You might also like
- Influence of Tensioner Dry Friction On The Vibration of Belt Drives With Belt Bending Stiffness PDFDocument9 pagesInfluence of Tensioner Dry Friction On The Vibration of Belt Drives With Belt Bending Stiffness PDFjeyaselvanmNo ratings yet
- V Belt FailureDocument10 pagesV Belt Failuremuki10No ratings yet
- SIAT - First Announcement 2021 - Final PDFDocument4 pagesSIAT - First Announcement 2021 - Final PDFjeyaselvanmNo ratings yet
- SIAT - First Announcement 2021 - Final PDFDocument4 pagesSIAT - First Announcement 2021 - Final PDFjeyaselvanmNo ratings yet
- A Model For Analyzing The Startup Dynamics of A Belt-Transmission Driven by A DC MotorDocument6 pagesA Model For Analyzing The Startup Dynamics of A Belt-Transmission Driven by A DC MotorjeyaselvanmNo ratings yet
- Four-Fold Method of Noise and Vibration ControlDocument8 pagesFour-Fold Method of Noise and Vibration ControlasdmoomNo ratings yet
- A SHORT TERM COURSE ON ADVANCES IN VIBRATION ENGINEERINGDocument2 pagesA SHORT TERM COURSE ON ADVANCES IN VIBRATION ENGINEERINGjeyaselvanmNo ratings yet
- Influence of Tensioner Dry Friction On The Vibration of Belt Drives With Belt Bending Stiffness PDFDocument9 pagesInfluence of Tensioner Dry Friction On The Vibration of Belt Drives With Belt Bending Stiffness PDFjeyaselvanmNo ratings yet
- 3-day introductory course on acoustic engineering in Pune, IndiaDocument1 page3-day introductory course on acoustic engineering in Pune, IndiajeyaselvanmNo ratings yet
- Detailed Table of Contents NortonDocument8 pagesDetailed Table of Contents NortonjeyaselvanmNo ratings yet
- Belt Study1 PDFDocument6 pagesBelt Study1 PDFjvaldebe82No ratings yet
- Digital Audio - Creating A WAV (RIFF) FileDocument3 pagesDigital Audio - Creating A WAV (RIFF) FilejeyaselvanmNo ratings yet
- Aircraft Interior Acoustics BasicsDocument12 pagesAircraft Interior Acoustics BasicsjeyaselvanmNo ratings yet
- Applications of Triaxial AccelerometersDocument14 pagesApplications of Triaxial AccelerometersjeyaselvanmNo ratings yet
- TVC Input Data Form Page 7Document17 pagesTVC Input Data Form Page 7jeyaselvanmNo ratings yet
- The Story of Allan D. Pierce Jerry H. GinsbergDocument7 pagesThe Story of Allan D. Pierce Jerry H. GinsbergjeyaselvanmNo ratings yet
- One-Dimensional Flows of Fluid and Gas in PipelinesDocument30 pagesOne-Dimensional Flows of Fluid and Gas in PipelinesjeyaselvanmNo ratings yet
- Helling Katalog NDTDocument43 pagesHelling Katalog NDTjeyaselvanmNo ratings yet
- Changing CoordinatesDocument13 pagesChanging CoordinatesjeyaselvanmNo ratings yet
- Dynamic Modelling of Belt Drives PDFDocument76 pagesDynamic Modelling of Belt Drives PDFjeyaselvanmNo ratings yet
- The Story of Allan D. Pierce Jerry H. GinsbergDocument7 pagesThe Story of Allan D. Pierce Jerry H. GinsbergjeyaselvanmNo ratings yet
- Arku LevelingDocument20 pagesArku Levelingjeyaselvanm0% (1)
- Top 8 Vibration Analysis Software PackagesDocument7 pagesTop 8 Vibration Analysis Software PackagesjeyaselvanmNo ratings yet
- State-Space Representation of A Plant Plant With State-Variable FeedbackDocument1 pageState-Space Representation of A Plant Plant With State-Variable FeedbackjeyaselvanmNo ratings yet
- 950 3-3 P5ZR 30 Pag 650-100Document8 pages950 3-3 P5ZR 30 Pag 650-100jeyaselvanmNo ratings yet
- Understanding Noise Radiation From A Hermetic CompressorDocument6 pagesUnderstanding Noise Radiation From A Hermetic CompressorjeyaselvanmNo ratings yet
- Suppression PassiveDocument2 pagesSuppression PassivejeyaselvanmNo ratings yet
- Smartphone SensorsDocument14 pagesSmartphone SensorsjeyaselvanmNo ratings yet
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (890)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Olefins Production PDFDocument64 pagesOlefins Production PDFAnonymous 0zrCNQNo ratings yet
- Eclipse Airheat Burners: Ah-Ma SeriesDocument4 pagesEclipse Airheat Burners: Ah-Ma Seriespanait trofinNo ratings yet
- Thermo Drain 52 Pages - CatalogueDocument52 pagesThermo Drain 52 Pages - CatalogueSandeep Nair100% (1)
- Agitator Data Sheet Stelzer Rührtechnik International GMBH: CompanyDocument1 pageAgitator Data Sheet Stelzer Rührtechnik International GMBH: CompanyDeepikaNo ratings yet
- Corrosion and PaintingDocument13 pagesCorrosion and PaintingManeet GogiaNo ratings yet
- Air Lift Design Pumps PDFDocument5 pagesAir Lift Design Pumps PDFinggerman100% (1)
- Turboexpander Lubricant Problems.Document3 pagesTurboexpander Lubricant Problems.dr_kh_ahmedNo ratings yet
- Assignment: Q.N.1. in A Turning Operation, It Was Observed That The Tool Life Was 150 Minutes When The CuttingDocument7 pagesAssignment: Q.N.1. in A Turning Operation, It Was Observed That The Tool Life Was 150 Minutes When The CuttingAnkesh KapilNo ratings yet
- Non-Linear Analysis Untar 040206Document21 pagesNon-Linear Analysis Untar 040206Gregorius Filipus100% (1)
- Housing & CouplingDocument12 pagesHousing & Couplingmajid fardniaNo ratings yet
- ME-6401 Kinematics of Machines: Basic ConceptsDocument81 pagesME-6401 Kinematics of Machines: Basic ConceptsMugilNo ratings yet
- Premier R' Series Generator: Operator'S Manual For YourDocument37 pagesPremier R' Series Generator: Operator'S Manual For YourRon SchmittNo ratings yet
- Nicrofer6030 Alloy 690 eDocument12 pagesNicrofer6030 Alloy 690 eRizqi D. KurniantoNo ratings yet
- Project TopicsDocument16 pagesProject TopicsVasu VermaNo ratings yet
- Smart Cleat 0212Document12 pagesSmart Cleat 0212Ozan AtıcıNo ratings yet
- III. Vacuum Pumps III. Vacuum Pumps: MechanismDocument16 pagesIII. Vacuum Pumps III. Vacuum Pumps: Mechanismnsr2tNo ratings yet
- Pruthwiraj PPT On Low Cost HousingDocument14 pagesPruthwiraj PPT On Low Cost HousingpruthwipaikarayNo ratings yet
- mc4 DatasheetDocument8 pagesmc4 Datasheetdth dthNo ratings yet
- PrintingDocument1,148 pagesPrintingSwati SinghNo ratings yet
- Fibregrid Brochure WebDocument39 pagesFibregrid Brochure Webjames.byrneNo ratings yet
- Original KSB Spare Parts Kits: For Eta PumpsDocument2 pagesOriginal KSB Spare Parts Kits: For Eta Pumpsayham100% (1)
- Chap 4 Wastewater Effluent Treatment Plant ETP Operation Manual FactsheetDocument2 pagesChap 4 Wastewater Effluent Treatment Plant ETP Operation Manual FactsheetAhmedNo ratings yet
- Keywords: Sanitary Napkins, Chlorine, Uv-Vis SpectrophotometryDocument10 pagesKeywords: Sanitary Napkins, Chlorine, Uv-Vis SpectrophotometryFajar PriyonoNo ratings yet
- Dynalene HC Engineering GuideDocument38 pagesDynalene HC Engineering GuideSH1961No ratings yet
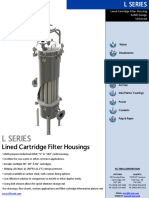
- L Series: Lined Cartridge Filter HousingsDocument4 pagesL Series: Lined Cartridge Filter HousingsKailas NimbalkarNo ratings yet
- NSH KBR Skop e 009 - Bus Duct Installation and TestingDocument7 pagesNSH KBR Skop e 009 - Bus Duct Installation and TestingFrancisco Severino Gatoc Jr.No ratings yet
- Part 1Document82 pagesPart 1Jaydeep ZankatNo ratings yet
- Class I Area Classification Summary (Flammable Gases, Vapors or Liquids)Document2 pagesClass I Area Classification Summary (Flammable Gases, Vapors or Liquids)Eng-Ahmed ElshaitanyNo ratings yet
- Computer Integrated ManufacturingDocument28 pagesComputer Integrated ManufacturingsoorajthevallyNo ratings yet
- Astm A513 PDFDocument3 pagesAstm A513 PDFgaminNo ratings yet