You might also like
- INVESTMENT CASTING DESIGN GUIDEDocument27 pagesINVESTMENT CASTING DESIGN GUIDENisha Singh100% (1)
- Furnaces Energy SavingDocument10 pagesFurnaces Energy SavingqaisarharisNo ratings yet
- Chapter 9d FractureDocument70 pagesChapter 9d FracturenaveenaNo ratings yet
- Beam Design ProcedueresDocument14 pagesBeam Design ProcedueresKarim SayedNo ratings yet
- Temperature & Density For CastingsDocument46 pagesTemperature & Density For CastingsRobinson GnanaduraiNo ratings yet
- Lecture - 5 - Notes 5 - Fracture - Brittle Ductile Transition PDFDocument100 pagesLecture - 5 - Notes 5 - Fracture - Brittle Ductile Transition PDFrony16nov100% (1)
- Manufacturing Processes (ME361) Lecture 25 and 27Document40 pagesManufacturing Processes (ME361) Lecture 25 and 27RandhirKumarNo ratings yet
- Wedling ModelingDocument32 pagesWedling ModelingManish KumarNo ratings yet
- Hot Deformation of Microalloyed SteelDocument56 pagesHot Deformation of Microalloyed Steeljunee100% (1)
- IE Welding Simulation With Abaqus 05Document3 pagesIE Welding Simulation With Abaqus 05sajjad_naghdi241100% (1)
- 8 SolutionsDocument50 pages8 SolutionsVamsi Krishna100% (1)
- Remanufacturing of Nodular Cast Iron Crankshaft With Plasma CladdingDocument9 pagesRemanufacturing of Nodular Cast Iron Crankshaft With Plasma CladdingSujay NahaldeNo ratings yet
- Lefm NotesDocument8 pagesLefm NotesSolomon GracioNo ratings yet
- Mohs Hardness TestDocument3 pagesMohs Hardness TestSelva KumarNo ratings yet
- Aircraft Engineering and Aerospace Technology: Article InformationDocument13 pagesAircraft Engineering and Aerospace Technology: Article InformationjeffinNo ratings yet
- Fatigue Ch12Document87 pagesFatigue Ch12Bolaji Suberu100% (1)
- 6 Exercises Solutions 2009 PDFDocument90 pages6 Exercises Solutions 2009 PDFsyafiq hashimNo ratings yet
- Basic Additive ManufacturingDocument35 pagesBasic Additive ManufacturingVeronica Cenci SebaldNo ratings yet
- Design For Fracture: Lecture Two Lect. Dr. Hind B. Al-AttraqchiDocument35 pagesDesign For Fracture: Lecture Two Lect. Dr. Hind B. Al-AttraqchiTRNADEWNo ratings yet
- Fe-C Phase DiagramDocument34 pagesFe-C Phase DiagramYoung-long Choi100% (1)
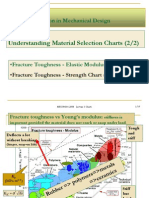
- Caceres-L3 Understanding Materials Selection ChartsDocument23 pagesCaceres-L3 Understanding Materials Selection ChartsUngku Mohd RafiqNo ratings yet
- Mechanisms by which Materials can FailDocument107 pagesMechanisms by which Materials can FailVignesh DuraiNo ratings yet
- Durability TestsDocument44 pagesDurability TestsBudigi Venkata Ramana PrasadNo ratings yet
- Test Exams PDFDocument7 pagesTest Exams PDFShaheer Ahmed KhanNo ratings yet
- Final ExamDocument1,199 pagesFinal ExamCora V. Walter100% (4)
- Metallography: ObjectiveDocument6 pagesMetallography: ObjectiveGosaye DesalegnNo ratings yet
- Chapter 8: Failure: Issues To Address..Document27 pagesChapter 8: Failure: Issues To Address..Rowen PratherNo ratings yet
- Chapter 9 - Engineering Alloys PDFDocument52 pagesChapter 9 - Engineering Alloys PDFAmeer Fauwaz100% (1)
- Welding ProblemsDocument2 pagesWelding Problemsaksgupta24No ratings yet
- Lesson 1 XRD and Rietveld RefinementDocument34 pagesLesson 1 XRD and Rietveld Refinementdiegomez84No ratings yet
- 6 Mechanical Behaviour of MaterialsDocument44 pages6 Mechanical Behaviour of MaterialsArjun MahendraNo ratings yet
- 8.2 Final Fracture ToughnessDocument19 pages8.2 Final Fracture ToughnessHenry Theodore DaquinagNo ratings yet
- Assignment 809 - Principle of Material SelectionDocument33 pagesAssignment 809 - Principle of Material SelectionLOTO OLUWASAYO.INo ratings yet
- Introduction Fracture Mechanics 1Document15 pagesIntroduction Fracture Mechanics 1aap1No ratings yet
- Ceramics Glasses Superconductors HODocument4 pagesCeramics Glasses Superconductors HOMuhammad Raihan BalfasNo ratings yet
- RPT Unit2Document180 pagesRPT Unit2MJ Sharon WilsonNo ratings yet
- Exercises Unit5SelectingMaterials MA UOC enDocument73 pagesExercises Unit5SelectingMaterials MA UOC enmohamed abd eldayemNo ratings yet
- Non-Metallic Inclusions in Steel Literature ReviewDocument11 pagesNon-Metallic Inclusions in Steel Literature ReviewPedro Lucas Menezes Lourenço100% (1)
- Low Temperature Behavior of Metals: Fracture Toughness and Ductile to Brittle TransitionDocument39 pagesLow Temperature Behavior of Metals: Fracture Toughness and Ductile to Brittle TransitionkoontattNo ratings yet
- Surface Hardening of SteelDocument50 pagesSurface Hardening of SteelTeptep GonzalesNo ratings yet
- Development of Composites Based On Recycled Polypropylene For Injection Moulding Automobile Parts Using Hierarchical Clustering Analysis and Principal Component EstimateDocument31 pagesDevelopment of Composites Based On Recycled Polypropylene For Injection Moulding Automobile Parts Using Hierarchical Clustering Analysis and Principal Component EstimateJose Luis MoltoNo ratings yet
- Case Hardening: Surface Hardening TechniquesDocument14 pagesCase Hardening: Surface Hardening TechniquesmasoodNo ratings yet
- Ceramic CompositesDocument29 pagesCeramic CompositesAbhey DograNo ratings yet
- Mechanical Properties PDFDocument57 pagesMechanical Properties PDFvardhaNo ratings yet
- Advanced Material SelectionDocument8 pagesAdvanced Material SelectionAdewoyin ErnestNo ratings yet
- Mg Superplasticity TechniquesDocument23 pagesMg Superplasticity TechniquesashvaniNo ratings yet
- Deformation & StrengthDocument35 pagesDeformation & StrengthcolorofstoneNo ratings yet
- Chapter 7Document24 pagesChapter 7Jennifer MaamaryNo ratings yet
- Presentation For 3d Printed PolymersDocument40 pagesPresentation For 3d Printed Polymerspubgsucks kcafNo ratings yet
- Metallographic Preparation of Aluminum and Aluminum AlloysDocument6 pagesMetallographic Preparation of Aluminum and Aluminum AlloysCayqueCasaleNo ratings yet
- Attachment Gas DynamisDocument2 pagesAttachment Gas DynamisArif Abdul RahmanNo ratings yet
- 04 - Plastic Deformation of Single CrystalDocument42 pages04 - Plastic Deformation of Single Crystalshanthakumar100% (1)
- Bansalclasses: MetallurgyDocument19 pagesBansalclasses: MetallurgyShivaji PorwalNo ratings yet
- Aircraft Materials and ProcessesDocument15 pagesAircraft Materials and ProcessesRajesh KumarNo ratings yet
- 87 Computer Simulation of Microstructure Evolution during Hot Forging of Waspaloy and Nickel Alloy 718 ریزساختار 718 فورج داغ PDFDocument10 pages87 Computer Simulation of Microstructure Evolution during Hot Forging of Waspaloy and Nickel Alloy 718 ریزساختار 718 فورج داغ PDFAmir JoonNo ratings yet
- Week 6 - Strengthening MechanismsDocument54 pagesWeek 6 - Strengthening MechanismsJB HIFINo ratings yet
- XRD Standard Patterns of ZeoliteDocument586 pagesXRD Standard Patterns of ZeoliteVijaykumar MarakattiNo ratings yet
- Finite Element Analysis For Pressure Vessel Design - by - MichelDocument4 pagesFinite Element Analysis For Pressure Vessel Design - by - MichelaruatscribdNo ratings yet
- ME349 Engineering Design Projects: Introduction To Materials SelectionDocument6 pagesME349 Engineering Design Projects: Introduction To Materials SelectionMehul KaklotarNo ratings yet
- Pavement ManualDocument103 pagesPavement Manualse ruNo ratings yet
- Boeing 747-443 G-VROM 10-15Document18 pagesBoeing 747-443 G-VROM 10-15Christian BalanNo ratings yet
- Thinking Between Islam and The West - (Cover)Document6 pagesThinking Between Islam and The West - (Cover)Christian BalanNo ratings yet
- Ch2Return To The SacrDocument60 pagesCh2Return To The SacrChristian BalanNo ratings yet
- Analytic Wing and FuselageDocument55 pagesAnalytic Wing and FuselageJack100% (2)
- Hexcel 2015 Annual ReportDocument65 pagesHexcel 2015 Annual ReportChristian BalanNo ratings yet
- Index 2005 Light Alloys Fourth EditionDocument7 pagesIndex 2005 Light Alloys Fourth EditionChristian BalanNo ratings yet
- NXG50 Rotor Ac PDFDocument81 pagesNXG50 Rotor Ac PDFChristian BalanNo ratings yet
- Aircraft Wing Weight Build Up NasaDocument120 pagesAircraft Wing Weight Build Up NasaChristian BalanNo ratings yet
- FEP - Solutions BATHE MIT PDFDocument540 pagesFEP - Solutions BATHE MIT PDFChristian BalanNo ratings yet
- The Cranfield Aircraft Handling Qualities Rating Scale A Multidimensional Approach To The Assessment of Aircraft Handling QualitiesDocument8 pagesThe Cranfield Aircraft Handling Qualities Rating Scale A Multidimensional Approach To The Assessment of Aircraft Handling QualitiesChristian BalanNo ratings yet
- Hexcel 2015 Annual ReportDocument65 pagesHexcel 2015 Annual ReportChristian BalanNo ratings yet
- 2014 Hexcel Annual ReportDocument66 pages2014 Hexcel Annual ReportChristian BalanNo ratings yet
- Design Tools For FRP StructuresDocument55 pagesDesign Tools For FRP StructuresylionkingxNo ratings yet
- Nyse HXL 1997Document20 pagesNyse HXL 1997Christian BalanNo ratings yet
- Annual Report 2011Document132 pagesAnnual Report 2011M. C. Gallion Jr.No ratings yet
- Risk Management in A Dynamic Society A Modelling Problem 1997 Safety ScienceDocument31 pagesRisk Management in A Dynamic Society A Modelling Problem 1997 Safety ScienceChristian BalanNo ratings yet
- 2014 3M Annual ReportDocument132 pages2014 3M Annual ReportRitvik SadanaNo ratings yet
- 8 Edinburgh L Rev 118Document10 pages8 Edinburgh L Rev 118Christian BalanNo ratings yet
- Safety Management and The ISRS PDFDocument33 pagesSafety Management and The ISRS PDFEga Tassha Perwira100% (1)
- DMADocument34 pagesDMAChristian BalanNo ratings yet
- Foreword To The 2nd Edition 2013 Tribology of Polymeric Nanocomposites Second EditionDocument4 pagesForeword To The 2nd Edition 2013 Tribology of Polymeric Nanocomposites Second EditionChristian BalanNo ratings yet
- UntitledDocument80 pagesUntitledmuthuiscseNo ratings yet
- Contributors 2013 Tribology of Polymeric Nanocomposites Second EditionDocument5 pagesContributors 2013 Tribology of Polymeric Nanocomposites Second EditionChristian BalanNo ratings yet
- 20 Lockout TagoutDocument50 pages20 Lockout TagoutamokhtaNo ratings yet
- Front Matter 2013 Tribology of Polymeric Nanocomposites Second EditionDocument1 pageFront Matter 2013 Tribology of Polymeric Nanocomposites Second EditionChristian BalanNo ratings yet
- ICAO Safety Management Manual - EUDocument251 pagesICAO Safety Management Manual - EUA MNo ratings yet
- The Accident Early Warning System For Iron and Steel Enterprises Based On Combination Weighting and Grey Prediction Model GMDocument9 pagesThe Accident Early Warning System For Iron and Steel Enterprises Based On Combination Weighting and Grey Prediction Model GMChristian BalanNo ratings yet
- TRIZ For Waste-Elimination in A "Lean Production"-EnvironmentThe Triz JournalDocument8 pagesTRIZ For Waste-Elimination in A "Lean Production"-EnvironmentThe Triz JournalChristian BalanNo ratings yet
- 1202 Midterm 2013 Solution PDFDocument7 pages1202 Midterm 2013 Solution PDFChristian BalanNo ratings yet
- MSS - SP 9 2013Document10 pagesMSS - SP 9 2013Денис ПекшуевNo ratings yet
- Wind Load CalculationDocument3 pagesWind Load CalculationGajera HarshadNo ratings yet
- CIAP 102 SummaryDocument19 pagesCIAP 102 SummaryJoe Mar LlaveNo ratings yet
- Fastener Torque Table SAE Grade - Engineers Edge PDFDocument1 pageFastener Torque Table SAE Grade - Engineers Edge PDFnate anantathatNo ratings yet
- Timber Stone Estates Phase III PacketDocument7 pagesTimber Stone Estates Phase III Packetcarlosbedia9799No ratings yet
- Effectiveness F Pervious Concrete Blocks in Reducing The Depth of Stagnant WaterDocument43 pagesEffectiveness F Pervious Concrete Blocks in Reducing The Depth of Stagnant WaterJay SalesNo ratings yet
- SB Part Bill - 3 (GR Floor) of Protik Fine Ceramics Factory BuildingDocument10 pagesSB Part Bill - 3 (GR Floor) of Protik Fine Ceramics Factory BuildingShafiul AlamNo ratings yet
- Sludge BrickDocument19 pagesSludge BrickKeerthu SivakumarNo ratings yet
- Anaconda Brand Type SHD-GC Power, Shielded Round Portable w/Ground-Check, EPR/CPEDocument1 pageAnaconda Brand Type SHD-GC Power, Shielded Round Portable w/Ground-Check, EPR/CPECarlos JavierNo ratings yet
- Degadur® 420 and Degadur® 526Document5 pagesDegadur® 420 and Degadur® 526申易No ratings yet
- AlhambraDocument10 pagesAlhambraapi-377767762No ratings yet
- Traps and SoventDocument32 pagesTraps and SoventEdwin LoquinaNo ratings yet
- NCHRP Syn 239 PDFDocument54 pagesNCHRP Syn 239 PDFAnkush KumarNo ratings yet
- Woodland Classrooms, Belvue School, Northolt, West LondonDocument8 pagesWoodland Classrooms, Belvue School, Northolt, West LondonJayant NegiNo ratings yet
- Sandvik Cths660: Spare Parts CatalogDocument36 pagesSandvik Cths660: Spare Parts CatalogWalter Barradas100% (1)
- BFab/2 EC 8-0+0(U) W 1.5 mm DatasheetDocument1 pageBFab/2 EC 8-0+0(U) W 1.5 mm DatasheetGerente OperacionesNo ratings yet
- Base PlateDocument34 pagesBase PlaterohitnrgNo ratings yet
- 2022 23 Secme Balsa Bridge Contest RulesDocument4 pages2022 23 Secme Balsa Bridge Contest RulesgernNo ratings yet
- TVA Flowmeter-Technical InformationDocument2 pagesTVA Flowmeter-Technical InformationRandy PalmaNo ratings yet
- Fly Ash UtilizationDocument6 pagesFly Ash Utilizationbhoj raj singalNo ratings yet
- HS90 CoiledTubeDocs101909Document12 pagesHS90 CoiledTubeDocs101909Yongqiang LiNo ratings yet
- Water's Edge BrochureDocument15 pagesWater's Edge BrochureAndrew Ahmed50% (2)
- Admixtures PresentationDocument34 pagesAdmixtures PresentationMudduKrishna shettyNo ratings yet
- Construction Concrete Pre Pour Checklist Gdq5ygDocument1 pageConstruction Concrete Pre Pour Checklist Gdq5ygJay Mark ArbuesNo ratings yet
- Sand Control Services-2022!6!15Document49 pagesSand Control Services-2022!6!15LUIS PEREZNo ratings yet
- Modelling of Bridges For Inelastic Analysis: Saiidi@unr - EduDocument80 pagesModelling of Bridges For Inelastic Analysis: Saiidi@unr - Eduhasan aziziNo ratings yet
- LABORATORY TEST CIVIL ENGINEERING TESTING ACCREDITATION ScheduleDocument33 pagesLABORATORY TEST CIVIL ENGINEERING TESTING ACCREDITATION Schedulejuli_rad100% (2)
- Pre-Registration Form at Isabela State UniversityDocument2 pagesPre-Registration Form at Isabela State UniversityKristelle V. TorrealbaNo ratings yet
- NSK CAT E1102m B182-205Document12 pagesNSK CAT E1102m B182-205Jorge Perez CabanasNo ratings yet
- High Pressure Ball Valve GuideDocument26 pagesHigh Pressure Ball Valve GuideSamad A BakarNo ratings yet