You might also like
- Visual Guide-Deck Sockets & Other FittingsDocument6 pagesVisual Guide-Deck Sockets & Other FittingsStylianosNo ratings yet
- The Carriage of SteelDocument28 pagesThe Carriage of SteelwangyuanmingNo ratings yet
- Scarab 35Document21 pagesScarab 35ChetNo ratings yet
- Hex - Hent SpecDocument88 pagesHex - Hent SpeccpîndaruNo ratings yet
- Sample Inspection ReportDocument3 pagesSample Inspection ReportUzair DanishNo ratings yet
- Multibeam Surveys Along The Container Terminal in BremerhavenDocument23 pagesMultibeam Surveys Along The Container Terminal in BremerhavenJoost F. BoersNo ratings yet
- Asigmnet 1 - ShipyardDocument28 pagesAsigmnet 1 - Shipyardulzzang looNo ratings yet
- Bunker Surveying Services 20Document2 pagesBunker Surveying Services 20AkuilahkuNo ratings yet
- 2013 Container Information BulletinDocument13 pages2013 Container Information BulletinAaron Huaynate EspinozaNo ratings yet
- Fall 2019 Container Information BulletinDocument11 pagesFall 2019 Container Information BulletinTJANDIROSONo ratings yet
- IICL 6 Measurement Technique PDFDocument16 pagesIICL 6 Measurement Technique PDFJackNo ratings yet
- Tank ComponentsDocument12 pagesTank Componentsstefanovicana1No ratings yet
- Aux Engine SCREENDocument12 pagesAux Engine SCREENimedNo ratings yet
- McDermott Batam Engineering Recruitment 3 PositionsDocument3 pagesMcDermott Batam Engineering Recruitment 3 PositionsClariossa Daora ForthortheNo ratings yet
- Manual Mini Mp3 PlayerDocument1 pageManual Mini Mp3 PlayerMichael Clifton0% (1)
- CIC Comparison Tables 4 March 2011Document1 pageCIC Comparison Tables 4 March 2011To ZeNo ratings yet
- SSC-436 The Effect of Fabricaton Tolerances On Fatigue Life of Welded JointsDocument100 pagesSSC-436 The Effect of Fabricaton Tolerances On Fatigue Life of Welded JointsBeniamine SarmientoNo ratings yet
- InspectionStandards Triton Inspection Standards WebDocument2 pagesInspectionStandards Triton Inspection Standards WebTo Ze100% (1)
- Container Survey Report (Cargo) - Nyku-848154-0Document4 pagesContainer Survey Report (Cargo) - Nyku-848154-0VikkiVikiNo ratings yet
- Beneteau Oceanis 473Document12 pagesBeneteau Oceanis 473Denison Yacht Sales100% (1)
- Amendments Table Depot 5 A N Rev2Document13 pagesAmendments Table Depot 5 A N Rev2nndungNo ratings yet
- 900 - Power TransmissionDocument10 pages900 - Power TransmissionPhamLeDanNo ratings yet
- Maintenance of Ship's Engine Room CraneDocument6 pagesMaintenance of Ship's Engine Room Cranemister_no34No ratings yet
- 6 - 21 APRIL 2019: Test Information BulletinDocument11 pages6 - 21 APRIL 2019: Test Information BulletinSasidharan RajendranNo ratings yet
- Stevedore Damage Report PDFDocument1 pageStevedore Damage Report PDFYash SaxenaNo ratings yet
- Pre Purchase Condition Survey Report On M V XINHEDocument22 pagesPre Purchase Condition Survey Report On M V XINHEMoe LattNo ratings yet
- Occasional Survey ReportDocument9 pagesOccasional Survey ReportManish SoodNo ratings yet
- TB-002 EDIS February 2003Document51 pagesTB-002 EDIS February 2003JavoB85No ratings yet
- Hempel Paintmanual UkDocument82 pagesHempel Paintmanual Ukignacio delvalleNo ratings yet
- Transportation of Rice CargoDocument17 pagesTransportation of Rice CargoSalient ResourcesNo ratings yet
- GUNVOR Independent Inspection Requirements Rev - 6Document34 pagesGUNVOR Independent Inspection Requirements Rev - 6Bhagoo HatheyNo ratings yet
- Loading Survey Report N19HZZSQ1012 002Document33 pagesLoading Survey Report N19HZZSQ1012 002Paulo DiasNo ratings yet
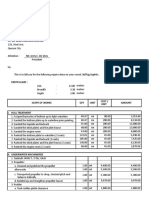
- Sample Billing For Ship RepairDocument3 pagesSample Billing For Ship RepairSkyen Mimi100% (2)
- ABS Jacking Survey Guide 2016 11Document9 pagesABS Jacking Survey Guide 2016 11Foad MirzaieNo ratings yet
- Marine Survey Practice - Notes Relative To Shell and Deck Plate RepairsDocument3 pagesMarine Survey Practice - Notes Relative To Shell and Deck Plate RepairsJym GensonNo ratings yet
- Oil&Gas Draka MOG 2015 Catalog v16 With Glands UpdatedeverythingDocument96 pagesOil&Gas Draka MOG 2015 Catalog v16 With Glands UpdatedeverythingJimmy F HernandezNo ratings yet
- m1100 v1.2 en s08 - Safety ProductsDocument4 pagesm1100 v1.2 en s08 - Safety ProductsMa ProvoloneNo ratings yet
- Offshore ProductionDocument10 pagesOffshore ProductionABCNo ratings yet
- Coil Storage Systems LankhorstDocument16 pagesCoil Storage Systems LankhorstcenicercNo ratings yet
- Hasil LabDocument4 pagesHasil LabHanafi Yusuf AviansyahNo ratings yet
- Exceeding Expectations: Did You KnowDocument2 pagesExceeding Expectations: Did You KnownarutorazNo ratings yet
- 5 Important Inspections For New Ships: in The YardDocument18 pages5 Important Inspections For New Ships: in The YardusnadiNo ratings yet
- COMPRESS Brochure PDFDocument4 pagesCOMPRESS Brochure PDFArjav DesaiNo ratings yet
- The Importance of Draft SurveysDocument6 pagesThe Importance of Draft SurveysdsjscribdNo ratings yet
- Ericson SampleDocument77 pagesEricson SampleChet Stephens50% (2)
- Attachment 5.5.17 - Checklist For Inclination Test Rev 2Document2 pagesAttachment 5.5.17 - Checklist For Inclination Test Rev 2manhngoducNo ratings yet
- CSC ACEP Inspection GuideDocument7 pagesCSC ACEP Inspection GuideJackNo ratings yet
- Survey Report # 2017.009Document12 pagesSurvey Report # 2017.009sales1984No ratings yet
- DNV-RP-A202 Documentation of Offshore Projects.Document12 pagesDNV-RP-A202 Documentation of Offshore Projects.leeNo ratings yet
- List of Alloys PDFDocument9 pagesList of Alloys PDFप्रिँसप्रियमNo ratings yet
- IAMWS PresentationDocument23 pagesIAMWS PresentationBooraj DuraisamyNo ratings yet
- The Names of A Bulk CarrierDocument6 pagesThe Names of A Bulk CarriertsousiNo ratings yet
- Cross MemberDocument4 pagesCross Memberbrenmcs2010No ratings yet
- Crosby Shackles SchlumbergerDocument3 pagesCrosby Shackles SchlumbergerJogiNo ratings yet
- Exceeding Expectations: Linear vs. Non-Linear That Is The QuestionDocument6 pagesExceeding Expectations: Linear vs. Non-Linear That Is The QuestionnarutorazNo ratings yet
- 20ft HC Container SpecificationsDocument14 pages20ft HC Container SpecificationsDan MacRaeNo ratings yet
- 20-High CubeDocument15 pages20-High CubeHardian KhcNo ratings yet
- Spez - Double Door 40Document17 pagesSpez - Double Door 40Kishore KumarNo ratings yet
- Spez OpenSide Cargo ContainerDocument19 pagesSpez OpenSide Cargo ContainerJeff GajeNo ratings yet
- What Is Confabulation?Document23 pagesWhat Is Confabulation?Bylts MFNo ratings yet
- Purcell The Queens Funeral March PDFDocument1 pagePurcell The Queens Funeral March PDFBylts MFNo ratings yet
- 2004 ImprezaDocument491 pages2004 ImprezaBylts MFNo ratings yet
- Proiect ALCDDocument1 pageProiect ALCDBylts MFNo ratings yet
- Verisure Fast-Ii: Product SpecificationsDocument1 pageVerisure Fast-Ii: Product SpecificationsBylts MFNo ratings yet
- Field SpanielDocument2 pagesField SpanielBylts MFNo ratings yet
- Paradise Lost NT PDFDocument374 pagesParadise Lost NT PDFBylts MFNo ratings yet
- Technical Description For OfficeDocument3 pagesTechnical Description For OfficeBylts MFNo ratings yet
- T R A S E U L 1: Metro - Rafinaria Astra/: ComatDocument1 pageT R A S E U L 1: Metro - Rafinaria Astra/: ComatBylts MFNo ratings yet
- Spam DetectionDocument142 pagesSpam DetectionRahul GantaNo ratings yet
- Anu Tandon Resignation As DirectorDocument3 pagesAnu Tandon Resignation As DirectorjaychandonkakhulasaNo ratings yet
- Lab 01 IntroductionDocument4 pagesLab 01 IntroductiontsikboyNo ratings yet
- HR Report ON Moser BaerDocument77 pagesHR Report ON Moser BaerKomal DhaliwalNo ratings yet
- Customers at SurveyDocument10 pagesCustomers at Surveynaren000No ratings yet
- Impact of Computer On SocietyDocument4 pagesImpact of Computer On SocietyraheelNo ratings yet
- Reckitt Benkiser (Case Study) For SCMDocument13 pagesReckitt Benkiser (Case Study) For SCMDiptiman GuhaNo ratings yet
- Thrust StandDocument43 pagesThrust StandABHIMANYU KHADGANo ratings yet
- Tears of My Enemies Funny Juice Box Enamel Pin BaDocument1 pageTears of My Enemies Funny Juice Box Enamel Pin BaBoban StojanovićNo ratings yet
- Guideline G6 Certification Process v2 0Document18 pagesGuideline G6 Certification Process v2 0Wong Wong WLNo ratings yet
- Files - Pumps - Turbo Pumps - Pfeiffer TMH 071 Turbo Pump ManualDocument25 pagesFiles - Pumps - Turbo Pumps - Pfeiffer TMH 071 Turbo Pump ManualOséias Maciel SilvaNo ratings yet
- Fuses & Circuit Breakers PDFDocument13 pagesFuses & Circuit Breakers PDFCarlos Luis Santos SomcarNo ratings yet
- DOE Cooling Catalogue 2017Document164 pagesDOE Cooling Catalogue 2017Rashaad SheikNo ratings yet
- Assessment of Learning 1 Quiz 1Document3 pagesAssessment of Learning 1 Quiz 1imalwaysmarked100% (4)
- Lancaster LinksDocument3 pagesLancaster LinksTiago FerreiraNo ratings yet
- Sch40 80 ASTM A53 - Brochure - 042512Document2 pagesSch40 80 ASTM A53 - Brochure - 042512Fallo SusiloNo ratings yet
- Premier MDocument44 pagesPremier Mthebetterman0511No ratings yet
- ACC Flow Chart (Whole Plan) - Rev00Document20 pagesACC Flow Chart (Whole Plan) - Rev00amandeep12345No ratings yet
- Tutorial Label MatrixDocument66 pagesTutorial Label MatrixLuisa Adriana Perez GutierrezNo ratings yet
- Sensus WP Dynamic Cold Water Meter (DN40-300)Document4 pagesSensus WP Dynamic Cold Water Meter (DN40-300)Roderikus Rendy MNo ratings yet
- Monthly Ladder Inspection ChecklistDocument4 pagesMonthly Ladder Inspection ChecklistPeter Sare WolloNo ratings yet
- Pest Control ChennaiDocument3 pagesPest Control ChennaiControler33No ratings yet
- The Butt Joint Tool: Product InformationDocument8 pagesThe Butt Joint Tool: Product InformationElias de Souza RezendeNo ratings yet
- Thrust Bearing Design GuideDocument56 pagesThrust Bearing Design Guidebladimir moraNo ratings yet
- Informatics in Logistics ManagementDocument26 pagesInformatics in Logistics ManagementNazareth0% (1)
- Gautam Buddha University: ID Card Form (Please Fill Up The Form in Block Letters)Document1 pageGautam Buddha University: ID Card Form (Please Fill Up The Form in Block Letters)ATUL SAXENANo ratings yet
- How To Effectively Implement DCIM and Bridge The Gap Between IT and FacilitiesDocument11 pagesHow To Effectively Implement DCIM and Bridge The Gap Between IT and FacilitiesAbednego TariganNo ratings yet
- Operating System ComponentsDocument59 pagesOperating System ComponentsJikku VarUgheseNo ratings yet
- Trumpf TruSystem 7500 Service ManualDocument424 pagesTrumpf TruSystem 7500 Service ManualVitor FilipeNo ratings yet