You might also like
- An Introduction to Linear Transformations in Hilbert Space. (AM-4), Volume 4From EverandAn Introduction to Linear Transformations in Hilbert Space. (AM-4), Volume 4No ratings yet
- Us 5162407Document9 pagesUs 5162407Juanan LopezNo ratings yet
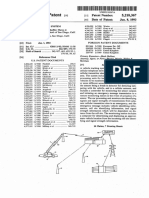
- Unlted States Patent (19) (11) Patent Number: 5,038,517: Talbott (45) Date of Patent: Aug. 13, 1991Document10 pagesUnlted States Patent (19) (11) Patent Number: 5,038,517: Talbott (45) Date of Patent: Aug. 13, 1991Octavio HernandezNo ratings yet
- 30 - Us4711645Document6 pages30 - Us4711645Michail GeorgakisNo ratings yet
- Patent of Quench TankDocument9 pagesPatent of Quench TankAbdulrahman ezzaldeenNo ratings yet
- Ulllted States Patent (19) (11) Patent Number: 5,806,204: Holfman Et Al. (45) Date of Patent: Sep. 15, 1998Document9 pagesUlllted States Patent (19) (11) Patent Number: 5,806,204: Holfman Et Al. (45) Date of Patent: Sep. 15, 1998Ghaluh ParahitaNo ratings yet
- United States Patent (191: Choi Et A1. (45) Date of Patent: Oct. 7, 1986Document15 pagesUnited States Patent (191: Choi Et A1. (45) Date of Patent: Oct. 7, 1986arbeyvillalbaNo ratings yet
- Treatment of Wastewater and Sludges CATABOL 1996 US 5514277Document35 pagesTreatment of Wastewater and Sludges CATABOL 1996 US 5514277miguel_vera6592No ratings yet
- US3716973Document8 pagesUS3716973TangthietgiapNo ratings yet
- Natural Game GamblerDocument12 pagesNatural Game GamblerjardelbrunoNo ratings yet
- United States PatentDocument15 pagesUnited States PatentAlexcel CorporalNo ratings yet
- Bentoni̇t SaflaştirmaDocument6 pagesBentoni̇t SaflaştirmaakramNo ratings yet
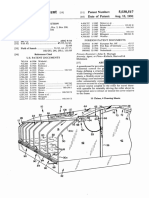
- Us 5218367Document14 pagesUs 5218367Onyinyeeh ChidolueNo ratings yet
- Uilltgd States Patent (19) (11) Patent Number: 5,758,782: Ru Ert (45) Date of Patent: Jun. 2, 1998Document9 pagesUilltgd States Patent (19) (11) Patent Number: 5,758,782: Ru Ert (45) Date of Patent: Jun. 2, 1998Leonardo Andres Vargas EspinozaNo ratings yet
- 16776Document8 pages16776Tashi BestNo ratings yet
- Us 4432328Document6 pagesUs 4432328Kristee Ann KellyNo ratings yet
- Riedl 1980 US4225520 PDFDocument6 pagesRiedl 1980 US4225520 PDFManuel GonzalezNo ratings yet
- C D 12 C D: United States Patent (19) 11 Patent Number: 5,122,235Document7 pagesC D 12 C D: United States Patent (19) 11 Patent Number: 5,122,235sundharNo ratings yet
- United States Patent (19) 11 Patent Number: 5,937,665: Kiessel Et Al. (45) Date of Patent: Aug. 17, 1999Document9 pagesUnited States Patent (19) 11 Patent Number: 5,937,665: Kiessel Et Al. (45) Date of Patent: Aug. 17, 1999hussainNo ratings yet
- Patent Number 5194299Document11 pagesPatent Number 5194299Lope Nam-iNo ratings yet
- United States Patent (19) 11 Patent Number: 5,158,395Document17 pagesUnited States Patent (19) 11 Patent Number: 5,158,395Faris MuizNo ratings yet
- US4410041Document9 pagesUS4410041Saeed AbdNo ratings yet
- United States Patent (19) : 11 Patent Number: 45 Date of PatentDocument10 pagesUnited States Patent (19) : 11 Patent Number: 45 Date of PatentFernando SImonelliNo ratings yet
- Ulllted States Patent (19) (11) Patent Number: 5,944,123: Johnson (45) Date of Patent: Aug. 31, 1999Document8 pagesUlllted States Patent (19) (11) Patent Number: 5,944,123: Johnson (45) Date of Patent: Aug. 31, 1999Cường Nguyễn QuốcNo ratings yet
- US4201743Document8 pagesUS4201743Abdulrahman HamdanNo ratings yet
- Processing of Heavy OilsDocument9 pagesProcessing of Heavy Oilsmohammed salmanNo ratings yet
- H - III: United States PatentDocument18 pagesH - III: United States PatentkartikkeyyanNo ratings yet
- Backpack Suspension SystemDocument13 pagesBackpack Suspension SystemAnureet BhardwajNo ratings yet
- Otec 1Document44 pagesOtec 1Eilyza AballaNo ratings yet
- United States Patent (19) 11 Patent Number: 5,928,426: Aitchison (45) Date of Patent: Jul. 27, 1999Document17 pagesUnited States Patent (19) 11 Patent Number: 5,928,426: Aitchison (45) Date of Patent: Jul. 27, 1999hosseinNo ratings yet
- United States Patent (191: Sandell Et AlDocument6 pagesUnited States Patent (191: Sandell Et AlwjzabalaNo ratings yet
- Unlted States Patent (191 (11) Patent Number: 4,947,730: Byron (45) Date of Patent: Aug. 14, 1990Document12 pagesUnlted States Patent (191 (11) Patent Number: 4,947,730: Byron (45) Date of Patent: Aug. 14, 1990vadimNo ratings yet
- US5470524Document8 pagesUS5470524senthilNo ratings yet
- United States Patent (191: Graves (45) Date of Patent: Oct. 7, 1997Document6 pagesUnited States Patent (191: Graves (45) Date of Patent: Oct. 7, 1997Anonymous vWSYmPNo ratings yet
- Us 47524704r4r4rDocument8 pagesUs 47524704r4r4rResti Darojatin HalimaNo ratings yet
- Patent US4900048ADocument26 pagesPatent US4900048Aabdul bariNo ratings yet
- Us 4207118Document8 pagesUs 4207118virus40No ratings yet
- Us4212057 PDFDocument14 pagesUs4212057 PDFحسام.علاوي جاسمNo ratings yet
- 1 / 1" F" /"M/ F"/ K: (12) United States PatentDocument16 pages1 / 1" F" /"M/ F"/ K: (12) United States PatentEduardo Fernandez DazaNo ratings yet
- US5640718Document6 pagesUS5640718Shweta ChauhanNo ratings yet
- PatentDocument6 pagesPatentfiNo ratings yet
- Device For Monitoring A Magnetic Field Emanating From An OrganismDocument14 pagesDevice For Monitoring A Magnetic Field Emanating From An OrganismDAVIDNo ratings yet
- Armalite Bolt PatentDocument10 pagesArmalite Bolt PatentryNo ratings yet
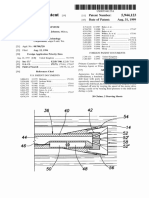
- Us6111198 - Duplex Feedthrough and Method ThereforDocument9 pagesUs6111198 - Duplex Feedthrough and Method ThereforNosfe Matingli DiazNo ratings yet
- United States Patent (19) : 73) Assignee: Newell Industries, Inc., San AntonioDocument15 pagesUnited States Patent (19) : 73) Assignee: Newell Industries, Inc., San AntonioEduardo Fernandez DazaNo ratings yet
- 1999 - Us5931240 - Drill Bit Concave Steering Channel For Horizontal Directional DrillingDocument7 pages1999 - Us5931240 - Drill Bit Concave Steering Channel For Horizontal Directional DrillingCường Nguyễn QuốcNo ratings yet
- Sample-Patent Railroad Flangeway Cleaner SystemDocument12 pagesSample-Patent Railroad Flangeway Cleaner SystemDevansh SharmaNo ratings yet
- US6045195Document30 pagesUS6045195aungkyawzoreNo ratings yet
- United States Patent (19) 11 Patent Number: 6,011,134: Marks Et Al. (45) Date of Patent: Jan. 4, 2000Document5 pagesUnited States Patent (19) 11 Patent Number: 6,011,134: Marks Et Al. (45) Date of Patent: Jan. 4, 2000Affinta LorenzaNo ratings yet
- United States Patent (19) 11 Patent Number: 6,124,044: Swidler (45) Date of Patent: Sep. 26, 2000Document7 pagesUnited States Patent (19) 11 Patent Number: 6,124,044: Swidler (45) Date of Patent: Sep. 26, 2000Alexander Franco CastrillonNo ratings yet
- Spinning Machines PatentDocument15 pagesSpinning Machines Patentnabila OktavianiNo ratings yet
- Chrysler Dribbler BallsDocument53 pagesChrysler Dribbler BallsRobert MoreauNo ratings yet
- US5098622Document5 pagesUS5098622Anonymous PzLXgCmNo ratings yet
- United States Patent (19) : Helderle Et AlDocument14 pagesUnited States Patent (19) : Helderle Et AlabodolkuhaaNo ratings yet
- LL - LLLLLLLLLLLLLL - LLLLLLLLLLLLLLLLLLLLLLLLLLLLLLLLLLLLLLLLLLLLLLLLLLLLLDocument16 pagesLL - LLLLLLLLLLLLLL - LLLLLLLLLLLLLLLLLLLLLLLLLLLLLLLLLLLLLLLLLLLLLLLLLLLLLIrelena RomeroNo ratings yet
- United States Patent: (10) Patent No.: US 6,293,891 B1Document8 pagesUnited States Patent: (10) Patent No.: US 6,293,891 B1Dejan ZdravkovskiNo ratings yet
- United States Patent (19) 11 Patent Number: 6,107,527: Stec Et Al. (45) Date of Patent: Aug. 22, 2000Document4 pagesUnited States Patent (19) 11 Patent Number: 6,107,527: Stec Et Al. (45) Date of Patent: Aug. 22, 2000cbuhksmkNo ratings yet
- Method For Quenching A Gas Stream in The Production of Vinyl Chlorde MonomerDocument9 pagesMethod For Quenching A Gas Stream in The Production of Vinyl Chlorde Monomeru2051721No ratings yet
- United States Patent (10) Patent No.: US 6,578,782 B2Document10 pagesUnited States Patent (10) Patent No.: US 6,578,782 B2gabi chisNo ratings yet
- Lead Free Glass Frit For Ceramic EnamelDocument3 pagesLead Free Glass Frit For Ceramic EnamelbahramrezaeiNo ratings yet
- Packaging For Panels, E.G. Glass PanelsDocument18 pagesPackaging For Panels, E.G. Glass PanelsSandraDojčinovićNo ratings yet
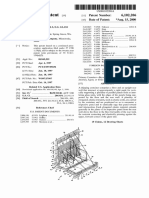
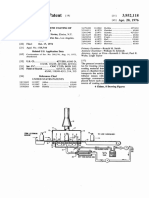
- United States Patent 1191: Novice (45) Apr. 20, 1976Document9 pagesUnited States Patent 1191: Novice (45) Apr. 20, 1976SandraDojčinovićNo ratings yet
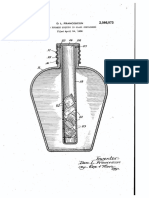
- July 6, 1937. D. L. Francescon 2,086,073: Aging Potable Liquids in Glass ContainersDocument3 pagesJuly 6, 1937. D. L. Francescon 2,086,073: Aging Potable Liquids in Glass ContainersSandraDojčinovićNo ratings yet
- July 6, 1937. D. L. Francescon 2,086,073: Aging Potable Liquids in Glass ContainersDocument3 pagesJuly 6, 1937. D. L. Francescon 2,086,073: Aging Potable Liquids in Glass ContainersSandraDojčinovićNo ratings yet
- 1957 Digest - Summer 2012Document116 pages1957 Digest - Summer 2012SandraDojčinovićNo ratings yet
- Honey Bottles and Jars 1 by Jim ThompsonDocument8 pagesHoney Bottles and Jars 1 by Jim ThompsonSandraDojčinovićNo ratings yet
- Hitesh-Pharmaceutical Packaging Component and EvaluationDocument34 pagesHitesh-Pharmaceutical Packaging Component and EvaluationSandraDojčinovićNo ratings yet
- Thermal Energy StorageDocument57 pagesThermal Energy Storagetuananh2410100% (1)
- (Edit) : Iast Phonemes Sanskrit Sanskrit GrammarDocument6 pages(Edit) : Iast Phonemes Sanskrit Sanskrit Grammardnarayanarao48No ratings yet
- Contours of Contemporary Textiles, Part 2Document124 pagesContours of Contemporary Textiles, Part 2R. John HoweNo ratings yet
- Les Grands SeigneursDocument1 pageLes Grands Seigneursraab1No ratings yet
- InDesign CC BasicDocument15 pagesInDesign CC BasicEC SplitNo ratings yet
- Most Interesting Man in The WorldDocument1 pageMost Interesting Man in The Worldlarson hermanNo ratings yet
- Peeking - Backstage - Shattering The Narrative and Parabolizing The Fitna in Ibn Al - Adīm's Bughyat Al TalibDocument21 pagesPeeking - Backstage - Shattering The Narrative and Parabolizing The Fitna in Ibn Al - Adīm's Bughyat Al TalibAnonymous JWUsx1No ratings yet
- Revolution On Animal FarmDocument46 pagesRevolution On Animal FarmAkshansh BhadouriyaNo ratings yet
- Little KrishnaDocument8 pagesLittle KrishnaLakshanmayaNo ratings yet
- Robert Morris. Two Columns, 1973 Refab-Rication of A 1961 OriginalDocument25 pagesRobert Morris. Two Columns, 1973 Refab-Rication of A 1961 OriginalBruno SchiavoNo ratings yet
- Mumbai Pune Architect DataDocument36 pagesMumbai Pune Architect Dataaftab khan100% (3)
- Verbero USA CatalogDocument70 pagesVerbero USA CatalogVerbero25% (4)
- Anousen Leonte - Chaos Magick and TalismansDocument14 pagesAnousen Leonte - Chaos Magick and TalismansКлавдий100% (1)
- Tagg-Harmony Handout PDFDocument45 pagesTagg-Harmony Handout PDFIgor DornellesNo ratings yet
- Document List DrawingDocument13 pagesDocument List Drawingzat572000No ratings yet
- Damiana Eugenio Edo2Document6 pagesDamiana Eugenio Edo2Hannah EspigaNo ratings yet
- Car Database PDFDocument6 pagesCar Database PDFashuNo ratings yet
- Exercise Recount TextDocument3 pagesExercise Recount TextAli AnwarNo ratings yet
- Matthew Cheah - Great Gatsby Journal - Google Docs 1Document21 pagesMatthew Cheah - Great Gatsby Journal - Google Docs 1api-520774138No ratings yet
- English 3 Unit 11 QUIZ NameDocument1 pageEnglish 3 Unit 11 QUIZ NameOllian300No ratings yet
- Optiparts: Marine EquipmentDocument23 pagesOptiparts: Marine EquipmentIsa DevosNo ratings yet
- English Language A: Paper 1Document24 pagesEnglish Language A: Paper 1DhruboNo ratings yet
- FTII Question PapersDocument10 pagesFTII Question PaperstimesdNo ratings yet
- Reflections: R.k.singh's Poetry and SelfDocument138 pagesReflections: R.k.singh's Poetry and SelfRam Krishna SinghNo ratings yet
- Lab No.2 Javascript Forms and Validation HTML CodeDocument9 pagesLab No.2 Javascript Forms and Validation HTML CodeAisha AnwarNo ratings yet
- The First Croatian Kings - Legendary King Tomislav-Version 1-0-1Document21 pagesThe First Croatian Kings - Legendary King Tomislav-Version 1-0-1Stjepan Spanicek100% (1)
- INTRO TO PIANO TECHNIQUE by BILL HILTON PDFDocument3 pagesINTRO TO PIANO TECHNIQUE by BILL HILTON PDFCamyla CostaNo ratings yet
- SunsilkDocument4 pagesSunsilkmayanngedangoniNo ratings yet
- HelgaDocument2 pagesHelgaMubashir RafiqueNo ratings yet
- Wiley EssentialsofDentalPhotography 978-1-119 31214 7Document2 pagesWiley EssentialsofDentalPhotography 978-1-119 31214 7Lilla NovakNo ratings yet
- Role of Chorus in Classical PlaysDocument11 pagesRole of Chorus in Classical PlaysFarah Malik80% (5)
- Analog Design and Simulation Using OrCAD Capture and PSpiceFrom EverandAnalog Design and Simulation Using OrCAD Capture and PSpiceNo ratings yet
- The Design Thinking Playbook: Mindful Digital Transformation of Teams, Products, Services, Businesses and EcosystemsFrom EverandThe Design Thinking Playbook: Mindful Digital Transformation of Teams, Products, Services, Businesses and EcosystemsNo ratings yet
- Transformed: Moving to the Product Operating ModelFrom EverandTransformed: Moving to the Product Operating ModelRating: 4 out of 5 stars4/5 (1)
- The Art of Welding: Featuring Ryan Friedlinghaus of West Coast CustomsFrom EverandThe Art of Welding: Featuring Ryan Friedlinghaus of West Coast CustomsNo ratings yet
- Lean vs Agile vs Design Thinking: What You Really Need to Know to Build High-Performing Digital Product TeamsFrom EverandLean vs Agile vs Design Thinking: What You Really Need to Know to Build High-Performing Digital Product TeamsRating: 4 out of 5 stars4/5 (2)
- Articulating Design Decisions: Communicate with Stakeholders, Keep Your Sanity, and Deliver the Best User ExperienceFrom EverandArticulating Design Decisions: Communicate with Stakeholders, Keep Your Sanity, and Deliver the Best User ExperienceRating: 4 out of 5 stars4/5 (19)
- Laws of UX: Using Psychology to Design Better Products & ServicesFrom EverandLaws of UX: Using Psychology to Design Better Products & ServicesRating: 5 out of 5 stars5/5 (9)
- The Jobs To Be Done Playbook: Align Your Markets, Organization, and Strategy Around Customer NeedsFrom EverandThe Jobs To Be Done Playbook: Align Your Markets, Organization, and Strategy Around Customer NeedsRating: 5 out of 5 stars5/5 (1)
- Artificial Intelligence Revolution: How AI Will Change our Society, Economy, and CultureFrom EverandArtificial Intelligence Revolution: How AI Will Change our Society, Economy, and CultureRating: 4.5 out of 5 stars4.5/5 (2)
- Heat Exchanger Design Guide: A Practical Guide for Planning, Selecting and Designing of Shell and Tube ExchangersFrom EverandHeat Exchanger Design Guide: A Practical Guide for Planning, Selecting and Designing of Shell and Tube ExchangersRating: 4 out of 5 stars4/5 (13)
- Understanding Automotive Electronics: An Engineering PerspectiveFrom EverandUnderstanding Automotive Electronics: An Engineering PerspectiveRating: 3.5 out of 5 stars3.5/5 (16)
- The Maker's Field Guide: The Art & Science of Making Anything ImaginableFrom EverandThe Maker's Field Guide: The Art & Science of Making Anything ImaginableNo ratings yet
- CATIA V5-6R2015 Basics - Part I : Getting Started and Sketcher WorkbenchFrom EverandCATIA V5-6R2015 Basics - Part I : Getting Started and Sketcher WorkbenchRating: 4 out of 5 stars4/5 (10)
- Design for How People Think: Using Brain Science to Build Better ProductsFrom EverandDesign for How People Think: Using Brain Science to Build Better ProductsRating: 4 out of 5 stars4/5 (8)
- 507 Mechanical Movements: Mechanisms and DevicesFrom Everand507 Mechanical Movements: Mechanisms and DevicesRating: 4 out of 5 stars4/5 (28)
- Practical Troubleshooting of Electrical Equipment and Control CircuitsFrom EverandPractical Troubleshooting of Electrical Equipment and Control CircuitsRating: 4 out of 5 stars4/5 (5)
- Basic Electric Circuits: Pergamon International Library of Science, Technology, Engineering and Social StudiesFrom EverandBasic Electric Circuits: Pergamon International Library of Science, Technology, Engineering and Social StudiesRating: 3 out of 5 stars3/5 (1)
- Electrical Engineering 101: Everything You Should Have Learned in School...but Probably Didn'tFrom EverandElectrical Engineering 101: Everything You Should Have Learned in School...but Probably Didn'tRating: 4.5 out of 5 stars4.5/5 (27)