You might also like
- Hectorite Na (MG Li) Si O (OH)Document1 pageHectorite Na (MG Li) Si O (OH)satinkaNo ratings yet
- ReadMe PDFDocument1 pageReadMe PDFsatinkaNo ratings yet
- Akiyama - Tempus PRO PDFDocument1 pageAkiyama - Tempus PRO PDFsatinkaNo ratings yet
- Akiyama - Tempus LE PDFDocument1 pageAkiyama - Tempus LE PDFsatinkaNo ratings yet
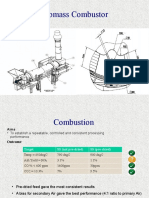
- Combustion Trial Pres To VerveDocument7 pagesCombustion Trial Pres To VervesatinkaNo ratings yet
- Waves Iox ManualDocument44 pagesWaves Iox ManualheinhomeNo ratings yet
- Note-Taking TemplateDocument1 pageNote-Taking TemplatesatinkaNo ratings yet
- B80-BMB4 Mothership: Quick Start GuideDocument14 pagesB80-BMB4 Mothership: Quick Start GuideEduar AcuñaNo ratings yet
- Annual Report 2018: Delivering Educational ExcellenceDocument20 pagesAnnual Report 2018: Delivering Educational ExcellencesatinkaNo ratings yet
- Welcome Post Webinar Invitation Term 4 2020Document1 pageWelcome Post Webinar Invitation Term 4 2020satinkaNo ratings yet
- Welcome Post Webinar Invitation Term 4 2020Document1 pageWelcome Post Webinar Invitation Term 4 2020satinkaNo ratings yet
- Copper Acid Soluble MineralsDocument4 pagesCopper Acid Soluble MineralssatinkaNo ratings yet
- Annual Report 2018: Delivering Educational ExcellenceDocument20 pagesAnnual Report 2018: Delivering Educational ExcellencesatinkaNo ratings yet
- Sizing ScrubberDocument62 pagesSizing ScrubberindahazhrNo ratings yet
- EPA MSW WorksheetDocument2 pagesEPA MSW WorksheetsatinkaNo ratings yet
- Estimated Pyrolysis Gas CompositionDocument1 pageEstimated Pyrolysis Gas CompositionsatinkaNo ratings yet
- Wasteanalysesandcharacterizationstudywacsforwteproject Greenergysolutions 110607051230 Phpapp01Document31 pagesWasteanalysesandcharacterizationstudywacsforwteproject Greenergysolutions 110607051230 Phpapp01satinkaNo ratings yet
- OTE Slurry Sampling Eng WebDocument8 pagesOTE Slurry Sampling Eng WebsatinkaNo ratings yet
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Recycled Furniture - 1Document28 pagesRecycled Furniture - 1Amira HossamNo ratings yet
- Eliot - Waste LandDocument9 pagesEliot - Waste LandGeru AlinNo ratings yet
- Chapter VDocument22 pagesChapter VMhajan Jay OlivarNo ratings yet
- Sample Persuasive LetterDocument1 pageSample Persuasive Letterapotropaic.spirit100% (7)
- Msds - Interzone 485Document12 pagesMsds - Interzone 485kousick sundararajanNo ratings yet
- Drafting Technology Y4Document304 pagesDrafting Technology Y4Stephanie De La TorreNo ratings yet
- Las in Health 6 Q2Document3 pagesLas in Health 6 Q2Julius MirandaNo ratings yet
- Sample EXAMDocument117 pagesSample EXAMLouie SerranoNo ratings yet
- Loss of Nitrogen Compounds During CompostingDocument9 pagesLoss of Nitrogen Compounds During CompostingRonaldo SaludesNo ratings yet
- s60-047b Developer Part BDocument3 pagess60-047b Developer Part BFabian MoncayoNo ratings yet
- 2018 19 JaynagarDocument361 pages2018 19 JaynagarAshok Sahu100% (1)
- Battle of QadsiyyaDocument30 pagesBattle of QadsiyyakhadijabugtiNo ratings yet
- Monthly Quality Report (Not Complete)Document1 pageMonthly Quality Report (Not Complete)Sakhile NdlovuNo ratings yet
- Swot and Pestle PDFDocument19 pagesSwot and Pestle PDFgopimytNo ratings yet
- 45 CSR - Priyanka T - BisleriDocument38 pages45 CSR - Priyanka T - Bisleripranavtiwari48No ratings yet
- SDS - Antifouling Seavictor 40 - Marine - Protective - English (Uk) - AustraliaDocument8 pagesSDS - Antifouling Seavictor 40 - Marine - Protective - English (Uk) - AustraliaDonNo ratings yet
- CHAPTER II (Awareness and Practices On Solid Waste Management)Document15 pagesCHAPTER II (Awareness and Practices On Solid Waste Management)Jayson CiprianoNo ratings yet
- Presentation On Industrial Training at Thermal Power Plan, GandhinagarDocument21 pagesPresentation On Industrial Training at Thermal Power Plan, GandhinagarChauhan Sudhir100% (1)
- Fixing Memory Leaks in Android Applications Using DDMS & MATDocument32 pagesFixing Memory Leaks in Android Applications Using DDMS & MATAnonymous 1Wb6JCkNo ratings yet
- HWDocument3 pagesHWLinh Chi Vũ PhạmNo ratings yet
- Combined Support Maintenance Shop (CSMS) : CASE STUDY: North Carolina National GuardDocument2 pagesCombined Support Maintenance Shop (CSMS) : CASE STUDY: North Carolina National GuardApocolyseNo ratings yet
- Eco-Products Directory 2012 WebDocument558 pagesEco-Products Directory 2012 WebSisca WiryawanNo ratings yet
- Nuclear Medicine: Equipment & ConsumablesDocument14 pagesNuclear Medicine: Equipment & Consumablesshadab0123No ratings yet
- Dumont 43-101 FINAL Jul25Document432 pagesDumont 43-101 FINAL Jul25oztug100% (1)
- Mounjaro Instruction GuideDocument5 pagesMounjaro Instruction GuideNyetNo ratings yet
- Protistas Como Bioindicadores FoissnerDocument20 pagesProtistas Como Bioindicadores FoissnerLuiggia GirardiNo ratings yet
- Supplier Categories ListDocument5 pagesSupplier Categories ListShruti ChohanNo ratings yet
- How Long Does It Take Garbage To DecomposeDocument6 pagesHow Long Does It Take Garbage To DecomposeToni IsbandiNo ratings yet
- Rethink The Business Model For Sustainable DevelopmentDocument26 pagesRethink The Business Model For Sustainable DevelopmentLudor EngineeringNo ratings yet
- 3form 2016catalogDocument58 pages3form 2016catalogRogelio Riquelme TorresNo ratings yet