet
- Raise The Limits: Eppendorf Research PlusDocument12 pagesRaise The Limits: Eppendorf Research PlusZahia Slama Ep AchourNo ratings yet
- Explore the Precambrian EraDocument3 pagesExplore the Precambrian EraArjay CarolinoNo ratings yet
- Oneccc Detection Assignment Grupo1.Ipynb - ColaboratoryDocument9 pagesOneccc Detection Assignment Grupo1.Ipynb - ColaboratoryAna VelezNo ratings yet