You might also like
- Piston and Ring Failures 1Document27 pagesPiston and Ring Failures 1Sushant Patil100% (2)
- Bearing FailureDocument5 pagesBearing Failuremechmaster4uNo ratings yet
- Piston RingDocument43 pagesPiston RingSudath Kularathna67% (3)
- Bearing Damage AnalysisDocument12 pagesBearing Damage AnalysisZulfahmi IrhamdaniNo ratings yet
- Plain Bearings Failure Mode and RectificationDocument13 pagesPlain Bearings Failure Mode and RectificationengrsurifNo ratings yet
- Journal Bearing LubricationDocument5 pagesJournal Bearing LubricationYorman Hernandez100% (1)
- Shell Bearing Failure GuidelineDocument10 pagesShell Bearing Failure GuidelineMadhana GopalNo ratings yet
- Engine Bearing Failure Analysis GuideDocument32 pagesEngine Bearing Failure Analysis Guidetiredforever100% (1)
- Bearing Failure AnalysisDocument12 pagesBearing Failure AnalysisDerrick AramNo ratings yet
- 19 - Wartsila - Turbocharging 2 Stroke Engine - Existing & Future DemandsDocument18 pages19 - Wartsila - Turbocharging 2 Stroke Engine - Existing & Future DemandsCháu Bác HồNo ratings yet
- Bearing Tech GuideDocument48 pagesBearing Tech GuideOsama Elnahrawy100% (1)
- JE Piston Terminology and FeaturesDocument4 pagesJE Piston Terminology and FeaturesCarlos García Hernández100% (1)
- Piston and Ring Failures 2001Document5 pagesPiston and Ring Failures 2001Abdelrahman MagdyNo ratings yet
- MAHLE Failures in Pistons, Rings, Liners, Bearings & Bushings ManualDocument68 pagesMAHLE Failures in Pistons, Rings, Liners, Bearings & Bushings Manualaakk7592% (12)
- Flushingwdaaa116767 13 - 8 2002Document44 pagesFlushingwdaaa116767 13 - 8 2002Pablo E Salazar MNo ratings yet
- MAHLE Engine Failure Manual PDFDocument68 pagesMAHLE Engine Failure Manual PDFAnonymous kJE994yU78% (9)
- Piston DamageDocument104 pagesPiston DamageOwen Sanchez100% (3)
- FAG Failure Diagnosis PC en PDFDocument28 pagesFAG Failure Diagnosis PC en PDFLeire MeigaNo ratings yet
- How To Prevent Bearing Failure and Determine Their CausesDocument11 pagesHow To Prevent Bearing Failure and Determine Their CausesAntonio da Luz100% (1)
- CrankshaftDocument126 pagesCrankshaftRishab Sharma100% (1)
- BearingDocument10 pagesBearingpvjawaleNo ratings yet
- Crankshaft, crosshead and bearing constructionDocument47 pagesCrankshaft, crosshead and bearing constructionMeghanath Adkonkar0% (1)
- Diesel Failure AnalysisDocument32 pagesDiesel Failure AnalysisxristinaNo ratings yet
- Diesel Engine LubricationDocument28 pagesDiesel Engine LubricationBrian ASNo ratings yet
- 10 - Failure Analysis GuidebookDocument32 pages10 - Failure Analysis GuidebookAnurag Dureja50% (2)
- RT-113 Sulphur Dependent Cyl Oil Feed RateDocument14 pagesRT-113 Sulphur Dependent Cyl Oil Feed RatePipis FakidomitisNo ratings yet
- Reasons and Causes For Cam Failure: Tech BulletinDocument2 pagesReasons and Causes For Cam Failure: Tech BulletinForesight MisrNo ratings yet
- Automotive Engine Valve RecessionDocument135 pagesAutomotive Engine Valve RecessionFGarcia92100% (1)
- Instructions for installing and maintaining propeller shaft bearingsDocument4 pagesInstructions for installing and maintaining propeller shaft bearingsrpichoNo ratings yet
- Exhaust Valve Main EngineDocument7 pagesExhaust Valve Main EngineMandeep Singh Kahlon100% (1)
- Bearing Assessment For Wartsila 20Document13 pagesBearing Assessment For Wartsila 20magicalseas100% (7)
- 6EY22 Marine Auxiliairy Diesel EngineDocument28 pages6EY22 Marine Auxiliairy Diesel EngineRifkiHabibi100% (1)
- MAN Piston RingDocument14 pagesMAN Piston RingDavison Thomas100% (3)
- Engine Bearing Failure Analysis PDFDocument20 pagesEngine Bearing Failure Analysis PDFgume pesaNo ratings yet
- Ceb 2 1114 Engine Bearing Failures Brochure PDFDocument39 pagesCeb 2 1114 Engine Bearing Failures Brochure PDFAlessandro Maia100% (2)
- Full Paper No 134Document12 pagesFull Paper No 1341542No ratings yet
- Care & Maint. of Bearings - NTN PDFDocument26 pagesCare & Maint. of Bearings - NTN PDFRaghavendra Saraf100% (1)
- MAN Diesel and Turbo SL2014-571 PDFDocument20 pagesMAN Diesel and Turbo SL2014-571 PDFparamjyot_sabharwal0% (1)
- Diesel Engine ManualDocument243 pagesDiesel Engine ManualDavid SeddonNo ratings yet
- Kent Cams guide to high-performance camshafts and camshaft kitsDocument45 pagesKent Cams guide to high-performance camshafts and camshaft kitsstalin100% (1)
- Crankshaft TerminologyDocument16 pagesCrankshaft TerminologySathistrnpcNo ratings yet
- Bearing GuideDocument81 pagesBearing Guidechiru1010100% (1)
- 8 Ways Monitor Measure Marine Engine PerformanceDocument3 pages8 Ways Monitor Measure Marine Engine PerformanceDwein Ocampo AguilarNo ratings yet
- Service Experience MAN 2 STROKEDocument32 pagesService Experience MAN 2 STROKEBenjamin van DierenNo ratings yet
- Clevite Distress GuideDocument76 pagesClevite Distress GuideMichael Pataki100% (2)
- Diagnostics of Marine Propeller Shafts: Piotr BielawskiDocument10 pagesDiagnostics of Marine Propeller Shafts: Piotr BielawskiAyman SaadNo ratings yet
- WS A25 Connecting Rod Types Guidelines For Assessment at Bottom End TB00-3301-16Document4 pagesWS A25 Connecting Rod Types Guidelines For Assessment at Bottom End TB00-3301-16DPNo ratings yet
- Turbo Failure GuideDocument4 pagesTurbo Failure GuideRoman AdamNo ratings yet
- General Bearing Requirements and Design CriteriaDocument6 pagesGeneral Bearing Requirements and Design Criteriaapi-3701567100% (2)
- Bearing Design and Metallurgy GuideDocument46 pagesBearing Design and Metallurgy GuideKumarNo ratings yet
- Akarshan Sood Graduate Marine Engineer Main Engine Bearing: Inserting Type Removable Shell BearingDocument7 pagesAkarshan Sood Graduate Marine Engineer Main Engine Bearing: Inserting Type Removable Shell Bearingakarshansood100% (4)
- Engine Bearing Housing and How It Affects Engine Bearings (SubsTech)Document8 pagesEngine Bearing Housing and How It Affects Engine Bearings (SubsTech)MahnooshNo ratings yet
- Journal BearingDocument7 pagesJournal BearingFarhan TalibNo ratings yet
- DANA Bearing DamageDocument10 pagesDANA Bearing DamageAntonio da LuzNo ratings yet
- Hydrodynamic or Full Fluid Film LubricationDocument59 pagesHydrodynamic or Full Fluid Film LubricationAbhishek Singh ChauhanNo ratings yet
- Bearings JournalDocument11 pagesBearings JournalUlfa Luqman100% (1)
- Lecture 13 & 14Document26 pagesLecture 13 & 14farah nazNo ratings yet
- Chapter 3 TYPICAL DAMAGES OF MACHINE PARTSDocument19 pagesChapter 3 TYPICAL DAMAGES OF MACHINE PARTSOusman ToficNo ratings yet
- CrankshaftDocument13 pagesCrankshaftVinod Cf Cruz100% (2)
- Osha3507 PDFDocument2 pagesOsha3507 PDFSwarg VibhaNo ratings yet
- Installation Instructions RISE CableDocument14 pagesInstallation Instructions RISE CableABDUL GHAFOORNo ratings yet
- AyushDocument1 pageAyushSwarg VibhaNo ratings yet
- Baltic Dry Index - WikipediaDocument5 pagesBaltic Dry Index - WikipediaSwarg VibhaNo ratings yet
- Installation Instructions RISE CableDocument14 pagesInstallation Instructions RISE CableABDUL GHAFOORNo ratings yet
- MEO Class 1 Mock Test PaperDocument2 pagesMEO Class 1 Mock Test PaperSwarg Vibha0% (1)
- AntarcticaDocument1 pageAntarcticaSwarg VibhaNo ratings yet
- AIMS In-Principle Letter PDFDocument2 pagesAIMS In-Principle Letter PDFSwarg VibhaNo ratings yet
- Annex-III DGS Checklist FINALDocument11 pagesAnnex-III DGS Checklist FINALSwarg VibhaNo ratings yet
- AIMS In-Principle Letter PDFDocument2 pagesAIMS In-Principle Letter PDFSwarg VibhaNo ratings yet
- AIMS In-Principle Letter PDFDocument2 pagesAIMS In-Principle Letter PDFSwarg VibhaNo ratings yet
- Baltic Dry Index - WikipediaDocument5 pagesBaltic Dry Index - WikipediaSwarg VibhaNo ratings yet
- SUBJECT: Increase in Fuel Consumption of Main Engine, MT Aimsmaritime Through The Master, MT AimsmaritimeDocument3 pagesSUBJECT: Increase in Fuel Consumption of Main Engine, MT Aimsmaritime Through The Master, MT AimsmaritimeSwarg VibhaNo ratings yet
- Fast Facts Incoterms 2010 VirginiaDocument4 pagesFast Facts Incoterms 2010 VirginiaJen Li KohNo ratings yet
- Inte. Conv. On Arrest of ShipsDocument19 pagesInte. Conv. On Arrest of ShipshosslimNo ratings yet
- The IMO Polar Code in ForceDocument5 pagesThe IMO Polar Code in ForceSwarg VibhaNo ratings yet
- Discuss The Pure Dry Waste Oil Recovery System On Board The ShipDocument3 pagesDiscuss The Pure Dry Waste Oil Recovery System On Board The ShipSwarg VibhaNo ratings yet
- Sea Areas PDFDocument2 pagesSea Areas PDFSwarg VibhaNo ratings yet
- Ums OperationDocument27 pagesUms OperationSwarg Vibha0% (1)
- Statutory certificates carried on Oil Tankers ~ Their Validity & related ConventionsDocument3 pagesStatutory certificates carried on Oil Tankers ~ Their Validity & related ConventionsSwarg VibhaNo ratings yet
- Statutory certificates carried on Oil Tankers ~ Their Validity & related ConventionsDocument3 pagesStatutory certificates carried on Oil Tankers ~ Their Validity & related ConventionsSwarg VibhaNo ratings yet
- Ums OperationDocument27 pagesUms OperationSwarg Vibha0% (1)
- 04-07 Delta TuningDocument3 pages04-07 Delta Tuningr100% (1)
- What Is Baseline of A ShipDocument11 pagesWhat Is Baseline of A ShipSwarg Vibha100% (1)
- Essential tasks and functions on LoadicatorDocument27 pagesEssential tasks and functions on LoadicatorSwarg VibhaNo ratings yet
- Medical Report of Master Ayush Kumar SinghDocument1 pageMedical Report of Master Ayush Kumar SinghSwarg VibhaNo ratings yet
- 4) S-Chapter4. Bowl FunctionDocument40 pages4) S-Chapter4. Bowl FunctionSwarg VibhaNo ratings yet
- Statutory certificates carried on Oil Tankers ~ Their Validity & related ConventionsDocument3 pagesStatutory certificates carried on Oil Tankers ~ Their Validity & related ConventionsSwarg VibhaNo ratings yet
- Types of Marine LossesDocument40 pagesTypes of Marine LossesSwarg Vibha100% (1)
- How shipboard fuel oil blenders mix heavy and light fuelsDocument1 pageHow shipboard fuel oil blenders mix heavy and light fuelsSwarg VibhaNo ratings yet
- Martin 1997 - The Effect of Cohesion Loss and Stress Path On Brittle Rock Strength-1Document28 pagesMartin 1997 - The Effect of Cohesion Loss and Stress Path On Brittle Rock Strength-1Juan Andres Jarufe RavenNo ratings yet
- Astm 3441 98 PDFDocument5 pagesAstm 3441 98 PDFRemulo SousaNo ratings yet
- Grease Product ListDocument2 pagesGrease Product ListJulioNo ratings yet
- Naik 2004 Compos Struct 66, 579. Composite Structures Under Ballistic ImpactDocument12 pagesNaik 2004 Compos Struct 66, 579. Composite Structures Under Ballistic ImpactRicardo Gamboa CastellanosNo ratings yet
- The Vortical Flow Above The Drain-Hole in A Rotating VesselDocument32 pagesThe Vortical Flow Above The Drain-Hole in A Rotating VesselRonaldo Spielberg100% (1)
- Tune To Win - Carroll SmithDocument173 pagesTune To Win - Carroll SmithDavid Endo100% (4)
- 8 Sci LM U1 - M1Document20 pages8 Sci LM U1 - M1JoeyNo ratings yet
- Media Search - SEBF8009 - Visual Inspection of Main Bearings and Connecting Rod Bearings (1202, 1203, 1225, 1230)Document62 pagesMedia Search - SEBF8009 - Visual Inspection of Main Bearings and Connecting Rod Bearings (1202, 1203, 1225, 1230)Derrick AramNo ratings yet
- Fluid Mechanics n5 - General Introduction To Fluid MechanicsDocument11 pagesFluid Mechanics n5 - General Introduction To Fluid MechanicsMOSES MADHLALANo ratings yet
- Technical Bulletin Fuels Lubes Ethomeen t12 Global enDocument2 pagesTechnical Bulletin Fuels Lubes Ethomeen t12 Global enAleksandarNo ratings yet
- Secugrid Naue GeogridDocument3 pagesSecugrid Naue Geogridniharika meenaNo ratings yet
- PinoyBix Engineering MechanicsDocument59 pagesPinoyBix Engineering MechanicsChris Balmaceda100% (1)
- Newton's Laws of MotionDocument24 pagesNewton's Laws of MotionPeterClomaJr.100% (1)
- Self-Inflating Tires Maintain Proper PressureDocument29 pagesSelf-Inflating Tires Maintain Proper PressureVikas PotluriNo ratings yet
- Ref Phy 10 1Document1,659 pagesRef Phy 10 1mkumarNo ratings yet
- Work Energy Power Quiz AnswersDocument4 pagesWork Energy Power Quiz AnswersLim Kew ChongNo ratings yet
- Friction Lesson PlanDocument6 pagesFriction Lesson PlanmichelleNo ratings yet
- Chemistry Syllabus: SNU Chennai Entrance Examination 2022 (SNUCEE 2022)Document9 pagesChemistry Syllabus: SNU Chennai Entrance Examination 2022 (SNUCEE 2022)KISHORE 7No ratings yet
- Xu 2014Document10 pagesXu 2014Siddharth JainNo ratings yet
- Finite Element Analysis of The Orthogonal Metal Cutting Process 2000 Journal of Materials Processing TechnologyDocument15 pagesFinite Element Analysis of The Orthogonal Metal Cutting Process 2000 Journal of Materials Processing TechnologyEdo DestradaNo ratings yet
- 00062784Document8 pages00062784JohnSmithNo ratings yet
- 45 Skid PDFDocument10 pages45 Skid PDFOmar AlsorakhiNo ratings yet
- Airfield PerformanceDocument24 pagesAirfield PerformanceCallum GillanNo ratings yet
- Everything You Need Toknowabout Airpel Anti-Stiction AircylindersDocument24 pagesEverything You Need Toknowabout Airpel Anti-Stiction AircylindersAlek KrótkiNo ratings yet
- DYNAMICS QUESTIONS For JEEDocument25 pagesDYNAMICS QUESTIONS For JEEAdarsh DhawanNo ratings yet
- Static Force Analysis of Machinery ComponentsDocument25 pagesStatic Force Analysis of Machinery ComponentsaychiluhimhailuNo ratings yet
- Thermal Analysis of Both Ventilated and Full Disc Brake RotorsDocument20 pagesThermal Analysis of Both Ventilated and Full Disc Brake RotorsAL Rajhi ZakariaNo ratings yet
- Hints For Obtaining A Converged Contact Solution in AbaqusDocument8 pagesHints For Obtaining A Converged Contact Solution in AbaqusZhiqiang GuNo ratings yet
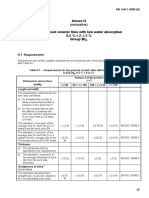
- Dry-Pressed Ceramic Tiles Group BIbDocument3 pagesDry-Pressed Ceramic Tiles Group BIbDipin Nediya ParambathNo ratings yet
- Innovative Lay Analysis To Assure Integrity and Minimise The Cost of Laying On Highly Irregular SeabedDocument9 pagesInnovative Lay Analysis To Assure Integrity and Minimise The Cost of Laying On Highly Irregular SeabedDildo BaggansNo ratings yet