You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (890)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Experiment #4 - Enzymatic Reduction of Methyl AcetoacetateDocument5 pagesExperiment #4 - Enzymatic Reduction of Methyl AcetoacetateJasmin CeciliaNo ratings yet
- VS-HS Storage Systems Product Manual Ws PDFDocument38 pagesVS-HS Storage Systems Product Manual Ws PDFmehmacarNo ratings yet
- Activity Coefficients of The Tetramethyl Compounds of Group 14 Elements in N-Alkane Solutions From g.1.c. MeasurementsDocument7 pagesActivity Coefficients of The Tetramethyl Compounds of Group 14 Elements in N-Alkane Solutions From g.1.c. Measurementsm_adnane_dz3184No ratings yet
- 영어Document2 pages영어Won JangNo ratings yet
- ProductsMethodology20140601 PDFDocument66 pagesProductsMethodology20140601 PDFWon JangNo ratings yet
- Opeating CostDocument0 pagesOpeating CostAudrey Patrick KallaNo ratings yet
- Osn Contract 2012 Edition WebDocument34 pagesOsn Contract 2012 Edition WebWon JangNo ratings yet
- Alkylation Chemistry 2003Document29 pagesAlkylation Chemistry 2003Won JangNo ratings yet
- Session 4 Refining Notes 2012 PDFDocument17 pagesSession 4 Refining Notes 2012 PDFWon JangNo ratings yet
- Alkylation Chemistry 2003Document29 pagesAlkylation Chemistry 2003Won JangNo ratings yet
- Edl Sda Article HP 2014Document3 pagesEdl Sda Article HP 2014Won JangNo ratings yet
- ULS Gasoline & Diesel Refining StudyDocument60 pagesULS Gasoline & Diesel Refining StudyEmmanuel Byensita100% (1)
- Edl Sda Article HP 2014Document3 pagesEdl Sda Article HP 2014Won JangNo ratings yet
- Excel Economics SpreadsheetDocument31 pagesExcel Economics SpreadsheetWon JangNo ratings yet
- Alkylation Chemistry 2003Document0 pagesAlkylation Chemistry 2003Yahaya Umar BalarabeNo ratings yet
- Refining Margin Supplement OMRAUG 12SEP2012Document30 pagesRefining Margin Supplement OMRAUG 12SEP2012Won JangNo ratings yet
- Course Petroleum Economic and ManagementDocument74 pagesCourse Petroleum Economic and ManagementMohamed Abdrabo100% (8)
- Oil Market Update: US Inventories Fall, Prices RiseDocument4 pagesOil Market Update: US Inventories Fall, Prices RiseHassan RazaNo ratings yet
- Ethanol Blending's Impact on Gasoline PricesDocument36 pagesEthanol Blending's Impact on Gasoline PricesWon JangNo ratings yet
- 201406070259104211804RS 3 Expert Group Report Oct2013Document102 pages201406070259104211804RS 3 Expert Group Report Oct2013Won JangNo ratings yet
- Refining Margin Supplement OMRAUG 12SEP2012Document14 pagesRefining Margin Supplement OMRAUG 12SEP2012Won JangNo ratings yet
- Oil Market Update: US Inventories Fall, Prices RiseDocument4 pagesOil Market Update: US Inventories Fall, Prices RiseHassan RazaNo ratings yet
- Improvements in The RFCC Process: Feb 22nd. 2011Document22 pagesImprovements in The RFCC Process: Feb 22nd. 2011Robenito Ruben100% (2)
- Relationship Between Spot Crude and Product PricesDocument106 pagesRelationship Between Spot Crude and Product PricesWon JangNo ratings yet
- How To Learn Any Language Quickly, Easily, Inexpensively, Enjoyably and On Your Own PDFDocument15 pagesHow To Learn Any Language Quickly, Easily, Inexpensively, Enjoyably and On Your Own PDFRoberto Mazas SalgadoNo ratings yet
- Introduction To Petroleum RefiningDocument38 pagesIntroduction To Petroleum Refiningarvindgupta_2005No ratings yet
- Hydro Skimming Margins Vs Cracking MarginsDocument78 pagesHydro Skimming Margins Vs Cracking MarginsWon Jang100% (1)
- RFCC FinalDocument61 pagesRFCC Finalsem100% (5)
- Petroleum DemandDocument7 pagesPetroleum DemandWon JangNo ratings yet
- Maximising Refinery Margin With Minimal CapexDocument12 pagesMaximising Refinery Margin With Minimal CapexWon JangNo ratings yet
- A 17 V 29 N 2Document14 pagesA 17 V 29 N 2Won JangNo ratings yet
- EconomicDocument14 pagesEconomicWon JangNo ratings yet
- Date Planned: - / - / - Daily Tutorial Sheet-13 Expected Duration: 30 Min Actual Date of Attempt: - / - / - Level-3 Exact DurationDocument1 pageDate Planned: - / - / - Daily Tutorial Sheet-13 Expected Duration: 30 Min Actual Date of Attempt: - / - / - Level-3 Exact DurationShahina NasreenNo ratings yet
- GATE-Architecture Sample QuestionsDocument6 pagesGATE-Architecture Sample QuestionsCharan ReddyNo ratings yet
- Formulation and Evaluation of Orally Disintegrating Tablets of SertralineDocument7 pagesFormulation and Evaluation of Orally Disintegrating Tablets of SertralineDinesh BabuNo ratings yet
- Content of The Dossier For Chemical Purity and Microbiological QualityDocument23 pagesContent of The Dossier For Chemical Purity and Microbiological QualityjdemelloNo ratings yet
- FINALDocument16 pagesFINALdushyanth rajNo ratings yet
- KEY Macromolecules Chart 2015Document4 pagesKEY Macromolecules Chart 2015Joshua BernilNo ratings yet
- The Radio Chemistry of Mercury - Us AECDocument211 pagesThe Radio Chemistry of Mercury - Us AEClondonbluetopazNo ratings yet
- Hooper David - The Colloidal Silver Hand BookDocument23 pagesHooper David - The Colloidal Silver Hand BookStarla ShermanNo ratings yet
- RHOPLEX™ EC-3000: 100% Acrylic Polymer For The Roof Coatings MarketDocument4 pagesRHOPLEX™ EC-3000: 100% Acrylic Polymer For The Roof Coatings MarketLong An DoNo ratings yet
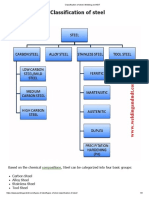
- Classification of Steel - Welding and NDTDocument3 pagesClassification of Steel - Welding and NDTAshif Iqubal100% (1)
- Evolution of Atomic Structure PDFDocument1 pageEvolution of Atomic Structure PDFAnonymous VI4gZ25FbaNo ratings yet
- Polyisobutylene SuccinicamideDocument9 pagesPolyisobutylene Succinicamideperqs BeautyisjoyNo ratings yet
- RTS PS 2024ref2023ftsDocument3 pagesRTS PS 2024ref2023ftsmohitabochare2039No ratings yet
- Nust ChemistryDocument137 pagesNust Chemistryahmed ilyasNo ratings yet
- Protect and seal concrete floors with PAVIMYC HB 2/CDocument6 pagesProtect and seal concrete floors with PAVIMYC HB 2/CDory KiblawiNo ratings yet
- Ripening of CheeseDocument18 pagesRipening of CheeseHASVRDNo ratings yet
- Merck Chemicals - Advantages For The EnvironmentDocument4 pagesMerck Chemicals - Advantages For The EnvironmentMerck ChemicalsNo ratings yet
- BooCax Disinfection Solution For Beijing 2022 Winter OlympicsDocument21 pagesBooCax Disinfection Solution For Beijing 2022 Winter OlympicsRobotics BoocaxNo ratings yet
- SY 2022-2023 Updated Chem 301 Biochem Lec Synch and AsynchDocument3 pagesSY 2022-2023 Updated Chem 301 Biochem Lec Synch and AsynchLYKA ANTONETTE ABREGANANo ratings yet
- List of Steel Products Made in The UK PDFDocument120 pagesList of Steel Products Made in The UK PDFAntonio MarrufoNo ratings yet
- Saudi Arabian Standard SASO-443E Plug Pin 220V TestDocument21 pagesSaudi Arabian Standard SASO-443E Plug Pin 220V TestPusertif PengadaanNo ratings yet
- Y10 Sci Revision SheetDocument5 pagesY10 Sci Revision SheetAnonymous u1A7iCcGNo ratings yet
- Hegatec VacuumBeltDryerDocument2 pagesHegatec VacuumBeltDryerpintaratNo ratings yet
- Practical of Chemistry PDFDocument377 pagesPractical of Chemistry PDFrajesh971No ratings yet
- Experiment 2: Brinell Hardness TestDocument5 pagesExperiment 2: Brinell Hardness TestseifNo ratings yet
- 0926p5richard-Lee2 Good Slids For Composite Wrap RepairDocument37 pages0926p5richard-Lee2 Good Slids For Composite Wrap RepairVignesh VelNo ratings yet