You might also like
- Report of Underwater WeldingDocument7 pagesReport of Underwater WeldingMunirAzeemNo ratings yet
- Seminar of Underwater Welding & Inspection: Ali Malik Saadoon University of Baghdad Engineering Affairs DepartmentDocument44 pagesSeminar of Underwater Welding & Inspection: Ali Malik Saadoon University of Baghdad Engineering Affairs Departmentpraphul gamangoNo ratings yet
- Underwater WeldingDocument5 pagesUnderwater WeldingGourang PaulNo ratings yet
- Underwater Welding EssayDocument11 pagesUnderwater Welding Essayapi-248835946No ratings yet
- Underwater Welding and CuttingDocument60 pagesUnderwater Welding and CuttingDewin PurnamaNo ratings yet
- Underwater WeldingDocument19 pagesUnderwater WeldingKameswara ReddyNo ratings yet
- Greater Noida Institute of Technology: Under-Water WeldingDocument12 pagesGreater Noida Institute of Technology: Under-Water WeldingEr Raghvendra SinghNo ratings yet
- Underwater WeldingDocument27 pagesUnderwater WeldingamanNo ratings yet
- Underwater WeldingDocument4 pagesUnderwater WeldingdhmbasNo ratings yet
- Continental Institute of Engineering & Technology: Welding ShopDocument8 pagesContinental Institute of Engineering & Technology: Welding ShopAjay RanaNo ratings yet
- ABS - Uwv Jan 2019 PDFDocument248 pagesABS - Uwv Jan 2019 PDFPranesh SbNo ratings yet
- Barracuda Gold Weld TestsDocument24 pagesBarracuda Gold Weld TestsHeinz Zavala GaleanoNo ratings yet
- Resistance WeldingDocument18 pagesResistance WeldingAnand JainNo ratings yet
- Aws Practicle Reference Guide For Welding Metallurgy-1999Document34 pagesAws Practicle Reference Guide For Welding Metallurgy-1999Yasser Hammad MohamedNo ratings yet
- Dry and Wet WeldingDocument21 pagesDry and Wet WeldingEmechatronix100% (1)
- Underwater WeldingDocument19 pagesUnderwater WeldingUmesh LakraNo ratings yet
- Deep Subsea Applications PDFDocument5 pagesDeep Subsea Applications PDFRolando Nuñez MonrroyNo ratings yet
- Electrode Converted Into TextDocument14 pagesElectrode Converted Into TextNeha NimbarkNo ratings yet
- Electric Welding: Some of The Advantages of Welding AreDocument11 pagesElectric Welding: Some of The Advantages of Welding ArePriyadarshi MNo ratings yet
- Underwater Cutting and Welding ManualDocument2 pagesUnderwater Cutting and Welding Manualapi-3723333No ratings yet
- Welding Standard Codes and Specialization and CertificationDocument12 pagesWelding Standard Codes and Specialization and CertificationOgundeyi JoshuaNo ratings yet
- MEM 661 - Applied Welding Engineering Individual Assignment Instruction and Guidelines CASE STUDY (Document10 pagesMEM 661 - Applied Welding Engineering Individual Assignment Instruction and Guidelines CASE STUDY (Shaikhan NadzemiNo ratings yet
- TGN-M-02 Voltage Reducing DevicesDocument11 pagesTGN-M-02 Voltage Reducing Devicessalekojic5332No ratings yet
- Corrosion Behavior of Welded Stainless Steel PDFDocument20 pagesCorrosion Behavior of Welded Stainless Steel PDFLanang Dian NugrohoNo ratings yet
- Underwater Welding - Underwater Welding Dangers - Hyperbaric Welding - Mechanical EngineeringDocument10 pagesUnderwater Welding - Underwater Welding Dangers - Hyperbaric Welding - Mechanical EngineeringVitorHugoNo ratings yet
- Report Robot WeldingDocument23 pagesReport Robot Welding19AE8126 Ayaan MansuriNo ratings yet
- Neptune - NEPSYS Underwater Repair - Information Feb 2011Document33 pagesNeptune - NEPSYS Underwater Repair - Information Feb 2011Antoni Muhammad100% (1)
- 16 0 en Wet Welding ExplainedDocument4 pages16 0 en Wet Welding ExplainedcuxuanchieuNo ratings yet
- Welding MidsemDocument100 pagesWelding Midsemamit kumarNo ratings yet
- Introduction To Arc Welding: Information Sheet - "Document14 pagesIntroduction To Arc Welding: Information Sheet - "Eahbm KaduNo ratings yet
- An Arc: Electrical Discharge Between Two ElectrodesDocument3 pagesAn Arc: Electrical Discharge Between Two ElectrodesVasantha SudasinghaNo ratings yet
- 885F Embrittlement of Duplex Stainless SteelDocument4 pages885F Embrittlement of Duplex Stainless Steeljaymin444No ratings yet
- Hyperbaric WeldingDocument17 pagesHyperbaric WeldingRam KasturiNo ratings yet
- Manual Metal Arc Welding (MMA, SMAW or Stick Welding)Document5 pagesManual Metal Arc Welding (MMA, SMAW or Stick Welding)Robert DelafosseNo ratings yet
- Basic Welding ESABDocument60 pagesBasic Welding ESABHuynh Thanh TamNo ratings yet
- Underwater Welding 2Document26 pagesUnderwater Welding 2Mohammad IsmailNo ratings yet
- Duplex Steels Part II Carbides and NitridesDocument9 pagesDuplex Steels Part II Carbides and NitridesKatellin BermudezNo ratings yet
- Bridge Welding ProcessDocument151 pagesBridge Welding Processcentaury2013No ratings yet
- Arc Welding of Copper Alloys: Technical UpdateDocument35 pagesArc Welding of Copper Alloys: Technical UpdateKamal ThummarNo ratings yet
- M2 - U3 - Manual Metal Arc Welding PDFDocument34 pagesM2 - U3 - Manual Metal Arc Welding PDFSureshNo ratings yet
- Evaporation Chamber: Vacuum Furnaces and Degassing EquipmentDocument7 pagesEvaporation Chamber: Vacuum Furnaces and Degassing EquipmentWilly UioNo ratings yet
- Physics of WeldingDocument3 pagesPhysics of WeldingKhurram RehmanNo ratings yet
- Distorsion Prevent by Pre Setting Pre Bending Use of RestraintDocument4 pagesDistorsion Prevent by Pre Setting Pre Bending Use of RestraintMathew RodriguezNo ratings yet
- A. O. Univ.-Prof. Dipl.-Ing. Dr. Mont. Erich Folkhard (Auth.) - Welding Metallurgy of Stainless Steels-Springer-Verlag Wien (1988)Document288 pagesA. O. Univ.-Prof. Dipl.-Ing. Dr. Mont. Erich Folkhard (Auth.) - Welding Metallurgy of Stainless Steels-Springer-Verlag Wien (1988)Graylab Technologies100% (1)
- WOWLibrary Preheating of Materials ConsumablesDocument4 pagesWOWLibrary Preheating of Materials ConsumableshreerNo ratings yet
- CV-Experience Summary PT. APICALDocument3 pagesCV-Experience Summary PT. APICALsayidNo ratings yet
- Arc Welding Lab ManualDocument3 pagesArc Welding Lab ManualAshish VermaNo ratings yet
- Manual Electric Arc Welding Automatic Welding Processes, Electro-Slag, Electro-Ga S, TIG, MIG, SAW, Resistance WeldingDocument132 pagesManual Electric Arc Welding Automatic Welding Processes, Electro-Slag, Electro-Ga S, TIG, MIG, SAW, Resistance WeldingRajesh PatroNo ratings yet
- Welding: Munther DiyabDocument113 pagesWelding: Munther DiyabMunther MohdNo ratings yet
- 2018 Handling and Storage Recommendations - EN - Rev1!02!2018Document4 pages2018 Handling and Storage Recommendations - EN - Rev1!02!2018David Hortas CasasNo ratings yet
- Floor Oven Fe50 Fe1000msss NewDocument1 pageFloor Oven Fe50 Fe1000msss Newtekstep7No ratings yet
- TB Welding-English PDFDocument20 pagesTB Welding-English PDFdanghpNo ratings yet
- Applying Shielded Metal Arc Welding TechniquesDocument134 pagesApplying Shielded Metal Arc Welding Techniquesgaspardo123No ratings yet
- Gas Tungsten Arc WeldingDocument13 pagesGas Tungsten Arc WeldingEmad A.AhmadNo ratings yet
- AC Resistance Welding Machine Manual 50kvaDocument35 pagesAC Resistance Welding Machine Manual 50kvaAntariksh Bahekar100% (1)
- Visual Inspection of Large Electric GeneratorsDocument28 pagesVisual Inspection of Large Electric Generatorsemailsepamku gorgomNo ratings yet
- Selected Welding Application in Offshore IndustryDocument38 pagesSelected Welding Application in Offshore IndustryzuudeeNo ratings yet
- Tweco Welding Catalogue 2001Document84 pagesTweco Welding Catalogue 2001Andrew Schroeder0% (1)
- Application of Underwater Welding Processes For Subsea PipelinesDocument4 pagesApplication of Underwater Welding Processes For Subsea PipelinesSaid Ahmed SalemNo ratings yet
- 1.1 Underwater Welding OverviewDocument1 page1.1 Underwater Welding OverviewPawan NkNo ratings yet
- Certification and Training MatrixDocument1 pageCertification and Training MatrixRicardoNo ratings yet
- Efc Membership Application Form: 0034 679770011 Info@m6subseatraining Ricardo SoaresDocument1 pageEfc Membership Application Form: 0034 679770011 Info@m6subseatraining Ricardo SoaresRicardoNo ratings yet
- Gramatica InglesaDocument27 pagesGramatica InglesaJose Andres Martinez Garcia100% (2)
- Doing Bus in Gib 2012 13Document132 pagesDoing Bus in Gib 2012 13RicardoNo ratings yet
- Living and Working NorwayDocument28 pagesLiving and Working NorwayRicardo100% (1)
- Wis5 Welding Defects 02Document55 pagesWis5 Welding Defects 02Lely Asri100% (1)
- Argon - Improving First Responder Radiation Safety TrainingDocument7 pagesArgon - Improving First Responder Radiation Safety TrainingRicardoNo ratings yet
- Dirty Harry': World Leaders in Diving Equipment TechnologyDocument4 pagesDirty Harry': World Leaders in Diving Equipment TechnologyRicardoNo ratings yet
- Inpp Activites 2007Document2 pagesInpp Activites 2007RicardoNo ratings yet
- Rubber and HAZTECH Bio ResultsDocument1 pageRubber and HAZTECH Bio ResultsRicardoNo ratings yet
- Human Physiology in An Aquatic EnvironmeDocument46 pagesHuman Physiology in An Aquatic EnvironmeRicardoNo ratings yet
- What Determine Investment in Oil Sector PDFDocument49 pagesWhat Determine Investment in Oil Sector PDFBagus Deddy AndriNo ratings yet
- Subsea Pipeline InspectionDocument41 pagesSubsea Pipeline InspectionMukil Dev100% (3)
- Argon Radiation Safety Training EbookDocument14 pagesArgon Radiation Safety Training EbookBruno Luis Villarroel DávalosNo ratings yet
- M6 Hull Cleaning MachineDocument4 pagesM6 Hull Cleaning MachineRicardoNo ratings yet
- M6 Simply Clever: Make Your Job EasierDocument5 pagesM6 Simply Clever: Make Your Job EasierRicardoNo ratings yet
- 1 Alocit-How It Works - UW and WetDocument7 pages1 Alocit-How It Works - UW and WetRicardoNo ratings yet
- High-Pressure Water Jetting Systems: Stationary and Mobile Systems 25 - 1,000 HPDocument6 pagesHigh-Pressure Water Jetting Systems: Stationary and Mobile Systems 25 - 1,000 HPSamsuNo ratings yet
- M6 Subsea TrainingDocument1 pageM6 Subsea TrainingRicardoNo ratings yet
- Hydrex Magazine 207Document16 pagesHydrex Magazine 207RicardoNo ratings yet
- Infra Estructuras Necesarias para OFFSHOREDocument256 pagesInfra Estructuras Necesarias para OFFSHORERicardoNo ratings yet
- Estudio de Diferentes Infra Estructuras PortuariaDocument281 pagesEstudio de Diferentes Infra Estructuras PortuariaRicardoNo ratings yet
- I-Tech Services: Delivering Integrated Services and Products Across The Field Life CycleDocument5 pagesI-Tech Services: Delivering Integrated Services and Products Across The Field Life CycleRicardoNo ratings yet
- Portfolio Guide 2015Document56 pagesPortfolio Guide 2015RicardoNo ratings yet
- Cut Costs!: A Clean Hull Makes Major SavingsDocument4 pagesCut Costs!: A Clean Hull Makes Major SavingsRicardo100% (1)
- Project: 2007-2008 Biennial Underwater Bridge Location: Syracuse To Buffalo, New York OwnerDocument1 pageProject: 2007-2008 Biennial Underwater Bridge Location: Syracuse To Buffalo, New York OwnerRicardoNo ratings yet
- Temporarypermanent Pipe Repair - GuidelinesDocument70 pagesTemporarypermanent Pipe Repair - Guidelinesqinaip100% (1)
- Mitt80001 Part2Document41 pagesMitt80001 Part2RicardoNo ratings yet
- Project: 2007-2008 Biennial Underwater Bridge Location: Syracuse To Buffalo, New York OwnerDocument1 pageProject: 2007-2008 Biennial Underwater Bridge Location: Syracuse To Buffalo, New York OwnerRicardoNo ratings yet
- Underwater Bridge Inspection: Publication No. FHWA-NHI-10-027Document224 pagesUnderwater Bridge Inspection: Publication No. FHWA-NHI-10-027RicardoNo ratings yet
- Constraint Effect in Fracture - What Is ItDocument10 pagesConstraint Effect in Fracture - What Is ItSoupramanien KathirvelouNo ratings yet
- 4P Cartesian CoordinatesDocument14 pages4P Cartesian CoordinatesMark Kenneth BaldoqueNo ratings yet
- Itp MelchoritaDocument7 pagesItp MelchoritadietersimaNo ratings yet
- Materials Science (M.SC.) - Effective 01 April 2016Document2 pagesMaterials Science (M.SC.) - Effective 01 April 2016AtharvNo ratings yet
- ASTM D4329 Standard Practice For Fluorescent UV Exposure of PlasticsDocument6 pagesASTM D4329 Standard Practice For Fluorescent UV Exposure of PlasticsDavid VegaNo ratings yet
- Improved Thermal Piping Analysis For Reciprocating Compressor Piping SystemsDocument7 pagesImproved Thermal Piping Analysis For Reciprocating Compressor Piping SystemsJimmy Alexander AvilaNo ratings yet
- FinalDocument72 pagesFinalRyan FisherNo ratings yet
- Vector and Scalar Potentials: Maxwell EquationsDocument10 pagesVector and Scalar Potentials: Maxwell EquationsAbburi KarthikNo ratings yet
- Mil STD 1949Document36 pagesMil STD 1949ManivannanMudhaliarNo ratings yet
- Weld StrengthDocument6 pagesWeld StrengthAqil GhaffarNo ratings yet
- Techalloy 55Document1 pageTechalloy 55Muhammad FajriNo ratings yet
- Microsoft PowerPoint - Running in GearsDocument71 pagesMicrosoft PowerPoint - Running in Gearsprashant mishra100% (2)
- RCD Lecture 1Document26 pagesRCD Lecture 1Walter CatapangNo ratings yet
- SCI 10 Module 2 NotesDocument9 pagesSCI 10 Module 2 NotesSeviNo ratings yet
- Powder Components Heat Treatment PDFDocument47 pagesPowder Components Heat Treatment PDFsmani170No ratings yet
- Climate of Middle EarthDocument8 pagesClimate of Middle EarthLonnie SilvaNo ratings yet
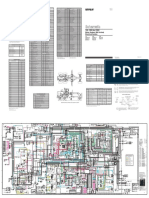
- 12H, 140H and 160H Electrical System Motor Graders (NA Version)Document2 pages12H, 140H and 160H Electrical System Motor Graders (NA Version)jorge william ramirezNo ratings yet
- OceanographyDocument8 pagesOceanographyAyush PandeyNo ratings yet
- KinematcsDocument6 pagesKinematcsAdit Kumar100% (1)
- Temperature, Thermal Energy, and HeatDocument3 pagesTemperature, Thermal Energy, and HeatTula DhimitraNo ratings yet
- Designing & Managing Drilling FluidDocument11 pagesDesigning & Managing Drilling Fluidfisco4rilNo ratings yet
- Lab Report 5Document12 pagesLab Report 5Norhanisah Zamri Rcsu100% (1)
- Agission ADU451802 Datasheet PDFDocument1 pageAgission ADU451802 Datasheet PDFGiang Nguyễn TrườngNo ratings yet
- QB CEM611 Modified - Jinshad PDFDocument9 pagesQB CEM611 Modified - Jinshad PDFneelNo ratings yet
- ASCE 7 10 Vs ASCE 7 16 1657453966Document53 pagesASCE 7 10 Vs ASCE 7 16 1657453966MANOJNo ratings yet
- Piping Design Enginerring & Construction: Atul PatelDocument19 pagesPiping Design Enginerring & Construction: Atul Patelसरदार अतुल भाई पटेलNo ratings yet
- Majorana Fermions in Condensed Matter Physics: The 1D Nanowire CaseDocument6 pagesMajorana Fermions in Condensed Matter Physics: The 1D Nanowire CaseOscar BohórquezNo ratings yet
- CyanocobalaminDocument2 pagesCyanocobalamingrace_febiantyNo ratings yet
- Wave Phenomena in A Double Plasma Experiment: Fortgeschrittenen-Praktikum Der TUMDocument11 pagesWave Phenomena in A Double Plasma Experiment: Fortgeschrittenen-Praktikum Der TUMsaurabhidNo ratings yet