You might also like
- Impresión 3D: instrucciones paso a paso: La guía práctica para principiantes y usuarios!From EverandImpresión 3D: instrucciones paso a paso: La guía práctica para principiantes y usuarios!No ratings yet
- Informe 3dDocument17 pagesInforme 3dCamila SuarezNo ratings yet
- Impresión 3D | instrucciones paso a paso: La guía práctica para principiantes y usuariosFrom EverandImpresión 3D | instrucciones paso a paso: La guía práctica para principiantes y usuariosRating: 5 out of 5 stars5/5 (1)
- Tecnologia Impresion Por FDM PDFDocument5 pagesTecnologia Impresion Por FDM PDFjsk789No ratings yet
- Solución de problemas de impresión en 3D: La guía completa para arreglar todos los problemas de la impresión en 3DFrom EverandSolución de problemas de impresión en 3D: La guía completa para arreglar todos los problemas de la impresión en 3DNo ratings yet
- 85T00388Document8 pages85T00388Jose David AragonNo ratings yet
- Parte de Lo Que Es La Impresion 3DDocument7 pagesParte de Lo Que Es La Impresion 3DAlessandro EscuderoNo ratings yet
- PRACTICA N9 Impresion 3dDocument10 pagesPRACTICA N9 Impresion 3drafaelNo ratings yet
- Proyecto de Diseño de Distemas MecatronicosDocument11 pagesProyecto de Diseño de Distemas MecatronicosJheremy Bazán QuispeNo ratings yet
- EstereolitografiaDocument12 pagesEstereolitografiaJahir LanderosNo ratings yet
- FABRICACIONADITIVADocument13 pagesFABRICACIONADITIVAHenry PomaNo ratings yet
- Cursoimpresion 3 DDocument13 pagesCursoimpresion 3 DvictorNo ratings yet
- Curso de Impresión 3dDocument42 pagesCurso de Impresión 3dAgustin GalvanNo ratings yet
- Impresion 3DDocument15 pagesImpresion 3DGerardo AquinoNo ratings yet
- Investigacion ImpresorasDocument11 pagesInvestigacion ImpresorasRodrigo ReyesNo ratings yet
- Impresion 3 DDocument13 pagesImpresion 3 DAlex AlmacheNo ratings yet
- Tema 2 Diseño e Impresión 3D - IES ANA FRANKDocument7 pagesTema 2 Diseño e Impresión 3D - IES ANA FRANKdanielNo ratings yet
- Previo1 - Arismendi - Faraco y Martínez - AngelDocument4 pagesPrevio1 - Arismendi - Faraco y Martínez - AngelEmiliano Martínez AngelNo ratings yet
- 3DDocument27 pages3Drenio75No ratings yet
- M7.Impresion 3D y Elementos de Diseño ParamétricoDocument28 pagesM7.Impresion 3D y Elementos de Diseño Paramétricodamian bergerNo ratings yet
- ¿Qué Es La Impresión 3D?Document6 pages¿Qué Es La Impresión 3D?Rafael TecaxcoNo ratings yet
- Técnica de Fabricación AditivaDocument9 pagesTécnica de Fabricación AditivaJhon GrandaNo ratings yet
- Introducción A La Impresión 3DDocument12 pagesIntroducción A La Impresión 3Djose ulloaNo ratings yet
- INET I3D 1 IntroduccionDocument37 pagesINET I3D 1 IntroduccionGonzalo CarnevaleNo ratings yet
- Informe Grupo 4Document32 pagesInforme Grupo 4Luis AntonioNo ratings yet
- Cómo Diseñar para Impresión 3D Ebook de BitfabDocument20 pagesCómo Diseñar para Impresión 3D Ebook de BitfabVicente Ferri Domingo100% (3)
- PDFs 2Document11 pagesPDFs 2Adriano ANo ratings yet
- Curso Impresión 3D - Ender 6Document57 pagesCurso Impresión 3D - Ender 6Tradero FulleroNo ratings yet
- Impresion 3DDocument17 pagesImpresion 3DCaterine Padilla Barrios100% (3)
- Introduccion Prototipado1Document18 pagesIntroduccion Prototipado1Markiño CruzNo ratings yet
- Trabajo de TecnologíaDocument17 pagesTrabajo de TecnologíaInmaculada Aparicio MalmiercaNo ratings yet
- Unidad 1 Introducción A La Manufactura AditivaDocument18 pagesUnidad 1 Introducción A La Manufactura Aditivafidel sanchez mendezNo ratings yet
- Historia Impresora 3DDocument21 pagesHistoria Impresora 3DFelix Pujols RosarioNo ratings yet
- Fused Deposition ModelingDocument9 pagesFused Deposition ModelingConsuelo MañonNo ratings yet
- 8 Prácticas Impresora 3DDocument11 pages8 Prácticas Impresora 3DAlan MontesNo ratings yet
- Ebook Imperio 3DDocument24 pagesEbook Imperio 3DFranco Boca L100% (2)
- Manual de La Impresora 3D RONALD MORELODocument38 pagesManual de La Impresora 3D RONALD MORELORonald MoreloNo ratings yet
- Funcionamiento de La Impresión 3dDocument2 pagesFuncionamiento de La Impresión 3dLeonard SabalzaNo ratings yet
- 3 DPrintersDocument16 pages3 DPrintersJesusNo ratings yet
- Impresoras 3DDocument36 pagesImpresoras 3DJemioKdenaNo ratings yet
- Estudio Del MercadoDocument18 pagesEstudio Del MercadoMissael Soria OlveraNo ratings yet
- Deposición de Hilo FundidoDocument3 pagesDeposición de Hilo Fundidototti159No ratings yet
- Encofrado 3d1español - En.esDocument40 pagesEncofrado 3d1español - En.esKurt Sime Mutter100% (1)
- Impresión 3dDocument27 pagesImpresión 3dCrizz Mendoza100% (1)
- Sinterizado Laser y DLADocument11 pagesSinterizado Laser y DLASebastian CastroNo ratings yet
- Guía de Impresión 3dDocument8 pagesGuía de Impresión 3dIrene García AlvarezNo ratings yet
- Diseño de HerramentalesDocument44 pagesDiseño de Herramentaleskevin alejandro lopez gomezNo ratings yet
- Prototipado RapidoDocument16 pagesPrototipado RapidoAlf CraftNo ratings yet
- Informe 02-Cad GR1 Cuenca SantoDocument11 pagesInforme 02-Cad GR1 Cuenca SantoWilmioloNo ratings yet
- Proyecto IvañesDocument15 pagesProyecto IvañesCamila CentenoNo ratings yet
- Unidad 3Document19 pagesUnidad 3jc4489762No ratings yet
- Trabajo de Investigación Impresión 3D Equipo 3 PDFDocument7 pagesTrabajo de Investigación Impresión 3D Equipo 3 PDFRafael TecaxcoNo ratings yet
- Material JettingDocument21 pagesMaterial JettingLuis RamirezNo ratings yet
- Taller - Impresión 3dDocument5 pagesTaller - Impresión 3dFRANCY LORENA OLAYA ORTIZNo ratings yet
- Tecnologías en El Proceso de Micro Fundición - 2Document10 pagesTecnologías en El Proceso de Micro Fundición - 2jordynNo ratings yet
- Tecnicas de Fabricacion AditivaDocument12 pagesTecnicas de Fabricacion AditivaAna LilianaNo ratings yet
- Proyecto 3 Diseño Asistido Por ComputadorDocument14 pagesProyecto 3 Diseño Asistido Por ComputadorDina FloresNo ratings yet
- Impresiones 3DDocument9 pagesImpresiones 3DLuis PilcoNo ratings yet
- Grupo Chuck HullDocument41 pagesGrupo Chuck HullSara LópezNo ratings yet
- Impresión 3DDocument40 pagesImpresión 3DMara Guadalupe Bret100% (1)
- CONTRASTESDocument11 pagesCONTRASTESvillalvaalexNo ratings yet
- Clase BGU MRUDocument4 pagesClase BGU MRUvillalvaalexNo ratings yet
- Simulador 2022Document19 pagesSimulador 2022villalvaalexNo ratings yet
- RepuestosDocument3 pagesRepuestosvillalvaalexNo ratings yet
- EXPOSICIONDocument6 pagesEXPOSICIONvillalvaalexNo ratings yet
- Instituto PelileoDocument5 pagesInstituto PelileovillalvaalexNo ratings yet
- INECDocument12 pagesINECvillalvaalexNo ratings yet
- Encuesta GarantiasDocument1 pageEncuesta GarantiasvillalvaalexNo ratings yet
- Perfil PracticasDocument19 pagesPerfil PracticasvillalvaalexNo ratings yet
- Primeros AuxiliosDocument28 pagesPrimeros AuxiliosvillalvaalexNo ratings yet
- Movimiento Circular Uniforme - McuDocument17 pagesMovimiento Circular Uniforme - McuvillalvaalexNo ratings yet
- Resumen - Trabajo - Potencia y EnergiaDocument4 pagesResumen - Trabajo - Potencia y EnergiavillalvaalexNo ratings yet
- Trasferencia CaloricaDocument50 pagesTrasferencia CaloricavillalvaalexNo ratings yet
- Resumen - Movimiento Rectilineo Uniformemente VariadoDocument3 pagesResumen - Movimiento Rectilineo Uniformemente VariadovillalvaalexNo ratings yet
- Actividades Circulo y CircunferenciaDocument3 pagesActividades Circulo y CircunferenciavillalvaalexNo ratings yet
- Sistema Centralizado de Gas y Señalética de SeguridadDocument12 pagesSistema Centralizado de Gas y Señalética de SeguridadvillalvaalexNo ratings yet
- Planificacion MatematicasDocument8 pagesPlanificacion MatematicasvillalvaalexNo ratings yet
- Proyecto AvanceDocument9 pagesProyecto AvancevillalvaalexNo ratings yet
- MatrizDocument21 pagesMatrizvillalvaalexNo ratings yet
- Sistema Centralizado de GasDocument9 pagesSistema Centralizado de Gasvillalvaalex100% (1)
- Proyecto AvanceDocument9 pagesProyecto AvancevillalvaalexNo ratings yet
- Informe 6Document29 pagesInforme 6villalvaalexNo ratings yet
- InglesDocument5 pagesInglesvillalvaalexNo ratings yet
- Circuito EléctricoDocument2 pagesCircuito EléctricovillalvaalexNo ratings yet
- Impresion 3d PlasticosDocument4 pagesImpresion 3d PlasticosvillalvaalexNo ratings yet
- Unidad de Condensacion 1Document11 pagesUnidad de Condensacion 1villalvaalexNo ratings yet
- Proyecto LacteosDocument32 pagesProyecto LacteosvillalvaalexNo ratings yet
- FichasDocument13 pagesFichasvillalvaalexNo ratings yet
- Secado Por Lecho FluidizadoDocument5 pagesSecado Por Lecho FluidizadoyuricaNo ratings yet
- Pasos A Paso para Impermeabilizar TechoDocument4 pagesPasos A Paso para Impermeabilizar TechoYraida AriasNo ratings yet
- Cartas de ControlDocument3 pagesCartas de ControlDarwin FiallosNo ratings yet
- Alambres y Cables Covifree (H07Z1) - CovisaDocument4 pagesAlambres y Cables Covifree (H07Z1) - CovisaVictor Astudillo ZuñigaNo ratings yet
- Funcionamiento Electrohidráulico RetroexcavadoraDocument7 pagesFuncionamiento Electrohidráulico RetroexcavadoraFrancisco VizcaìnoNo ratings yet
- Formulacion de Estrategia Final Oficial PDFDocument32 pagesFormulacion de Estrategia Final Oficial PDFEvelyn Valenzuela LopezNo ratings yet
- Las Etapas Del CrecimientoDocument24 pagesLas Etapas Del CrecimientoCatia Maria ValenciaNo ratings yet
- Transectos Urbanos y Relatos de LugarDocument15 pagesTransectos Urbanos y Relatos de LugarCire OcampoNo ratings yet
- Test de Evaluación Tema 13Document2 pagesTest de Evaluación Tema 13Jon MinguetNo ratings yet
- AC-1-Aire Acondicionado 2 PsicrometríaDocument36 pagesAC-1-Aire Acondicionado 2 PsicrometríaAxel Doñan100% (1)
- Manual Inscripción GraduacionesDocument10 pagesManual Inscripción Graduacionesaalcerro18No ratings yet
- Tipos de Evaporadores Eyectores y Bombas de VacioDocument21 pagesTipos de Evaporadores Eyectores y Bombas de Vacioevelyn0% (1)
- Modelo para Realizar Un ArtículoDocument5 pagesModelo para Realizar Un ArtículoDeyvith ApazaNo ratings yet
- Diferencias Entre Subred y SuperredDocument3 pagesDiferencias Entre Subred y SuperredKleiver Torres100% (1)
- Estudio y Trazado de CarreterasDocument12 pagesEstudio y Trazado de CarreterasDennis Quispe JuradoNo ratings yet
- Taller PreseleccionDocument19 pagesTaller PreseleccionLEIDY ALEJANDRA GOMEZ MORENONo ratings yet
- Patron Bikini Lazo PDFDocument4 pagesPatron Bikini Lazo PDFDigna HernandezNo ratings yet
- Eurodiesel 15w40Document1 pageEurodiesel 15w40pankituna5487No ratings yet
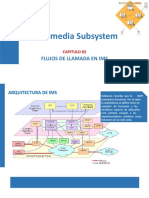
- 03-Flujo de Llamada en IMSv1Document36 pages03-Flujo de Llamada en IMSv1Cecilia Camarena QuispeNo ratings yet
- Prospecto CoarDocument40 pagesProspecto CoarIE Emblematica QuirihuacNo ratings yet
- Carrier Centrifuga 19xrDocument20 pagesCarrier Centrifuga 19xrJorge Perez CorreaNo ratings yet
- Obras de Riego para Zonas Montañosas Bottega, Hoogendam (Pronar Selectisimo)Document256 pagesObras de Riego para Zonas Montañosas Bottega, Hoogendam (Pronar Selectisimo)Orlando VelasquezNo ratings yet
- Bodegas Manuales y AutomatizadasDocument32 pagesBodegas Manuales y AutomatizadasARturo CastilloNo ratings yet
- 12 Reglas de CoddDocument4 pages12 Reglas de CoddCarlos MurciaNo ratings yet
- BCSB - 1000 7.5KWDocument3 pagesBCSB - 1000 7.5KWG&M Tableros ElectricosNo ratings yet
- PBC Letrina Nuevo PDFDocument45 pagesPBC Letrina Nuevo PDFOcre789No ratings yet
- Preevaluacion ExxelDocument27 pagesPreevaluacion ExxelAVILA0708No ratings yet
- Ensayo Aprendizaje Basado en Problemas (Abp)Document2 pagesEnsayo Aprendizaje Basado en Problemas (Abp)WalterVasquezMontoya100% (1)
- Empaquetadura Subaru Rex 600Document2 pagesEmpaquetadura Subaru Rex 600RodolfoArayaCarvajal100% (2)
- 7 tendencias digitales que cambiarán el mundoFrom Everand7 tendencias digitales que cambiarán el mundoRating: 4.5 out of 5 stars4.5/5 (87)
- Influencia. La psicología de la persuasiónFrom EverandInfluencia. La psicología de la persuasiónRating: 4.5 out of 5 stars4.5/5 (14)
- Excel y SQL de la mano: Trabajo con bases de datos en Excel de forma eficienteFrom EverandExcel y SQL de la mano: Trabajo con bases de datos en Excel de forma eficienteRating: 1 out of 5 stars1/5 (1)
- El trading de opciones de una forma sencilla: La guía introductoria al trading de opciones y a las principales estrategias de beneficios.From EverandEl trading de opciones de una forma sencilla: La guía introductoria al trading de opciones y a las principales estrategias de beneficios.Rating: 5 out of 5 stars5/5 (1)
- EL PLAN DE MARKETING EN 4 PASOS. Estrategias y pasos clave para redactar un plan de marketing eficaz.From EverandEL PLAN DE MARKETING EN 4 PASOS. Estrategias y pasos clave para redactar un plan de marketing eficaz.Rating: 4 out of 5 stars4/5 (51)
- Manual técnico para la interpretación de análisis de suelos y fertilización de cultivosFrom EverandManual técnico para la interpretación de análisis de suelos y fertilización de cultivosRating: 4 out of 5 stars4/5 (1)
- Excel para principiantes: Aprenda a utilizar Excel 2016, incluyendo una introducción a fórmulas, funciones, gráficos, cuadros, macros, modelado, informes, estadísticas, Excel Power Query y másFrom EverandExcel para principiantes: Aprenda a utilizar Excel 2016, incluyendo una introducción a fórmulas, funciones, gráficos, cuadros, macros, modelado, informes, estadísticas, Excel Power Query y másRating: 2.5 out of 5 stars2.5/5 (3)
- Inteligencia artificial: Lo que usted necesita saber sobre el aprendizaje automático, robótica, aprendizaje profundo, Internet de las cosas, redes neuronales, y nuestro futuroFrom EverandInteligencia artificial: Lo que usted necesita saber sobre el aprendizaje automático, robótica, aprendizaje profundo, Internet de las cosas, redes neuronales, y nuestro futuroRating: 4 out of 5 stars4/5 (1)
- Ciberseguridad: Una Simple Guía para Principiantes sobre Ciberseguridad, Redes Informáticas y Cómo Protegerse del Hacking en Forma de Phishing, Malware, Ransomware e Ingeniería SocialFrom EverandCiberseguridad: Una Simple Guía para Principiantes sobre Ciberseguridad, Redes Informáticas y Cómo Protegerse del Hacking en Forma de Phishing, Malware, Ransomware e Ingeniería SocialRating: 4.5 out of 5 stars4.5/5 (11)
- Guía para la crianza en un mundo digital: Cómo educar para un uso sano y seguro de la tecnologíaFrom EverandGuía para la crianza en un mundo digital: Cómo educar para un uso sano y seguro de la tecnologíaRating: 3.5 out of 5 stars3.5/5 (2)
- Proyectos Arduino con Tinkercad: Diseño y programación de proyectos electrónicos basados en Arduino con TinkercadFrom EverandProyectos Arduino con Tinkercad: Diseño y programación de proyectos electrónicos basados en Arduino con TinkercadRating: 5 out of 5 stars5/5 (1)
- Clics contra la humanidad: Libertad y resistencia en la era de la distracción tecnológicaFrom EverandClics contra la humanidad: Libertad y resistencia en la era de la distracción tecnológicaRating: 4.5 out of 5 stars4.5/5 (117)
- Conquista de las Redes Sociales: 201 Consejos para Marketeros y Emprendedores DigitalesFrom EverandConquista de las Redes Sociales: 201 Consejos para Marketeros y Emprendedores DigitalesRating: 4.5 out of 5 stars4.5/5 (2)
- Radiocomunicaciones: Teoría y principiosFrom EverandRadiocomunicaciones: Teoría y principiosRating: 5 out of 5 stars5/5 (3)
- La causa raiz de los accidentes: Historias de accidentes en la industriaFrom EverandLa causa raiz de los accidentes: Historias de accidentes en la industriaRating: 5 out of 5 stars5/5 (1)
- Design Thinking para principiantes: La innovación como factor para el éxito empresarialFrom EverandDesign Thinking para principiantes: La innovación como factor para el éxito empresarialRating: 4.5 out of 5 stars4.5/5 (10)
- El Mom Test: Cómo Mantener Conversaciones con tus Clientes y Validar tu Idea de Negocio Cuando Todos te MientenFrom EverandEl Mom Test: Cómo Mantener Conversaciones con tus Clientes y Validar tu Idea de Negocio Cuando Todos te MientenRating: 5 out of 5 stars5/5 (8)
- Guía para la aplicación de ISO 9001 2015From EverandGuía para la aplicación de ISO 9001 2015Rating: 4 out of 5 stars4/5 (1)
- Ciencia de datos: La serie de conocimientos esenciales de MIT PressFrom EverandCiencia de datos: La serie de conocimientos esenciales de MIT PressRating: 5 out of 5 stars5/5 (1)
- Aprende a Modelar Aplicaciones con UML - Tercera EdiciónFrom EverandAprende a Modelar Aplicaciones con UML - Tercera EdiciónRating: 2 out of 5 stars2/5 (1)
- Aprender HTML5, CSS3 y Javascript con 100 ejereciosFrom EverandAprender HTML5, CSS3 y Javascript con 100 ejereciosRating: 5 out of 5 stars5/5 (2)
- Agile: Una guía para la Gestión de Proyectos Agile con Scrum, Kanban y LeanFrom EverandAgile: Una guía para la Gestión de Proyectos Agile con Scrum, Kanban y LeanRating: 5 out of 5 stars5/5 (1)
- Sistema de gestión lean para principiantes: Fundamentos del sistema de gestión lean para pequeñas y medianas empresas - con muchos ejemplos prácticosFrom EverandSistema de gestión lean para principiantes: Fundamentos del sistema de gestión lean para pequeñas y medianas empresas - con muchos ejemplos prácticosRating: 4 out of 5 stars4/5 (16)