You might also like
- Better Business in A Better IrelandDocument4 pagesBetter Business in A Better Irelandapi-286562658No ratings yet
- Antifoaming Agents Performance Evaluation... 7Document18 pagesAntifoaming Agents Performance Evaluation... 7dhavaleshNo ratings yet
- With Membrane Technolgy For Oil Sands and Power Generation ApplicationsDocument8 pagesWith Membrane Technolgy For Oil Sands and Power Generation ApplicationsMarcelo Varejão CasarinNo ratings yet
- Application of Uasbr in Treatment of Dairy Waste Water: 1, PG Student, 2, Assistant ProfessorDocument9 pagesApplication of Uasbr in Treatment of Dairy Waste Water: 1, PG Student, 2, Assistant Professorvk100No ratings yet
- Anti ScalantDocument14 pagesAnti ScalantassurendranNo ratings yet
- Treatment of Effluents From A Milk Factory and Production of BiogasDocument4 pagesTreatment of Effluents From A Milk Factory and Production of BiogasHien BapNo ratings yet
- Revised Pacifica Bandini Engineering's ReportDocument10 pagesRevised Pacifica Bandini Engineering's ReportGarry PonferradaNo ratings yet
- John Koumoukelis PDFDocument6 pagesJohn Koumoukelis PDFAnisa Nur WahyuniNo ratings yet
- Fumagen LS® - Effective and Reliable Disinfection For Food and Beverage ProcessesDocument6 pagesFumagen LS® - Effective and Reliable Disinfection For Food and Beverage ProcessesSirSmirkNo ratings yet
- Antifoaming Agents Performance Evaluation 7Document18 pagesAntifoaming Agents Performance Evaluation 7Ahmad AlShahrourNo ratings yet
- How To Optimize Clear in Place CIP ProcessesDocument11 pagesHow To Optimize Clear in Place CIP Processesukal100% (1)
- Dr-HYDER 2Document14 pagesDr-HYDER 2ali abdulrahman al-ezziNo ratings yet
- Plant Redesign For PH Neutralization Process of TeDocument9 pagesPlant Redesign For PH Neutralization Process of TeGabrielito PachacamaNo ratings yet
- Use of CowDung As A Source of Bio Culturing For ETPDocument7 pagesUse of CowDung As A Source of Bio Culturing For ETPRG SegaranNo ratings yet
- Grundfos WWTPDocument34 pagesGrundfos WWTPNguyen Phuc PhamNo ratings yet
- Adv 885 Ro Pac M QuickrefguideDocument8 pagesAdv 885 Ro Pac M QuickrefguideAlejandroOdioCastilloNo ratings yet
- Revised Royal Bellagio Engineering's ReportDocument12 pagesRevised Royal Bellagio Engineering's ReportGarry PonferradaNo ratings yet
- Reverse Osmosis Model R4X40 Installation InstructionsDocument16 pagesReverse Osmosis Model R4X40 Installation InstructionsWattsNo ratings yet
- EDTA - Chemical CleaningDocument20 pagesEDTA - Chemical Cleaningveladandi100% (1)
- 1 s2.0 S0011916400900018 MainDocument16 pages1 s2.0 S0011916400900018 MainAnita YunusNo ratings yet
- Spe 174148 MS 2Document18 pagesSpe 174148 MS 2Hernando CarrilloNo ratings yet
- Direct Cold Plasma: The Innovative Answer To Odour Control in The Food and Feed IndustryDocument4 pagesDirect Cold Plasma: The Innovative Answer To Odour Control in The Food and Feed IndustryInternational Aquafeed magazineNo ratings yet
- Chemicals and Manufacturing CompendiumDocument176 pagesChemicals and Manufacturing CompendiumTomas Barrientos BrunaNo ratings yet
- 100 KLD STP New-1Document13 pages100 KLD STP New-1Anjita KumariNo ratings yet
- A Study On Dairy Wastewater Using Fixed-Film Fixed Bed Anaerobic Diphasic DigesterDocument4 pagesA Study On Dairy Wastewater Using Fixed-Film Fixed Bed Anaerobic Diphasic DigesterSisay Derso MengeshaNo ratings yet
- CH-1993 - FirstCLEAR - Raw - Water - Treatment - Delivers - 5pctincrease - in - Machine - Efficiency - PDFDocument4 pagesCH-1993 - FirstCLEAR - Raw - Water - Treatment - Delivers - 5pctincrease - in - Machine - Efficiency - PDFbuffallo120381No ratings yet
- Revotech Sewage Treatment Opt PDFDocument5 pagesRevotech Sewage Treatment Opt PDFPrashant Singh ChauhanNo ratings yet
- Filmtec RO Membrane CleaningDocument2 pagesFilmtec RO Membrane Cleaningzulmas100% (1)
- Operation and Maintenance Manual: Effluent Treatment PlantDocument49 pagesOperation and Maintenance Manual: Effluent Treatment PlantOmkar BharankarNo ratings yet
- Scale Up PrinciplesDocument22 pagesScale Up Principlesnitin_star201050% (2)
- Chimical UnitDocument13 pagesChimical Unitxtrooz abiNo ratings yet
- 2013 - How To Optimize Clean-In-Place (CIP) Processes in Food and Beverage OperationsDocument11 pages2013 - How To Optimize Clean-In-Place (CIP) Processes in Food and Beverage OperationsademargcjuniorNo ratings yet
- How To Optimize Clear in Place CIP ProcessesDocument11 pagesHow To Optimize Clear in Place CIP Processesteniahim100% (1)
- Envirmonement Source ReportDocument19 pagesEnvirmonement Source Reportمهيمن الابراهيميNo ratings yet
- Condensate Recovery by Reverse OsmosisDocument8 pagesCondensate Recovery by Reverse OsmosisIsbel CedilloNo ratings yet
- Scale-Up, Upstream and Downstream ProcessingDocument106 pagesScale-Up, Upstream and Downstream ProcessingAlbert KuufamNo ratings yet
- Effluent Treatment Plant (ETP) - Process Flow DiagramDocument4 pagesEffluent Treatment Plant (ETP) - Process Flow DiagramshimanthNo ratings yet
- Executive Summary: Standards WaterDocument15 pagesExecutive Summary: Standards Waterapi-25885200No ratings yet
- Standard Operating ProcedureDocument13 pagesStandard Operating ProcedureNasir KhanNo ratings yet
- Technical Proposal RO PT Sarana Tirta Utama 28072021Document11 pagesTechnical Proposal RO PT Sarana Tirta Utama 28072021Budi Iswahyudi100% (1)
- علي غانم خضير PDFDocument29 pagesعلي غانم خضير PDFAli AlibrahimiNo ratings yet
- Validation ProtocolDocument63 pagesValidation ProtocolIndústria Petys64% (22)
- Dialyser Reuse/Reprocessing HistoryDocument73 pagesDialyser Reuse/Reprocessing HistoryKushalDpNo ratings yet
- Saehan Industries Inc. KoreaDocument13 pagesSaehan Industries Inc. Koreadalton2004No ratings yet
- Anaerobic Reactor For Waste Water TreatmentDocument7 pagesAnaerobic Reactor For Waste Water TreatmentJermaine PinedaNo ratings yet
- Safety and Quality of Water Use and Reuse in the Production and Processing of Dairy Products: Meeting ReportFrom EverandSafety and Quality of Water Use and Reuse in the Production and Processing of Dairy Products: Meeting ReportNo ratings yet
- Assignment 7 - ReferencesDocument4 pagesAssignment 7 - ReferencesPham DucNo ratings yet
- V3i4 Ijertv3is040786 PDFDocument5 pagesV3i4 Ijertv3is040786 PDFsarikagNo ratings yet
- Generox™ CSR: A Total Control Program Providing Safe and Economical DisinfectionDocument4 pagesGenerox™ CSR: A Total Control Program Providing Safe and Economical Disinfectionjuan pablo suarezNo ratings yet
- Modeling, Control, and Optimization of Natural Gas Processing PlantsFrom EverandModeling, Control, and Optimization of Natural Gas Processing PlantsRating: 5 out of 5 stars5/5 (1)
- Starch Industry Effluent Treatment PlantDocument30 pagesStarch Industry Effluent Treatment PlantBSridhar50% (2)
- Cleaning Validation Practices Using A Single Pot ProcessorDocument9 pagesCleaning Validation Practices Using A Single Pot Processorjljimenez1969No ratings yet
- Plasticizer OverviewDocument13 pagesPlasticizer Overviewzger15No ratings yet
- TKS 32454 Perancangan Produk Kimia (Chemical Product Design)Document53 pagesTKS 32454 Perancangan Produk Kimia (Chemical Product Design)Zulfansyah zulNo ratings yet
- SPVCQ632210071156 - Rev6 - 50CMD STP - 29oct2022Document17 pagesSPVCQ632210071156 - Rev6 - 50CMD STP - 29oct2022Arvie Batisla-ongNo ratings yet
- Risk Mitigation For CIP and SIP SystemsDocument4 pagesRisk Mitigation For CIP and SIP Systemsnsk79inNo ratings yet
- Design Parameters For Waste Effluent Tre PDFDocument6 pagesDesign Parameters For Waste Effluent Tre PDFNataliaKNo ratings yet
- C. C. C. C. S S S S.... Okoli Okoli Okoli Okoli and and and and P. C. P. C. P. C. P. C. Okonkwo Okonkwo Okonkwo OkonkwoDocument6 pagesC. C. C. C. S S S S.... Okoli Okoli Okoli Okoli and and and and P. C. P. C. P. C. P. C. Okonkwo Okonkwo Okonkwo OkonkwoHemaNo ratings yet
- Water PinchDocument5 pagesWater PinchBruno CredidioNo ratings yet
- Determination of Residue Aspects On Surface After Application of Imagard BIQUAT DisinfectantDocument8 pagesDetermination of Residue Aspects On Surface After Application of Imagard BIQUAT DisinfectantSurjeet SamantaNo ratings yet
- Waste Management Guidelines V0.1Document7 pagesWaste Management Guidelines V0.1Best Best AmornrattanapongNo ratings yet
- CRW4Document1 pageCRW4Best Best AmornrattanapongNo ratings yet
- CSB Strategic Plan11Document20 pagesCSB Strategic Plan11Best Best AmornrattanapongNo ratings yet
- Consider The Role of Safety Layers in The Bhopal DisasterDocument6 pagesConsider The Role of Safety Layers in The Bhopal DisasterBest Best AmornrattanapongNo ratings yet
- Final DCRC Bulletin1Document23 pagesFinal DCRC Bulletin1Best Best AmornrattanapongNo ratings yet
- Analytic Description and Suggested Usage: Name: Shift Anomaly Detector DescriptionDocument3 pagesAnalytic Description and Suggested Usage: Name: Shift Anomaly Detector DescriptionBest Best AmornrattanapongNo ratings yet
- Principles For Learning Lessons From Incidents - A Uk PerspectiveDocument12 pagesPrinciples For Learning Lessons From Incidents - A Uk PerspectiveBest Best AmornrattanapongNo ratings yet
- VCTDS 01042 enDocument16 pagesVCTDS 01042 enBest Best AmornrattanapongNo ratings yet
- XIX Paper 02Document14 pagesXIX Paper 02Best Best AmornrattanapongNo ratings yet
- XX Paper 62Document15 pagesXX Paper 62Best Best AmornrattanapongNo ratings yet
- Guide To: Pressure Testing SafetyDocument23 pagesGuide To: Pressure Testing SafetyBest Best AmornrattanapongNo ratings yet
- Amendments To The PPDA Law: Execution of Works by Force AccountDocument2 pagesAmendments To The PPDA Law: Execution of Works by Force AccountIsmail A Ismail100% (1)
- National Football League FRC 2000 Sol SRGBDocument33 pagesNational Football League FRC 2000 Sol SRGBMick StukesNo ratings yet
- Beyond "The Arc of Freedom and Prosperity": Debating Universal Values in Japanese Grand StrategyDocument9 pagesBeyond "The Arc of Freedom and Prosperity": Debating Universal Values in Japanese Grand StrategyGerman Marshall Fund of the United StatesNo ratings yet
- Bandhan Neft Rtgs FormDocument2 pagesBandhan Neft Rtgs FormMohit Goyal50% (4)
- Wwii TictactoeDocument2 pagesWwii Tictactoeapi-557780348No ratings yet
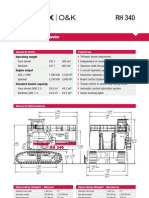
- Hydraulic Mining ExcavatorDocument8 pagesHydraulic Mining Excavatorasditia_07100% (1)
- Lab Report SBK Sem 3 (Priscilla Tuyang)Document6 pagesLab Report SBK Sem 3 (Priscilla Tuyang)Priscilla Tuyang100% (1)
- E-Versuri Ro - Rihana - UmbrelaDocument2 pagesE-Versuri Ro - Rihana - Umbrelaanon-821253100% (1)
- All Day Breakfast: .Served With Cappuccino or Espresso or Lime Juice or TeaDocument7 pagesAll Day Breakfast: .Served With Cappuccino or Espresso or Lime Juice or TeaBryan KuoKyNo ratings yet
- EN 50122-1 January 2011 Corrientes RetornoDocument81 pagesEN 50122-1 January 2011 Corrientes RetornoConrad Ziebold VanakenNo ratings yet
- Switching Simulation in GNS3 - GNS3Document3 pagesSwitching Simulation in GNS3 - GNS3Jerry Fourier KemeNo ratings yet
- FpsecrashlogDocument19 pagesFpsecrashlogtim lokNo ratings yet
- Instant Download Ebook PDF Ecology Concepts and Applications 8th Edition PDF ScribdDocument41 pagesInstant Download Ebook PDF Ecology Concepts and Applications 8th Edition PDF Scribdsteven.cross256100% (45)
- Fundamentals of Signal and Power Integrity PDFDocument46 pagesFundamentals of Signal and Power Integrity PDFjaltitiNo ratings yet
- Application of Geoelectric Method For GroundwaterDocument11 pagesApplication of Geoelectric Method For GroundwaterMunther DhahirNo ratings yet
- Sankranthi PDFDocument39 pagesSankranthi PDFMaruthiNo ratings yet
- Syllabus PDFDocument3 pagesSyllabus PDFBibin Raj B SNo ratings yet
- FE CH 5 AnswerDocument12 pagesFE CH 5 AnswerAntony ChanNo ratings yet
- Manual For Tacho Universal Edition 2006: Legal DisclaimerDocument9 pagesManual For Tacho Universal Edition 2006: Legal DisclaimerboirxNo ratings yet
- Data Sheet Eldar Void SpinnerDocument1 pageData Sheet Eldar Void SpinnerAlex PolleyNo ratings yet
- Famous Little Red Book SummaryDocument6 pagesFamous Little Red Book SummaryMatt MurdockNo ratings yet
- ADC of PIC MicrocontrollerDocument4 pagesADC of PIC Microcontrollerkillbill100% (2)
- 928 Diagnostics Manual v2.7Document67 pages928 Diagnostics Manual v2.7Roger Sego100% (2)
- 2-1. Drifting & Tunneling Drilling Tools PDFDocument9 pages2-1. Drifting & Tunneling Drilling Tools PDFSubhash KediaNo ratings yet
- List of Some Common Surgical TermsDocument5 pagesList of Some Common Surgical TermsShakil MahmodNo ratings yet
- Back Propagation Neural NetworkDocument10 pagesBack Propagation Neural NetworkAhmad Bisyrul HafiNo ratings yet
- Native VLAN and Default VLANDocument6 pagesNative VLAN and Default VLANAaliyah WinkyNo ratings yet
- Chapter 4 - Basic ProbabilityDocument37 pagesChapter 4 - Basic Probabilitynadya shafirahNo ratings yet
- Top 100 Chemical CompaniesDocument11 pagesTop 100 Chemical Companiestawhide_islamicNo ratings yet
- Internship Report Format For Associate Degree ProgramDocument5 pagesInternship Report Format For Associate Degree ProgramBisma AmjaidNo ratings yet