You might also like
- Sakura Cubicle Systems Brochure NewestDocument12 pagesSakura Cubicle Systems Brochure NewestSakura Matriks UtamaNo ratings yet
- Manual For FLue Gas Analyzer E4400Document72 pagesManual For FLue Gas Analyzer E4400Mohit MalikNo ratings yet
- DED Lamongan ShorebaseDocument4 pagesDED Lamongan ShorebaseAthanasius Kurniawan Prasetyo AdiNo ratings yet
- Astm A47 - A47m 99 PDFDocument5 pagesAstm A47 - A47m 99 PDFJavier Ricardo Romero BohorquezNo ratings yet
- Astm A 159 - 83 R01Document5 pagesAstm A 159 - 83 R01Er WidodoNo ratings yet
- A 100 - 04 Ferrosilicon PDFDocument6 pagesA 100 - 04 Ferrosilicon PDFEr Widodo100% (1)
- Itp MechanicalDocument840 pagesItp MechanicalErwin SambasNo ratings yet
- Hazid Pompa Dan KompresorDocument6 pagesHazid Pompa Dan KompresorDzakyAbdulHanif100% (1)
- Training Report TOYEB PDFDocument39 pagesTraining Report TOYEB PDFDevesh Pratap YadavNo ratings yet
- Modul TekTon (Update)Document141 pagesModul TekTon (Update)shabrina hilalNo ratings yet
- 1 Bukti - PotPut - PPH - 23Document38 pages1 Bukti - PotPut - PPH - 23PUTRI PITALOKANo ratings yet
- Appendix A Perhitungan Neraca MassaDocument27 pagesAppendix A Perhitungan Neraca MassariyantimalinaNo ratings yet
- Manual: Brand GuidelineDocument6 pagesManual: Brand GuidelineEric HandokoNo ratings yet
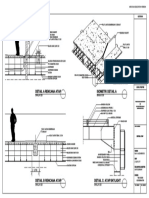
- A.01.3 Detail Atap PDFDocument1 pageA.01.3 Detail Atap PDFlazuardhiNo ratings yet
- Tabel Perkalian 1 Sampai 100Document3 pagesTabel Perkalian 1 Sampai 100irfangiNo ratings yet
- Gudang GulaDocument1 pageGudang GulasafitriNo ratings yet
- Tabel Berat Besi Beton Pu CompressDocument1 pageTabel Berat Besi Beton Pu CompressWelli E SNo ratings yet
- Kurva S Ukl-Upl BolangoDocument2 pagesKurva S Ukl-Upl BolangoReZa AdeputraNo ratings yet
- LippedChannel PDFDocument2 pagesLippedChannel PDFShafira Alif FitrahNo ratings yet
- Kawat Las Nikko Steel RDDocument1 pageKawat Las Nikko Steel RDSahat_69No ratings yet
- Tank H2so4 Data SheetDocument3 pagesTank H2so4 Data Sheett_i_f_anoNo ratings yet
- Davidi Int - Company Profile Sept 2014 - PotraitDocument28 pagesDavidi Int - Company Profile Sept 2014 - PotraitChaidir TransmissionNo ratings yet
- 3 - Identifikasi PeluangDocument10 pages3 - Identifikasi PeluangRachman HabibNo ratings yet
- Supreme NYY PDFDocument10 pagesSupreme NYY PDFSyah RainiNo ratings yet
- Helical Pile FoundationDocument28 pagesHelical Pile FoundationAnjana kpNo ratings yet
- Guideline PepDocument29 pagesGuideline PepJaafar DahlanNo ratings yet
- Flexural Analysis and Design of Reinforced Concrete BeamDocument52 pagesFlexural Analysis and Design of Reinforced Concrete BeamSteffi Gerona SiclotNo ratings yet
- Harga Patokan Batu Bara PDFDocument4 pagesHarga Patokan Batu Bara PDFErik HermawanNo ratings yet
- Soil Laboratory Report: NTT 00167 Luku Kamaru Luku Kamaru Kota Waingapu Sumba Timur NTTDocument7 pagesSoil Laboratory Report: NTT 00167 Luku Kamaru Luku Kamaru Kota Waingapu Sumba Timur NTTGastantwo PanteNo ratings yet
- Karakteristik MorfometriDocument10 pagesKarakteristik MorfometriramaNo ratings yet
- Bab III Standar Harga 2019Document155 pagesBab III Standar Harga 2019asa sujanaNo ratings yet
- Concept Selection Assg 2Document59 pagesConcept Selection Assg 2shobrun_jmlNo ratings yet
- DepanDocument1 pageDepandimasNo ratings yet
- Flowchart Produksi Plywood, BCDocument6 pagesFlowchart Produksi Plywood, BCsaiful abhiramaNo ratings yet
- 1.lampiran SONDIR Tasik Malaya PDFDocument31 pages1.lampiran SONDIR Tasik Malaya PDFDhie NydhaMonichNo ratings yet
- Detail Wastafel Toilet Laki & PerempuanDocument1 pageDetail Wastafel Toilet Laki & PerempuanSigit jaizNo ratings yet
- Your Personal Class Notes, Videos, Resources, Homework, LabsDocument10 pagesYour Personal Class Notes, Videos, Resources, Homework, LabsirfanilNo ratings yet
- Modul Mekanika Teknik 1Document23 pagesModul Mekanika Teknik 1arhye-pratama-6698No ratings yet
- Pipe Schedule Table - PT. PUSTEKDocument1 pagePipe Schedule Table - PT. PUSTEKOpen Knowledge and Education Book ProgramsNo ratings yet
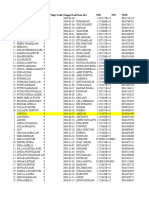
- Data Siswa1 2019 2020Document70 pagesData Siswa1 2019 2020Riki MuhammadNo ratings yet
- Tugas Mandiri (Penkom)Document6 pagesTugas Mandiri (Penkom)Lora SaragihNo ratings yet
- Sprin Operator SMK Polda Sultra PDFDocument20 pagesSprin Operator SMK Polda Sultra PDFWayan ArtawanNo ratings yet
- Tk25 Report Assignment2Document69 pagesTk25 Report Assignment2annisaNo ratings yet
- Bahasa IngrisDocument2 pagesBahasa IngrisHesti Agustina0% (1)
- Perencanaan Bangunan Air (Bendungan) : 1. Gambar Garis FreatikDocument27 pagesPerencanaan Bangunan Air (Bendungan) : 1. Gambar Garis FreatikFitrah N. TaufikNo ratings yet
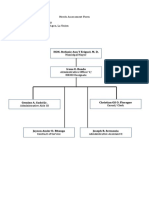
- Struktur OrganisasiDocument1 pageStruktur OrganisasiRomoaldus NahasNo ratings yet
- Tugas Soal UTSDocument162 pagesTugas Soal UTSPutri LarastikaNo ratings yet
- Denah Dan Potongan X-X Maen Dam Sabo DamDocument1 pageDenah Dan Potongan X-X Maen Dam Sabo DamAngga WisastraNo ratings yet
- Tugas Fatigue 2Document11 pagesTugas Fatigue 2Syaifur RohmanNo ratings yet
- Laporan Hasil Tes CBR Lapangan Pt. Raja Sukses PropertindoDocument3 pagesLaporan Hasil Tes CBR Lapangan Pt. Raja Sukses PropertindoRatih GunNo ratings yet
- Bab v. Tie Beam (Done)Document7 pagesBab v. Tie Beam (Done)RaynaldKaleNo ratings yet
- Extrana Product CatalogDocument78 pagesExtrana Product CatalogBaswara SadewaNo ratings yet
- Harga Satuan TH 2023Document106 pagesHarga Satuan TH 2023AndreyNo ratings yet
- Company Organization & StructureDocument10 pagesCompany Organization & Structurerobi Mokhammad SunardiNo ratings yet
- A220Document5 pagesA220Jarbas MoraesNo ratings yet
- Astm A47 47MDocument5 pagesAstm A47 47McherrerarNo ratings yet
- Ferritic Malleable Iron Castings: Standard Specification ForDocument5 pagesFerritic Malleable Iron Castings: Standard Specification Forrohit kumarNo ratings yet
- Ferritic Malleable Iron Castings: Standard Specification ForDocument5 pagesFerritic Malleable Iron Castings: Standard Specification ForMaxNo ratings yet
- Ferritic Malleable Iron Castings: Standard Specification ForDocument5 pagesFerritic Malleable Iron Castings: Standard Specification ForAdán Cogley CantoNo ratings yet
- Astm A47-99Document5 pagesAstm A47-99romerobernaNo ratings yet
- Ferritic Malleable Iron Castings: Standard Specification ForDocument5 pagesFerritic Malleable Iron Castings: Standard Specification ForBorza DorinNo ratings yet
- Ferritic Malleable Iron Castings: Standard Specification ForDocument5 pagesFerritic Malleable Iron Castings: Standard Specification ForVIKAS DAHIYANo ratings yet
- Forces Acting On The MouldDocument4 pagesForces Acting On The MouldEr Widodo100% (1)
- Casting Defects in Steels - KEY To METALS ArticleDocument4 pagesCasting Defects in Steels - KEY To METALS Articlekumarpankaj030No ratings yet
- 2a5 PDFDocument5 pages2a5 PDFEr WidodoNo ratings yet
- Viewing and Interpretation of RadiographsDocument28 pagesViewing and Interpretation of RadiographsEr WidodoNo ratings yet
- Defect Management ProcessDocument9 pagesDefect Management ProcessSrinivas Maddipati100% (11)
- Casting DefectsDocument2 pagesCasting DefectsLanky IloveuNo ratings yet
- Defects in Continuous Cast SteelsDocument4 pagesDefects in Continuous Cast SteelsEr WidodoNo ratings yet
- Pin HolesDocument4 pagesPin HolesEr WidodoNo ratings yet
- Astm A 327 - 91 R97Document4 pagesAstm A 327 - 91 R97Er WidodoNo ratings yet
- Astm A 327M - 91 R97Document3 pagesAstm A 327M - 91 R97Er WidodoNo ratings yet
- A367 Chill Method PDFDocument4 pagesA367 Chill Method PDFOziel RomeroNo ratings yet
- A367 Chill Method PDFDocument4 pagesA367 Chill Method PDFOziel RomeroNo ratings yet
- Astm A 324 - 73 R00Document3 pagesAstm A 324 - 73 R00Er Widodo50% (2)
- Astm A 327 - 91 R97Document4 pagesAstm A 327 - 91 R97Er WidodoNo ratings yet
- ASTM A 197 - A 197M - 00Document4 pagesASTM A 197 - A 197M - 00Er Widodo100% (2)
- A 148 - A 148M - 03 Steel Casting High Strength For Structural Purpose PDFDocument4 pagesA 148 - A 148M - 03 Steel Casting High Strength For Structural Purpose PDFEr WidodoNo ratings yet
- Astm A 247 - 67 R98Document2 pagesAstm A 247 - 67 R98Er WidodoNo ratings yet
- Astm A 323 - 93 R00Document3 pagesAstm A 323 - 93 R00Er WidodoNo ratings yet
- A319Document2 pagesA319malika_000% (1)
- A132 PDFDocument3 pagesA132 PDFD_D_76No ratings yet
- Astm A 146 - 04Document2 pagesAstm A 146 - 04Er WidodoNo ratings yet
- Astm A 144 - 02Document2 pagesAstm A 144 - 02Er WidodoNo ratings yet
- ASTM A 128 - A 128M - 93 R03Document2 pagesASTM A 128 - A 128M - 93 R03Er WidodoNo ratings yet
- Astm A 126 - 04Document3 pagesAstm A 126 - 04Er WidodoNo ratings yet
- A102Document3 pagesA102SUNIL BINDNo ratings yet
- A101Document3 pagesA101darwin_huaNo ratings yet
- Astm A 99 - 03Document3 pagesAstm A 99 - 03Er WidodoNo ratings yet
- GM1. Intro To FunctionsDocument5 pagesGM1. Intro To FunctionsGabriel Benedict DacanayNo ratings yet
- OIG ReportDocument43 pagesOIG ReportRohan M100% (1)
- Why CPVC Pipes FailDocument12 pagesWhy CPVC Pipes FailNikita Kadam100% (1)
- DITS 2213 Final Exam OSDocument6 pagesDITS 2213 Final Exam OSAmirul FaizNo ratings yet
- Designing A 3D Jewelry ModelDocument4 pagesDesigning A 3D Jewelry ModelAbdulrahman JradiNo ratings yet
- Solar Electrical Safety Presentation 1PDFDocument34 pagesSolar Electrical Safety Presentation 1PDFblueboyNo ratings yet
- Alex FordDocument4 pagesAlex FordElectroventica ElectroventicaNo ratings yet
- Cambridge International Advanced Subsidiary and Advanced LevelDocument4 pagesCambridge International Advanced Subsidiary and Advanced Leveljunk filesNo ratings yet
- Designing The Highway: Reported By: Juvy Ann Acabo Czarina AguilarDocument12 pagesDesigning The Highway: Reported By: Juvy Ann Acabo Czarina AguilarCzarinaCanarAguilarNo ratings yet
- Perez V Monetary BoardDocument4 pagesPerez V Monetary BoardlawNo ratings yet
- 70 Fernando Medical Enterprise Vs Wesleyan University PDFDocument2 pages70 Fernando Medical Enterprise Vs Wesleyan University PDFTon Ton CananeaNo ratings yet
- Airbus Settles Fettling Dust With Clean Air SolutionDocument1 pageAirbus Settles Fettling Dust With Clean Air SolutionstephendixNo ratings yet
- Needs Assessment Form Company Name: HRMO Address: Sta. Barbara Agoo, La UnionDocument2 pagesNeeds Assessment Form Company Name: HRMO Address: Sta. Barbara Agoo, La UnionAlvin LaroyaNo ratings yet
- Manual of Infection Prevention and Control (PDFDrive)Document399 pagesManual of Infection Prevention and Control (PDFDrive)அந்தோணி சாமி100% (1)
- Lect7 Grinding Advanced ManufacturingDocument33 pagesLect7 Grinding Advanced Manufacturingsirac topcuNo ratings yet
- Sop ECUDocument5 pagesSop ECUSumaira CheemaNo ratings yet
- Mangla Refurbishment Project Salient FeaturesDocument8 pagesMangla Refurbishment Project Salient FeaturesJAZPAKNo ratings yet
- Maneesh Misra CV - 1Document3 pagesManeesh Misra CV - 1Rohit KarhadeNo ratings yet
- BS en Iso 11114-4-2005 (2007)Document30 pagesBS en Iso 11114-4-2005 (2007)DanielVegaNeira100% (1)
- Latex Hints and TricksDocument24 pagesLatex Hints and TricksbilzinetNo ratings yet
- Engineering & Machinery Corp vs. CADocument8 pagesEngineering & Machinery Corp vs. CALaila Ismael SalisaNo ratings yet
- Nacc NCCRDocument6 pagesNacc NCCRChaitra Gn100% (1)
- 2019 FTX2000S Course OutlineDocument11 pages2019 FTX2000S Course OutlineAhmed PatelNo ratings yet
- Ang AlibangbangDocument29 pagesAng AlibangbangadhrianneNo ratings yet
- Nil Queries Sheet: S. No. ProcessDocument24 pagesNil Queries Sheet: S. No. ProcessTarun BhardwajNo ratings yet
- A Thermoelectric Scanning Facility For The Study of Elemental Thermocouples Robin E Bentley - Meas. Sci. Technol. 11 (2000) 538-546Document10 pagesA Thermoelectric Scanning Facility For The Study of Elemental Thermocouples Robin E Bentley - Meas. Sci. Technol. 11 (2000) 538-546Ver OnischNo ratings yet
- Silverio Nuanez Verified ComplaintDocument10 pagesSilverio Nuanez Verified ComplaintMichael_Lee_RobertsNo ratings yet
- Full Download Test Bank For Managerial Decision Modeling With Spreadsheets 3rd Edition by Balakrishnan PDF Full ChapterDocument36 pagesFull Download Test Bank For Managerial Decision Modeling With Spreadsheets 3rd Edition by Balakrishnan PDF Full Chapterhospital.epical.x6uu100% (20)
- Intructional Tools With The Integration of TechnologyDocument44 pagesIntructional Tools With The Integration of TechnologyAlwyn SacandalNo ratings yet
- Kennametal MasterCatalog SEM Preview en MinchDocument119 pagesKennametal MasterCatalog SEM Preview en MinchBeto CovasNo ratings yet