You might also like
- Redken Color HandbookDocument40 pagesRedken Color HandbookVane Vane100% (3)
- Chapter 1: The Human OrganismDocument9 pagesChapter 1: The Human OrganismMidnight Rosenfield100% (1)
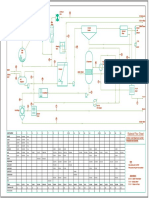
- Process Flow Diagram: LLDPE/HDPE Swing PLANT: KS-480 VRU CompressorDocument2 pagesProcess Flow Diagram: LLDPE/HDPE Swing PLANT: KS-480 VRU CompressorRAHUL SHRIVASTVANo ratings yet
- Phosphoric Acid Production: University of AlqadisiaDocument61 pagesPhosphoric Acid Production: University of AlqadisiaAram Nasih MuhammadNo ratings yet
- Manufacturing Phosphoric Acid Process DesignDocument54 pagesManufacturing Phosphoric Acid Process DesignPawan SuvarnaNo ratings yet
- Knowledge For The Sulphuric Acid Industry: Sulphur SystemsDocument5 pagesKnowledge For The Sulphuric Acid Industry: Sulphur Systemsacas35No ratings yet
- GTL-03-02 Rev 04 Preparation of PFD, PIDs EtcDocument29 pagesGTL-03-02 Rev 04 Preparation of PFD, PIDs EtcSaravanan VaradarajanNo ratings yet
- Acetone ProjectDocument8 pagesAcetone ProjectYo MarhoonNo ratings yet
- Material Flow SheetDocument1 pageMaterial Flow Sheetharsha0% (1)
- Microbial Physiology and Genetics Part 1Document43 pagesMicrobial Physiology and Genetics Part 1Carl Elexer Cuyugan Ano100% (7)
- Advantages Disadvantages Soil Stabilization Using LimeDocument11 pagesAdvantages Disadvantages Soil Stabilization Using Limeamira hussein100% (2)
- Dechow Separation and Purification Techniques in BiotechnologyDocument498 pagesDechow Separation and Purification Techniques in BiotechnologySenthil MohanNo ratings yet
- Chapter 3Document14 pagesChapter 3Larry Jampong100% (1)
- Alum CrystalsDocument5 pagesAlum CrystalsAJ BragadoNo ratings yet
- Chem 31.1 Experiment 1 Lab ReportDocument5 pagesChem 31.1 Experiment 1 Lab ReportMara Krista CooNo ratings yet
- EfflorescenceDocument2 pagesEfflorescenceMihaiu AdrianNo ratings yet
- Absorption of Nox in NaoHDocument13 pagesAbsorption of Nox in NaoHSultan MehmoodNo ratings yet
- Introduction To Sulfuric Acid Alkylation Unit Process DesignDocument31 pagesIntroduction To Sulfuric Acid Alkylation Unit Process DesignalbertozapalloNo ratings yet
- HB 40.1-2001 The Australian Refrigeration and Air-Conditioning Code of Good Practice Reduction of Emissions oDocument10 pagesHB 40.1-2001 The Australian Refrigeration and Air-Conditioning Code of Good Practice Reduction of Emissions oSAI Global - APACNo ratings yet
- Hariom ReportDocument60 pagesHariom Reportहरिओम हरी100% (2)
- Atmospheric Unit-V Operating ManualDocument414 pagesAtmospheric Unit-V Operating ManualkeshavNo ratings yet
- Methanol ProductionDocument6 pagesMethanol ProductionGovind KumarNo ratings yet
- Plant Nutrient Price Dashboard Weekly UpdateDocument2 pagesPlant Nutrient Price Dashboard Weekly UpdateAhmed SalehNo ratings yet
- Production of Benzoic AcidDocument150 pagesProduction of Benzoic AcidKaleem Ahmed60% (5)
- Ullman SilicatesDocument66 pagesUllman SilicatesfxdevuystNo ratings yet
- HCL PFDDocument1 pageHCL PFDAnik Andayani100% (1)
- BRINE REPORT Naeem PDFDocument24 pagesBRINE REPORT Naeem PDFKaleem AhmedNo ratings yet
- BRINE REPORT Naeem PDFDocument24 pagesBRINE REPORT Naeem PDFKaleem AhmedNo ratings yet
- Extraction of Aromatics From Naphtha With Ionic LiquidsDocument187 pagesExtraction of Aromatics From Naphtha With Ionic LiquidsATHUL100% (1)
- Graduation-Project - Sulfuric AcidDocument195 pagesGraduation-Project - Sulfuric AcidMuntazer QasimNo ratings yet
- The Chlor-Alkali Process Work in ProgresDocument18 pagesThe Chlor-Alkali Process Work in ProgresRaghul TNo ratings yet
- Chlor AlkaliDocument178 pagesChlor AlkaliChang Chee Hong100% (1)
- Academic Word List PDFDocument28 pagesAcademic Word List PDFukchaudharyNo ratings yet
- Hydrochloric Acid Plant ReportDocument16 pagesHydrochloric Acid Plant ReportKaleem AhmedNo ratings yet
- Hydrochloric Acid 30-35% PDFDocument17 pagesHydrochloric Acid 30-35% PDFwongpengchiong7205No ratings yet
- Sodium BisulphateDocument14 pagesSodium BisulphatemelvinkuriNo ratings yet
- Process Economics Program - Pta ProcessDocument10 pagesProcess Economics Program - Pta ProcessvasucristalNo ratings yet
- Indian Chlor-Alkali Industry Regional ReportDocument31 pagesIndian Chlor-Alkali Industry Regional ReportKu RatheeshNo ratings yet
- Lecture 23 Sodium SulfiteDocument5 pagesLecture 23 Sodium Sulfiteselvaraj5natesanNo ratings yet
- International Project References: Thyssenkrupp Industrial Solutions (India)Document8 pagesInternational Project References: Thyssenkrupp Industrial Solutions (India)Divyesh PatelNo ratings yet
- Soal No 20Document2 pagesSoal No 20Asmi Ramadhani0% (1)
- Hemi EraDocument24 pagesHemi ErasahjNo ratings yet
- 64788Document35 pages64788ghatak2100% (1)
- Plant Design ReportsDocument7 pagesPlant Design ReportspsjjoshiNo ratings yet
- Ammonia and NitricDocument67 pagesAmmonia and Nitrictesfayregs gebretsadikNo ratings yet
- Production of Acetone from IsopropanolDocument93 pagesProduction of Acetone from IsopropanolSanjeevNo ratings yet
- Sulfuric Acid Storage Tank: Technological Institute of The PhilippinesDocument7 pagesSulfuric Acid Storage Tank: Technological Institute of The Philippineshenriel tambio100% (1)
- Project Cost EstimateDocument6 pagesProject Cost EstimateVarun MalhotraNo ratings yet
- MSC Hydrogenation Plant Using Aspen HYSYS 2006Document159 pagesMSC Hydrogenation Plant Using Aspen HYSYS 2006EstebanCastellanosBorreroNo ratings yet
- Production of Sodium DithioniteDocument10 pagesProduction of Sodium DithioniteDhaval PadaliaNo ratings yet
- Phosphoric Acid AspenDocument14 pagesPhosphoric Acid AspenJanaina0% (1)
- ChemEngineering - Process Flow DiagramsDocument3 pagesChemEngineering - Process Flow DiagramsfloredaNo ratings yet
- HF Alkylation and NExOCTANE Tech For Gasoline ProductionDocument42 pagesHF Alkylation and NExOCTANE Tech For Gasoline ProductionUsama Shakil0% (1)
- Hydrogen & Caustic Soda Production GuideDocument44 pagesHydrogen & Caustic Soda Production GuidePrabhdeep Singh Virdi100% (1)
- Techno-Economic Assessment About Toluene DiisocyanateDocument4 pagesTechno-Economic Assessment About Toluene DiisocyanateIntratec SolutionsNo ratings yet
- Butene-1: Trans-2-Butene, Isobutylene, and ButadieneDocument1 pageButene-1: Trans-2-Butene, Isobutylene, and ButadieneYESIKBMARTIN100% (1)
- Project Report On Phthalic AnhydrideDocument8 pagesProject Report On Phthalic AnhydrideEIRI Board of Consultants and PublishersNo ratings yet
- Safety Handbook Bromine PDFDocument93 pagesSafety Handbook Bromine PDFLuisga ChicoNo ratings yet
- When Nameplate Is Not EnoughDocument9 pagesWhen Nameplate Is Not Enoughgreenisin100% (1)
- CL419 Cost Estimation 19 20Document94 pagesCL419 Cost Estimation 19 20Nikhil YadavNo ratings yet
- Mechanical Unit OperationsDocument8 pagesMechanical Unit OperationsFA AyNo ratings yet
- Nowak 1966Document9 pagesNowak 1966adedwi utamaNo ratings yet
- Toledo Sulfuric Acid Plant P&ID Diagram SheetsDocument5 pagesToledo Sulfuric Acid Plant P&ID Diagram SheetsUday ChauhanNo ratings yet
- Techno-Economic Assessment About Sodium HydroxideDocument3 pagesTechno-Economic Assessment About Sodium HydroxideIntratec SolutionsNo ratings yet
- 15 Financial Feasibility Study 592 651Document60 pages15 Financial Feasibility Study 592 651Jaynie Lee VillaranNo ratings yet
- Linear Alpha Olefins Plant CostDocument3 pagesLinear Alpha Olefins Plant CostIntratec SolutionsNo ratings yet
- $R5FZQ35Document400 pages$R5FZQ35EU VaNo ratings yet
- Chemical Project EconomicsDocument26 pagesChemical Project EconomicsGhaya Bani RushaidNo ratings yet
- Guidance on Reporting Hydrochloric Acid Aerosols under EPCRA Section 313Document31 pagesGuidance on Reporting Hydrochloric Acid Aerosols under EPCRA Section 313TaylorNo ratings yet
- SulfuricDocument21 pagesSulfuricharitec2No ratings yet
- EPA List of Toxic ChemicalsDocument45 pagesEPA List of Toxic Chemicalsdavid_stephens_29No ratings yet
- Carbon Capture and Storage: The Legal Landscape of Climate Change Mitigation TechnologyFrom EverandCarbon Capture and Storage: The Legal Landscape of Climate Change Mitigation TechnologyNo ratings yet
- Business Communication and Report Writing Multiple ChoiceDocument23 pagesBusiness Communication and Report Writing Multiple ChoicesulemanNo ratings yet
- Cell DisruptionDocument4 pagesCell DisruptionKaleem AhmedNo ratings yet
- Recipe Book For OvenDocument73 pagesRecipe Book For OvenKaleem AhmedNo ratings yet
- Drying TimeDocument4 pagesDrying TimeKaleem AhmedNo ratings yet
- Cre AssignmentDocument4 pagesCre AssignmentTamoor TariqNo ratings yet
- Monthly Noor Ul Habib Urdu Oct 2014Document48 pagesMonthly Noor Ul Habib Urdu Oct 2014Kaleem AhmedNo ratings yet
- Sustainable Energy Systems 2015Document32 pagesSustainable Energy Systems 2015Kaleem AhmedNo ratings yet
- Shab-E-Khoon by Ahmad FarazDocument48 pagesShab-E-Khoon by Ahmad FarazMohsin767No ratings yet
- Reconstruction of Political Thoughts of Islam by Allama Iqbal R.ADocument179 pagesReconstruction of Political Thoughts of Islam by Allama Iqbal R.AApna Muqaam Paida Ker Urdu LibraryNo ratings yet
- Cre AssignmentDocument4 pagesCre AssignmentTamoor TariqNo ratings yet
- Shara Hidaya EnglishDocument311 pagesShara Hidaya EnglishKaleem AhmedNo ratings yet
- Cooling Tower Basics and Common Misconceptions PDFDocument6 pagesCooling Tower Basics and Common Misconceptions PDFjokishNo ratings yet
- AnthropologyDocument1 pageAnthropologyKaleem AhmedNo ratings yet
- NTS Book For GAT General Free Download PDFDocument142 pagesNTS Book For GAT General Free Download PDFMuhammad Ramzan100% (3)
- Facts at Your Fingertips-201101-Hansen Solubility Parameters (HSP)Document1 pageFacts at Your Fingertips-201101-Hansen Solubility Parameters (HSP)onizuka-t2263No ratings yet
- Aqm Assignment 2Document44 pagesAqm Assignment 2nithin M SNo ratings yet
- Buffers Green2018Document5 pagesBuffers Green2018pratibhauohanibtNo ratings yet
- 12 Chemistry NcertSolutions Chapter 12 IntextDocument9 pages12 Chemistry NcertSolutions Chapter 12 IntextAkhil KrishnaNo ratings yet
- CenosphereDocument5 pagesCenospherejinupj82No ratings yet
- BalancingDocument3 pagesBalancingIan Rey Mahipos SaavedraNo ratings yet
- Campbell Biology Chapter 4: Terms in This SetDocument2 pagesCampbell Biology Chapter 4: Terms in This SetAngelene PelayoNo ratings yet
- Ternary a-Fe2O3/SnO2/rGO nanocomposite electrodeDocument17 pagesTernary a-Fe2O3/SnO2/rGO nanocomposite electrodeKUMAR RAJASEKARNo ratings yet
- Oxidation and ReductionDocument19 pagesOxidation and ReductionLaaria ChrisNo ratings yet
- Composite AssignmentDocument4 pagesComposite AssignmentAmna QureshiNo ratings yet
- Pope Distillation OverviewDocument2 pagesPope Distillation OverviewAndrew CarruthersNo ratings yet
- SínteseDocument2 pagesSínteseDaniel Viana RodriguesNo ratings yet
- Experiment 4 PostlabDocument3 pagesExperiment 4 PostlabArmiee InfiniteNo ratings yet
- O2 Concentrator Design for COPD PatientsDocument16 pagesO2 Concentrator Design for COPD PatientsSai ShivaNo ratings yet
- Mechanisms of Hormone Action NotesDocument3 pagesMechanisms of Hormone Action Notesapi-390361165No ratings yet
- Organic ChemDocument14 pagesOrganic ChemIvy Cruz100% (1)
- Lesson A1 - States of Matter PDFDocument15 pagesLesson A1 - States of Matter PDFOsmany MadrigalNo ratings yet
- Synthetic Bioplastics From Cassava SkinDocument20 pagesSynthetic Bioplastics From Cassava SkinlisaNo ratings yet
- Hydrogen-induced cracking of hardened steel fastenerDocument9 pagesHydrogen-induced cracking of hardened steel fastenerSinan ChenNo ratings yet
- Filtration Control: Potential Problems From Excessive Filtrate InvasionDocument21 pagesFiltration Control: Potential Problems From Excessive Filtrate InvasionHanif Budhi CundomanikNo ratings yet
- KineDocument6 pagesKineMarie Joy EngayNo ratings yet
- Manoj CIL ReportDocument62 pagesManoj CIL ReportSurya ManojNo ratings yet
- Improvements in Generation III+ Reactor DesignDocument5 pagesImprovements in Generation III+ Reactor DesignBenjamin Luke Jacildo IIINo ratings yet