You might also like
- Other Welding Processes - M.Vasudevan-1Document63 pagesOther Welding Processes - M.Vasudevan-1varunNo ratings yet
- Wear & ErosionDocument15 pagesWear & ErosionvarunNo ratings yet
- 3surfacehardening 170709023316 PDFDocument17 pages3surfacehardening 170709023316 PDFvarunNo ratings yet
- CRYOGENICDocument1 pageCRYOGENICvarunNo ratings yet
- Shielding GasesDocument26 pagesShielding GasesvarunNo ratings yet
- Radiography BookDocument40 pagesRadiography BookBijo Mathew100% (1)
- Manu Fact Ech Lecture 2 and 3Document125 pagesManu Fact Ech Lecture 2 and 3Sasi aeroNo ratings yet
- Manu Fact Ech Lecture 2 and 3Document125 pagesManu Fact Ech Lecture 2 and 3Sasi aeroNo ratings yet
- TOEFL Reading ChecklistDocument2 pagesTOEFL Reading ChecklistkishoreNo ratings yet
- Welding Procedure Specification (WPS) Yes PREQUALIFIED - Qualified by Testing - or Procedure Qualification Records (PQR) YesDocument4 pagesWelding Procedure Specification (WPS) Yes PREQUALIFIED - Qualified by Testing - or Procedure Qualification Records (PQR) Yesvarun100% (1)
- Shielding GasesDocument27 pagesShielding GasesvarunNo ratings yet
- TOEFL Speaking RubricsDocument2 pagesTOEFL Speaking RubricsApoorv MahajanNo ratings yet
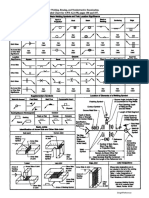
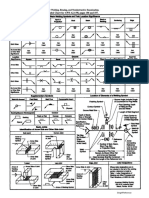
- Welding Symbols PDFDocument2 pagesWelding Symbols PDFvarunNo ratings yet
- Welding Symbols PDFDocument2 pagesWelding Symbols PDFvarunNo ratings yet
- Iso-648 Laboratory Glassware - Single-Volume PipettesDocument18 pagesIso-648 Laboratory Glassware - Single-Volume PipettesDawn HaneyNo ratings yet
- AWS Welding Symbols PDFDocument2 pagesAWS Welding Symbols PDFvarunNo ratings yet
- Is - 2062.2011 PDFDocument17 pagesIs - 2062.2011 PDFN GANESAMOORTHYNo ratings yet
- Is 4853 1982 PDFDocument20 pagesIs 4853 1982 PDFvarunNo ratings yet
- Is - 2062.2011 PDFDocument17 pagesIs - 2062.2011 PDFN GANESAMOORTHYNo ratings yet
- Is - 2062.2011 PDFDocument17 pagesIs - 2062.2011 PDFN GANESAMOORTHYNo ratings yet
- Iso-648 Laboratory Glassware - Single-Volume PipettesDocument18 pagesIso-648 Laboratory Glassware - Single-Volume PipettesDawn HaneyNo ratings yet
- 3d Printing ProcessDocument24 pages3d Printing ProcessvarunNo ratings yet
- Casting DefectsDocument7 pagesCasting DefectsvarunNo ratings yet
- Fly by WireDocument26 pagesFly by WirevarunNo ratings yet
- Formation of Partially Melted Zone and It's DifficultiesDocument18 pagesFormation of Partially Melted Zone and It's DifficultiesvarunNo ratings yet
- 05 - Phase Transformation in Welding PDFDocument36 pages05 - Phase Transformation in Welding PDFIrfan KhanNo ratings yet
- Asme Ix QW PDFDocument183 pagesAsme Ix QW PDFAnonymous 4e7GNjzGW100% (4)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- How To Prepare Adjusting Entries - Step-By-Step (2023)Document10 pagesHow To Prepare Adjusting Entries - Step-By-Step (2023)Yaseen GhulamNo ratings yet
- Hasan Bin Ekram: Career ObjectiveDocument3 pagesHasan Bin Ekram: Career ObjectiveHasan SarikNo ratings yet
- Saeed Sentence Relation and Truth (Summary)Document11 pagesSaeed Sentence Relation and Truth (Summary)Mohammad Hassan100% (1)
- Applications PDFDocument90 pagesApplications PDFahmedNo ratings yet
- VRealize Operations Manager Installation and Configuration Guide For Linux and WindowsDocument98 pagesVRealize Operations Manager Installation and Configuration Guide For Linux and Windowsamdusias67No ratings yet
- Mineral Resource Classification - It's Time To Shoot The Spotted Dog'!Document6 pagesMineral Resource Classification - It's Time To Shoot The Spotted Dog'!Hassan Dotsh100% (1)
- E Business - Module 1Document75 pagesE Business - Module 1Kannan V KumarNo ratings yet
- Auditing Theory Auditing in A Computer Information Systems (Cis) EnvironmentDocument32 pagesAuditing Theory Auditing in A Computer Information Systems (Cis) EnvironmentMajoy BantocNo ratings yet
- Pyle 4ch Marine BTDocument4 pagesPyle 4ch Marine BTRafael VieiraNo ratings yet
- R07 SET-1: Code No: 07A6EC04Document4 pagesR07 SET-1: Code No: 07A6EC04Jithesh VNo ratings yet
- Is.2750.1964 SCAFFOLDING PDFDocument32 pagesIs.2750.1964 SCAFFOLDING PDFHiren JoshiNo ratings yet
- DCNF Vs Hhs Nov 2020Document302 pagesDCNF Vs Hhs Nov 2020SY LodhiNo ratings yet
- Operaciones UnitariasDocument91 pagesOperaciones UnitariasAlejandro ReyesNo ratings yet
- Open Book Online: Syllabus & Pattern Class - XiDocument1 pageOpen Book Online: Syllabus & Pattern Class - XiaadityaNo ratings yet
- Amazon VS WalmartDocument5 pagesAmazon VS WalmartBrandy M. Twilley100% (1)
- Sullivan's Interpersonal TheoryDocument27 pagesSullivan's Interpersonal TheoryJezalen GonestoNo ratings yet
- The Hot Aishwarya Rai Wedding and Her Life.20130105.040216Document2 pagesThe Hot Aishwarya Rai Wedding and Her Life.20130105.040216anon_501746111100% (1)
- Anglo Afghan WarsDocument79 pagesAnglo Afghan WarsNisar AhmadNo ratings yet
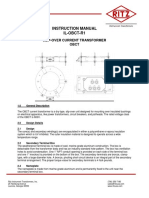
- Instruction Manual Il-Obct-R1: Slip-Over Current Transformer ObctDocument2 pagesInstruction Manual Il-Obct-R1: Slip-Over Current Transformer Obctبوحميدة كمالNo ratings yet
- 2019 Auto Truck Key Blank Reference PDFDocument188 pages2019 Auto Truck Key Blank Reference PDFAlbert RodaNo ratings yet
- MATLAB For Data VisualizationDocument63 pagesMATLAB For Data Visualizationfahmi fawjiNo ratings yet
- The Role of IT in TQM L'Oreal Case StudyDocument9 pagesThe Role of IT in TQM L'Oreal Case StudyUdrea RoxanaNo ratings yet
- Job Stress InterventionsDocument5 pagesJob Stress InterventionscocaralucamihaelaNo ratings yet
- A Quick Guide To Artificial IntelligenceDocument41 pagesA Quick Guide To Artificial IntelligenceFrancis Violet Raymond100% (2)
- ActivityDocument2 pagesActivityShaira May SalvadorNo ratings yet
- Poster PresentationDocument3 pagesPoster PresentationNipun RavalNo ratings yet
- Vishakha BroadbandDocument6 pagesVishakha Broadbandvishakha sonawaneNo ratings yet
- Lesson Tasks: Lesson Plan: Addition and Subtraction To 20Document2 pagesLesson Tasks: Lesson Plan: Addition and Subtraction To 20Марина СтанојевићNo ratings yet
- Second Quarter Lesson 4Document7 pagesSecond Quarter Lesson 4Jomarie PauleNo ratings yet
- 525 2383 2 PBDocument5 pages525 2383 2 PBiwang saudjiNo ratings yet