You might also like
- Blow-up Theory for Elliptic PDEs in Riemannian Geometry (MN-45)From EverandBlow-up Theory for Elliptic PDEs in Riemannian Geometry (MN-45)No ratings yet
- Fluidization FundamentalsDocument109 pagesFluidization FundamentalsMaricar HababagNo ratings yet
- Chapter 3 HunterDocument21 pagesChapter 3 HunterOsama AnatyNo ratings yet
- Eulerian-Lagrangian model for two-phase particulate flowsDocument11 pagesEulerian-Lagrangian model for two-phase particulate flowsDoctorPhunsukhWangduNo ratings yet
- The Settling Stone ChamberDocument3 pagesThe Settling Stone ChamberererdNo ratings yet
- Large-Eddy Simulation of A Turbulent Buoyant Helium Plume: by G. Blanquart H. PitschDocument8 pagesLarge-Eddy Simulation of A Turbulent Buoyant Helium Plume: by G. Blanquart H. PitschfrozenbossBisNo ratings yet
- Week7 (Wed Mar 03-Single Particle in Fluid (Students Notes)Document21 pagesWeek7 (Wed Mar 03-Single Particle in Fluid (Students Notes)Julie Anne CristalesNo ratings yet
- حل امتحان بيئة اعمال سنة 2023Document4 pagesحل امتحان بيئة اعمال سنة 2023Ahmed MohsenNo ratings yet
- A New Mixed Model Based On The Velocity Structure FunctionDocument16 pagesA New Mixed Model Based On The Velocity Structure FunctioncarlosfnbsilvaNo ratings yet
- Witt LectureNotes 9.90d6c0b1658eDocument16 pagesWitt LectureNotes 9.90d6c0b1658esotojohnsonNo ratings yet
- Introduction To Polymer - Chapter 9Document39 pagesIntroduction To Polymer - Chapter 9Abrham HaileNo ratings yet
- Mm3Cmt Computer Modelling: TechniquesDocument23 pagesMm3Cmt Computer Modelling: TechniquesTim WongNo ratings yet
- Aula 7 - Teoria de Cordas MITDocument7 pagesAula 7 - Teoria de Cordas MITErick MouraNo ratings yet
- CHAPTER 2 Single Particle in A Fluid - 724666540Document6 pagesCHAPTER 2 Single Particle in A Fluid - 724666540Donna Mae Ramos GalaezNo ratings yet
- Method I - Stokes' Law: AppendicesDocument4 pagesMethod I - Stokes' Law: AppendicesMartim LemeNo ratings yet
- Dr. Farhan Altaee 2 Semester/lecture TwoDocument12 pagesDr. Farhan Altaee 2 Semester/lecture TwoMohammad AbbasNo ratings yet
- Chapter 2 - Particle Technology (Motion of Particles Through Fluids)Document6 pagesChapter 2 - Particle Technology (Motion of Particles Through Fluids)Manoj Ranjan Yadav50% (2)
- FSI PaperDocument4 pagesFSI PaperlenlesaNo ratings yet
- (1987) A Perturbation Solution For Compressible Viscous Channel FlowDocument18 pages(1987) A Perturbation Solution For Compressible Viscous Channel FlowJing-Wu DongNo ratings yet
- Advection and Difusion of Pollutants at Water ColumnDocument14 pagesAdvection and Difusion of Pollutants at Water ColumneendwahyuniNo ratings yet
- Pregunta 1Document12 pagesPregunta 1andreaNo ratings yet
- Gas Diffusion Mechanisms and ModelsDocument10 pagesGas Diffusion Mechanisms and ModelsgusuchihaNo ratings yet
- Equation of Fluid MotionDocument7 pagesEquation of Fluid MotionMohammedRafficNo ratings yet
- Johannsen 2002Document8 pagesJohannsen 2002ALEJANDRO GANCEDO TORALNo ratings yet
- CFD NotesDocument44 pagesCFD Notessubha_aeroNo ratings yet
- Lab 4 Multi Mode Optical Fiber QuestionsDocument10 pagesLab 4 Multi Mode Optical Fiber Questionsshivanshu.siyanwalNo ratings yet
- A Calculator For Sediment Transport in Microchannels Based On The Rouse NumberDocument11 pagesA Calculator For Sediment Transport in Microchannels Based On The Rouse NumberJoel Aldair Diaz OrozcoNo ratings yet
- 9 Transport of Particles by FluidsDocument8 pages9 Transport of Particles by FluidsArun AppaduraiNo ratings yet
- Xflow2012 Validation GuideDocument51 pagesXflow2012 Validation Guidematteo_12340% (1)
- Nonlinear AcousticsDocument13 pagesNonlinear AcousticsabstractquestNo ratings yet
- ES912 ExamppDocument4 pagesES912 ExamppgetsweetNo ratings yet
- Diffusivity in Solids and its ApplicationsDocument7 pagesDiffusivity in Solids and its ApplicationsMehwish NoorNo ratings yet
- Assignment 4, CTF (CH3421) Turn In: May 4, 2010 at The Start of The ClassDocument4 pagesAssignment 4, CTF (CH3421) Turn In: May 4, 2010 at The Start of The ClassVikram R RavikumarNo ratings yet
- Fundamentals of Ultrasonic Phased Arrays - 41-50Document10 pagesFundamentals of Ultrasonic Phased Arrays - 41-50Kevin HuangNo ratings yet
- Implementing FDTD TutorialDocument8 pagesImplementing FDTD Tutorialjohnnypie7No ratings yet
- Lagrangian Particle Tracking of Spheres and CylindersDocument38 pagesLagrangian Particle Tracking of Spheres and CylindersRuddy PerezNo ratings yet
- (1987) Numerical Simulations With Lattice Gas Automata in Two DimensionsDocument34 pages(1987) Numerical Simulations With Lattice Gas Automata in Two DimensionsGonçalo SilvaNo ratings yet
- Itzhak Bars and Moises Picon - Twistor Transform in D Dimensions and A Unifying Role For TwistorsDocument34 pagesItzhak Bars and Moises Picon - Twistor Transform in D Dimensions and A Unifying Role For TwistorsGum0000No ratings yet
- Mass Transfer CoefficientsDocument6 pagesMass Transfer CoefficientsMonssif NajimNo ratings yet
- Lab 3 Diffusion-10!2!11Document5 pagesLab 3 Diffusion-10!2!11Alexandre BonnassieuxNo ratings yet
- Lab 1 Fluidized BedDocument21 pagesLab 1 Fluidized Bedbedirtupak81% (26)
- Mass and Heat Transfer in Solid Catalyst BedDocument7 pagesMass and Heat Transfer in Solid Catalyst BedRASHVEENA KAUR RANJIT SINGHNo ratings yet
- Modeling Heat Transfer Coeficient of Air Using Buckingham PiTheoryDocument8 pagesModeling Heat Transfer Coeficient of Air Using Buckingham PiTheoryjournalNo ratings yet
- Determining The Viscosity of A Liquid Using A Simple PendulumDocument5 pagesDetermining The Viscosity of A Liquid Using A Simple PendulumklljNo ratings yet
- Week 1Document35 pagesWeek 1FAizNo ratings yet
- CIVE 310 Fluid Properties LectureDocument29 pagesCIVE 310 Fluid Properties LecturevikesfakeNo ratings yet
- Lecture 1: Atomic Diffusion: x = λ √ n √ νt ∝ √ tDocument16 pagesLecture 1: Atomic Diffusion: x = λ √ n √ νt ∝ √ tMahir MahmoodNo ratings yet
- Penetration Theory Mass Transfer ModelDocument7 pagesPenetration Theory Mass Transfer ModelLenin PrabhuNo ratings yet
- Sobel Erosion Dilation ExamplesDocument37 pagesSobel Erosion Dilation ExampleszeeshanNo ratings yet
- Numerical Solution of The Two-Layer Shallow Water Equations With Bottom TopographyDocument34 pagesNumerical Solution of The Two-Layer Shallow Water Equations With Bottom TopographyedwinfisikaNo ratings yet
- Compact Gravity Inversion: B. J. Last and K. KubikDocument9 pagesCompact Gravity Inversion: B. J. Last and K. KubikLis RochaNo ratings yet
- Symmetry 11 01183Document20 pagesSymmetry 11 01183CeciliaNo ratings yet
- Discrete Particle SettlingDocument7 pagesDiscrete Particle SettlingMwengei MutetiNo ratings yet
- Motion of Particles Through Fluids 221Document27 pagesMotion of Particles Through Fluids 221SAYEENo ratings yet
- The Nature of Particulate PollutantsDocument53 pagesThe Nature of Particulate PollutantsFatemeh NajafiNo ratings yet
- Modeling of Nevada Sand Behavior Using CHSOIL: February 2011Document9 pagesModeling of Nevada Sand Behavior Using CHSOIL: February 2011Zhenhe SongNo ratings yet
- Prediction of Particle Deposition in Turbulent Indoor Flows With A 3D Lagrangian ModelDocument6 pagesPrediction of Particle Deposition in Turbulent Indoor Flows With A 3D Lagrangian ModelCarlos DiazNo ratings yet
- Lab Assignment 1: Small Molecule Diffusion: Model DevelopmentDocument5 pagesLab Assignment 1: Small Molecule Diffusion: Model DevelopmentSaurabh GuptaNo ratings yet
- Turbulent Flows with Chemical Reactions: Fluid Properties and MixturesDocument32 pagesTurbulent Flows with Chemical Reactions: Fluid Properties and MixturesJoão Inácio SouzaNo ratings yet
- Transonic Potential Flow Calculations by Two Artificial Density MethodsDocument5 pagesTransonic Potential Flow Calculations by Two Artificial Density MethodsJonathanNo ratings yet
- Journal Publishing Workshop 2018 (Ntnu) (Sarangi)Document32 pagesJournal Publishing Workshop 2018 (Ntnu) (Sarangi)Mogahid OsmanNo ratings yet
- Plug Flow Reactor ModuleDocument11 pagesPlug Flow Reactor ModuleMogahid OsmanNo ratings yet
- 5 Elementary Steps and Mechanisms: ChemisorptionDocument141 pages5 Elementary Steps and Mechanisms: ChemisorptionMogahid OsmanNo ratings yet
- 1050 - Ocone RaffaellaSECDocument16 pages1050 - Ocone RaffaellaSECMogahid OsmanNo ratings yet
- Energies 08 10605 PDFDocument31 pagesEnergies 08 10605 PDFMogahid OsmanNo ratings yet
- Selected Differential System Examples From LecturesDocument42 pagesSelected Differential System Examples From LecturesMogahid OsmanNo ratings yet
- BP 2012 2030 Energy Outlook BookletDocument88 pagesBP 2012 2030 Energy Outlook BookletRizwan Khan TaoNo ratings yet
- Biodiesel CavitationDocument1 pageBiodiesel CavitationMogahid OsmanNo ratings yet
- Solid Fuel CharacteristicsDocument20 pagesSolid Fuel CharacteristicsMogahid OsmanNo ratings yet
- Moist FuelDocument4 pagesMoist FuelMogahid OsmanNo ratings yet
- Combustion NotesDocument400 pagesCombustion NotesAlexShear100% (1)
- Oxygenated Fuel AdditiveDocument8 pagesOxygenated Fuel AdditiveMogahid OsmanNo ratings yet
- Moist FuelDocument4 pagesMoist FuelMogahid OsmanNo ratings yet
- 2015 Rabacal HaugenDocument3 pages2015 Rabacal HaugenMogahid OsmanNo ratings yet
- ChE n372 - Chemical Reactor Analysis and Design Summer CourseDocument4 pagesChE n372 - Chemical Reactor Analysis and Design Summer CourseMogahid OsmanNo ratings yet
- Catalytic Conversion of Glycerol To Oxygenated Fuel Additive in A Continuos Flow Reactor - Process OptimizationDocument7 pagesCatalytic Conversion of Glycerol To Oxygenated Fuel Additive in A Continuos Flow Reactor - Process OptimizationEduardo CarmineNo ratings yet
- 415V MCCs and PMCCs Technical SpecificationDocument114 pages415V MCCs and PMCCs Technical SpecificationanmohieyNo ratings yet
- SuperOhm 3754 (3748-11) - Technical Data Sheet - ECC - Rev 2 - 2016-09Document2 pagesSuperOhm 3754 (3748-11) - Technical Data Sheet - ECC - Rev 2 - 2016-09igor brocaNo ratings yet
- Trafo Las, Mesin Las, Kompressor Dan SandblastingDocument10 pagesTrafo Las, Mesin Las, Kompressor Dan SandblastingCv RONATAMA GUSLHANNo ratings yet
- Product Specifications Product Specifications: CNT CNT - 600 600Document2 pagesProduct Specifications Product Specifications: CNT CNT - 600 600Antonio CorreiaNo ratings yet
- Chemical ThermodynamicsDocument46 pagesChemical ThermodynamicsHardik0% (1)
- 0401544-Hydraulic StructuresDocument38 pages0401544-Hydraulic StructuresEfremWakjiraHodeNo ratings yet
- A380-LEVEL III - ATA 26 Fire - Smoke DetectionDocument42 pagesA380-LEVEL III - ATA 26 Fire - Smoke DetectionAbolfazl Mazloomi100% (2)
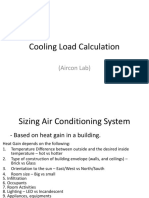
- Residential Cooling Load CalculationDocument24 pagesResidential Cooling Load CalculationAngeloTomalonNo ratings yet
- EMD Report PDFDocument32 pagesEMD Report PDFVelmurugan KNo ratings yet
- Saacke Steam Pressure Atomizer PDFDocument2 pagesSaacke Steam Pressure Atomizer PDFKhaled SaadnehNo ratings yet
- Elec Engg Exit Exam 2018 (Part 9)Document10 pagesElec Engg Exit Exam 2018 (Part 9)Master JaguarNo ratings yet
- PPE Question Bank Covers Thermal, Hydro, Nuclear PowerDocument7 pagesPPE Question Bank Covers Thermal, Hydro, Nuclear PowerKanagaraj Chelladurai100% (1)
- StandardsDocument76 pagesStandardsSohaib ZafarNo ratings yet
- Screw Compressors: Models: VEDocument42 pagesScrew Compressors: Models: VEVoştinar IoanNo ratings yet
- Assignment-Research 2-MJD-MALLARIDocument9 pagesAssignment-Research 2-MJD-MALLARIMark MallariNo ratings yet
- Gat Test 26-3-22 PDFDocument8 pagesGat Test 26-3-22 PDFRitesh Raj PandeyNo ratings yet
- Physics Chap 3 F5 !!!!!!!!!!!Document46 pagesPhysics Chap 3 F5 !!!!!!!!!!!Ethan Dharshen100% (1)
- Drill Exam ComboDocument79 pagesDrill Exam ComboMakiber100% (2)
- The Changes of Leaves in AutumnDocument9 pagesThe Changes of Leaves in AutumnKei's EntertainmentNo ratings yet
- HYpact Compact HybridDocument24 pagesHYpact Compact HybridMateo Alvez100% (1)
- पश्चिम रेलवे के सवारी डिब्बा कारखाने की सितंबर 2021 रिपोर्टDocument50 pagesपश्चिम रेलवे के सवारी डिब्बा कारखाने की सितंबर 2021 रिपोर्टsseab lplNo ratings yet
- Liebert EXM 80-200 kVA PDFDocument123 pagesLiebert EXM 80-200 kVA PDFrogeriopaulaNo ratings yet
- Conservation of Energy Worksheet #1 Answers - 1Document3 pagesConservation of Energy Worksheet #1 Answers - 1Fitz Baniqued67% (3)
- Chapter 2 Internal Combustion Engine Performance ParametersDocument10 pagesChapter 2 Internal Combustion Engine Performance ParametersFlancNo ratings yet
- Cladding & Hardfacing ProcessesDocument16 pagesCladding & Hardfacing ProcessesMuhammed SulfeekNo ratings yet
- Gates em Ingles 2010Document76 pagesGates em Ingles 2010felipeintegraNo ratings yet
- Reiki - More Concerning The SymbolsDocument25 pagesReiki - More Concerning The SymbolsJames Deacon100% (7)
- Underground Facilities for Better Environment and Safety - IndiaDocument8 pagesUnderground Facilities for Better Environment and Safety - Indiafini1968No ratings yet
- STSMDocument278 pagesSTSMMiguel Ruiz TatajeNo ratings yet
- LM1117Document20 pagesLM1117Shahril RizalNo ratings yet