You might also like
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- CopyrightDocument1 pageCopyrightDjokataNo ratings yet
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- Chap 9.1Document7 pagesChap 9.1DjokataNo ratings yet
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
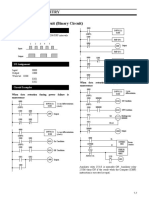
- Useful Circuitry Push-On/Push-Off Circuit (Binary Circuit)Document10 pagesUseful Circuitry Push-On/Push-Off Circuit (Binary Circuit)DjokataNo ratings yet
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- ContentDocument3 pagesContentDjokataNo ratings yet
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- Useful Circuitry: 16-Point Non-Lock-In AnnunicatorDocument6 pagesUseful Circuitry: 16-Point Non-Lock-In AnnunicatorDjokataNo ratings yet
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- HeaderDocument10 pagesHeaderDjokata0% (1)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Chap 8.1Document6 pagesChap 8.1DjokataNo ratings yet
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Useful Circuitry 1 - Cycle Differentiation CircuitDocument6 pagesUseful Circuitry 1 - Cycle Differentiation CircuitDjokataNo ratings yet
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- Application Examples of Basic Commands: OperationDocument11 pagesApplication Examples of Basic Commands: OperationDjokataNo ratings yet
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Application Examples of Basic CommandsDocument10 pagesApplication Examples of Basic CommandsDjokataNo ratings yet
- Application Examples of Basic Commands Example: Ball Sorter MechanismDocument5 pagesApplication Examples of Basic Commands Example: Ball Sorter MechanismDjokataNo ratings yet
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Application Examples of Basic Commands: I/O AssignmentDocument10 pagesApplication Examples of Basic Commands: I/O AssignmentDjokataNo ratings yet
- Application Examples of Basic CommandsDocument9 pagesApplication Examples of Basic CommandsDjokataNo ratings yet
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- Application Examples of Basic Commands On and Off Delay CircuitDocument10 pagesApplication Examples of Basic Commands On and Off Delay CircuitDjokata100% (1)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- Chap 2.2Document2 pagesChap 2.2DjokataNo ratings yet
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
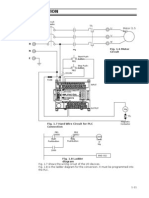
- Application Examples of Basic Commands Application #4: Drilling Control OperationDocument10 pagesApplication Examples of Basic Commands Application #4: Drilling Control OperationDjokataNo ratings yet
- Chap 6.1Document11 pagesChap 6.1DjokataNo ratings yet
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Chap 5.1Document9 pagesChap 5.1DjokataNo ratings yet
- Appendix E-PC Setup CPM1A PC Setup SettingsDocument10 pagesAppendix E-PC Setup CPM1A PC Setup SettingsDjokataNo ratings yet
- Application Examples of Basic Commands: ExampleDocument11 pagesApplication Examples of Basic Commands: ExampleDjokataNo ratings yet
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Unit Specifications and Components General Specifications of Cpm1A Cpus UnitDocument15 pagesUnit Specifications and Components General Specifications of Cpm1A Cpus UnitDjokataNo ratings yet
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Chap 3.1Document17 pagesChap 3.1DjokataNo ratings yet
- Chap 1.2Document11 pagesChap 1.2DjokataNo ratings yet
- Chap 2.1Document24 pagesChap 2.1DjokataNo ratings yet
- APPENDBDocument10 pagesAPPENDBDjokataNo ratings yet
- Appendix A-Standard Models Standard ModelsDocument3 pagesAppendix A-Standard Models Standard ModelsDjokataNo ratings yet
- Appendix C-Programming Instructions Instruction Available in CPM1A and CPM2A Sequence InstructionsDocument10 pagesAppendix C-Programming Instructions Instruction Available in CPM1A and CPM2A Sequence InstructionsDjokataNo ratings yet
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- Appendix D-Memory Areas CPM1A Memory Area Functions Memory Area StructureDocument15 pagesAppendix D-Memory Areas CPM1A Memory Area Functions Memory Area StructureDjokataNo ratings yet
- Experiment # 01: Introduction To ComputerDocument5 pagesExperiment # 01: Introduction To ComputerAbuzarNo ratings yet
- Kia Hyundai DTCDocument63 pagesKia Hyundai DTCDante Allegro100% (2)
- UI/UX Presentation10Document36 pagesUI/UX Presentation10Rohit BhardwajNo ratings yet
- Memory HierarchyDocument47 pagesMemory Hierarchypranali suryawanshi100% (1)
- CBSE Class 9 Computer Science Sample Paper 2017Document1 pageCBSE Class 9 Computer Science Sample Paper 2017Vaibhav bhandariNo ratings yet
- Sensor Based Energy Conservation System For Corporate Computers and Lighting SystemDocument43 pagesSensor Based Energy Conservation System For Corporate Computers and Lighting SystemSaravanan ViswakarmaNo ratings yet
- Англійська мова 3 курс 2 семестр PDFDocument95 pagesАнглійська мова 3 курс 2 семестр PDFmak sudNo ratings yet
- CIT 1101 Fundamentals of Computer Science and Its ApplicationsDocument99 pagesCIT 1101 Fundamentals of Computer Science and Its Applicationsvitalis mainaNo ratings yet
- K13-03-04 Digital Tehniques / Electronics Intrument System - Nama: NDP: Le 2: Recognize The Basic Computer StructureDocument12 pagesK13-03-04 Digital Tehniques / Electronics Intrument System - Nama: NDP: Le 2: Recognize The Basic Computer StructureGanesh Ruban AnathanNo ratings yet
- Lesson2 Perform Mensuration and CalculationDocument16 pagesLesson2 Perform Mensuration and CalculationJoseph Acebo100% (1)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Justification 2b d2Document2 pagesJustification 2b d2api-321147998No ratings yet
- 6T SRAM SimulationDocument9 pages6T SRAM SimulationAzza FaiadNo ratings yet
- 6ES72151AG400XB0 Datasheet enDocument3 pages6ES72151AG400XB0 Datasheet enedison solorzanoNo ratings yet
- Unit 1 Introdution To Computers and LogicDocument45 pagesUnit 1 Introdution To Computers and Logicjoemar cadampogNo ratings yet
- William Stallings Computer Organization and Architecture 10 EditionDocument12 pagesWilliam Stallings Computer Organization and Architecture 10 EditionAhmed AyazNo ratings yet
- Lecture 5 - HardwareDocument6 pagesLecture 5 - HardwareRobert VillanuevaNo ratings yet
- CLEVO W76xSUA - 6-71-M74S0-D06A PDFDocument104 pagesCLEVO W76xSUA - 6-71-M74S0-D06A PDFAmin Udin33% (3)
- Service Manual: WashingDocument43 pagesService Manual: WashingRODRIGO TROCONISNo ratings yet
- Karnataka 1st PUC Question Bank - COMPUTER SCIENCEDocument46 pagesKarnataka 1st PUC Question Bank - COMPUTER SCIENCERaghu Gowda100% (1)
- Edm24nii 30nii CatalogDocument6 pagesEdm24nii 30nii CatalogJayson TeeNo ratings yet
- Image Reader-A1 iR5000i/iR6000i: FY8-13HH-000Document855 pagesImage Reader-A1 iR5000i/iR6000i: FY8-13HH-000oleg-spbNo ratings yet
- Computer Organization & Architecture: Dr. Muhammad UsmanDocument58 pagesComputer Organization & Architecture: Dr. Muhammad UsmanShafaat AliNo ratings yet
- M32 Maintenance Manual A2794-30Document122 pagesM32 Maintenance Manual A2794-30drkorneyNo ratings yet
- Define and Explain The Internet of Things.: 1) Physical ObjectDocument32 pagesDefine and Explain The Internet of Things.: 1) Physical Objectfaiyaz pardiwalaNo ratings yet
- Sharp - Er A410 420Document44 pagesSharp - Er A410 420George SmithNo ratings yet
- Registers, RAM and Cache MemoryDocument3 pagesRegisters, RAM and Cache MemoryGruNo ratings yet
- Irc3380 2880 Series-PmDocument210 pagesIrc3380 2880 Series-Pm1cisco1No ratings yet
- Codigos de Fallas S 40 IIDocument1 pageCodigos de Fallas S 40 IIRonald Rivera GoraNo ratings yet
- Flash WhitePaper FinalDocument6 pagesFlash WhitePaper FinalseanNo ratings yet
- Computer Fundamentals IndiabixDocument148 pagesComputer Fundamentals IndiabixPradip Kumar Pandit50% (2)
- iPhone 14 Guide for Seniors: Unlocking Seamless Simplicity for the Golden Generation with Step-by-Step ScreenshotsFrom EverandiPhone 14 Guide for Seniors: Unlocking Seamless Simplicity for the Golden Generation with Step-by-Step ScreenshotsRating: 5 out of 5 stars5/5 (2)
- CompTIA Security+ All-in-One Exam Guide, Sixth Edition (Exam SY0-601)From EverandCompTIA Security+ All-in-One Exam Guide, Sixth Edition (Exam SY0-601)Rating: 5 out of 5 stars5/5 (1)
- iPhone Unlocked for the Non-Tech Savvy: Color Images & Illustrated Instructions to Simplify the Smartphone Use for Beginners & Seniors [COLOR EDITION]From EverandiPhone Unlocked for the Non-Tech Savvy: Color Images & Illustrated Instructions to Simplify the Smartphone Use for Beginners & Seniors [COLOR EDITION]Rating: 5 out of 5 stars5/5 (2)
- Chip War: The Fight for the World's Most Critical TechnologyFrom EverandChip War: The Fight for the World's Most Critical TechnologyRating: 4.5 out of 5 stars4.5/5 (82)
- Chip War: The Quest to Dominate the World's Most Critical TechnologyFrom EverandChip War: The Quest to Dominate the World's Most Critical TechnologyRating: 4.5 out of 5 stars4.5/5 (227)