International Journal of Mechanical Engineering and Technology (IJMET)
Volume 8, Issue 2, February 2017, pp. 278288 Article ID: IJMET_08_02_034
Available online at http://www.iaeme.com/IJMET/issues.asp?JType=IJMET&VType=8&IType=2
ISSN Print: 0976-6340 and ISSN Online: 0976-6359
IAEME Publication
FRACTOGRAPHY OF CRYOGENIC CHILL CASTED
ASTM A 494 M GRADE NICKEL ALLOY METAL
MATRIX COMPOSITES
Anil Kumar B K
Research Scholar, Department of Mechanical Engineering,
Jain University, Bangalore-562 112
Ananthaprasad M G
Dean / Professor, School of Engineering,
Dayananda Sagar University, Bangalore-560068
Gopala Krishna K
Associate Director, Centre for Incubation-Innovation-Research and Consultancy,
Jyothy Institute of Technology, Bangalore-560082
ABSTRACT
ASTM A 494 M grade NiGarnet composites containing four different weight percentages 3%, 6%,
9% and 12% of Garnet samples have been fabricated by using cryogenically cooled copper chill stir
casting method. Effects of volume percent of Garnet particles on tensile strength, and fracture surfaces
of Nickel Garnet composites have been investigated. The highest tensile strength was achieved in the
specimen containing 9 Wt. % garnet produced with 25 mm chill thickness which shows an increase of
14% in comparison to the no chill cast reinforced alloy. Microscopic investigations of fracture surfaces
revealed that fracture in a brittle manner with little or no necking happening. By increasing garnet
content and chill thickness, the composites fracture goes in a more severely brittle manner. The fracture
behavior of the composites was altered significantly by the presence of garnet particles and the crack
propagation through the matrix and the reinforcing particle clusters resulted in the final fracture.
Key words: Nickel Alloy, Garnet, Cryogenic, Fractography, Metal matrix Composites.
Cite this Article: Anil Kumar B K, Ananthaprasad M G and Gopala Krishna K, Fractography of
Cryogenic Chill Casted ASTM A 494 M Grade Nickel Alloy Metal Matrix Composites. International
Journal of Mechanical Engineering and Technology, 8(2), 2017, pp. 278288.
http://www.iaeme.com/ijmet/issues.asp?JType=IJMET&VType=8&IType=2
http://www.iaeme.com/IJMET/index.asp 278 editor@iaeme.com
Anil Kumar B K, Ananthaprasad M G and Gopala Krishna K
1. INTRODUCTION
Metal Matrix Composites (MMC's) are considered a group of advanced materials which represent low density,
good tensile strength, high modulus of elasticity, low coefficient of thermal expansion, and good wear resistance.
The production and use of composite materials is under intensive development because of the interesting
physical and mechanical properties and also due to the possibility to manipulate them by means of the variation
of the type and proportion of the reinforcement employed as well as the type of the metallic matrix. The
particulate reinforced composites are gaining importance now a days, because of their low cost with advantages
like isotropic properties and the possibility of secondary processing facilitating fabrication of components1-3.
Composites containing reinforcement particles show increased modulus and wear endurance, but reduced
tensile strength and high-cycle fatigue resistance4-5 by comparison with particle- reinforced composites. As for
low cycle fatigue life, that of large-particle reinforced composites raises at higher strain amplitudes, but
decreases at lower strain amplitudes6.However, investigations on the effect of reinforcement particle on low-
cycle fatigue behavior of the composites are still limited7, especially the composite produced using cryogenic
chills with varying sizes. Nickel-base super alloy that possesses excellent corrosion and oxidation resistance
coupled with good tensile and creep properties. As a result, this alloy is extensively used in the structural
application in the aerospace, petrochemical and also in automotive industries. Structural integrity assessments
of such high strength structures require a comprehensive understanding of the fracture toughness characteristics
for this super alloy. In addition, nickel alloy are selected for several high temperature applications which are
highly loaded during service, so fracture control is a primary design consideration 8-11. The present study
investigates the fractographic behavior of Ni-Garnet composites developed with varying percentage of
reinforcement into a matrix material, at varying chill thickness. The present research is an attempt to test and
analyze the mechanical properties of Nickel alloy reinforced with up to 3 - 12% by weight of garnet
reinforcement particles produced by using the cryogenic chill and stir casting method. And also the evaluations
of fracture toughness of ASTM A 494 M grade nickel alloy with varying weight fraction of particle reinforced
Garnet MMCs developed by using cryogenically cooled chill stir casting technique are presented in this work12-
17.
2. EXPERIMENTAL PROCEDURE
2.1. Material Selection
2.1.1. Matrix Material
The chemical composition of the selected ASTM A 494 M grade nickel base alloy matrix material is given in
the Table 1.
http://www.iaeme.com/IJMET/index.asp 279 editor@iaeme.com
Fractography of Cryogenic Chill Casted ASTM A 494 M Grade Nickel Alloy Metal Matrix Composites
Table 1 Chemical composition of matrix material ASTM A 494 M grade nickel base alloy. (Inconel-625)
Elements % by wt.
Nickel Balance
Chromium 20.0-23.0
Iron 5.0
Molybdenum 8.0-10.0
Niobium (plus Tantalum) 3.15-4.15
Carbon 0.10
Manganese 0.50
Silicon 0.50
Phosphorus 0.015
Sulfur 0.015
Aluminum 0.40
Titanium 0.40
Cobalt 1.0
2.1.2. Reinforcement
Reinforcement material selected was Garnet, a group of silicate minerals, which is one of the hardest naturally
available ceramic material. The chemical composition of the selected garnet is given in the Table 2.
Table 2 Chemical composition of Almandine Garnet (Fe3Al2Si3O12)
Elements % by wt.
Aluminium Oxide 19.0
Iron Oxide 34.10
Calcium Oxide 3.0
Magnesium Oxide 4.51
Titanium Oxide 2.80
Manganese Oxide 0.58
Silica 35.90
2.2. Metal Matrix Composite Preparation
A stir casting process was used to fabricate the nickel base matrix alloy fused with Garnet, having reinforcement
particles varying from 3wt. % to 12wt. % in steps of 3wt% for the preparation of metal matrix composites. The
matrix alloy was melted in a casting furnace at around 1350C shown in Figure 1. At the same time the garnet
particulate was preheated in another furnace set at 600C for approximately 2 hour to remove surface impurities
and assist in the adsorption of gases. Then the preheated 3 wt. % of garnet particulates, were introduced evenly
into the molten metal alloy. This process was repeated for 6, 9 and 12 wt. % reinforcement. Simultaneously, the
http://www.iaeme.com/IJMET/index.asp 280 editor@iaeme.com
Anil Kumar B K, Ananthaprasad M G and Gopala Krishna K
molten metal was well agitated by means of a manual mixing using graphite stirrer, which was carried out for
about 5 min.
The moulds were prepared using silica sand with 5% bentonite as binder and 5% moisture according to
American Foundry Society (AFS) standards, and were dried in an air furnace. The moulds prepared were
rectangular bar shaped ingots of dimensions 150 40 25 mm as per ASTM standards. A chill block was placed
adjacent to one end of the mould. The arrangement of sand moulds and chill blocks is shown in Figure 2. Also
the arrangements were made in chill blocks to circulate the liquid nitrogen in and out for cryogenic effect. The
chill blocks placed were made up of copper of thickness 10mm, brazed with hallow MS blocks of size
150x35x40mm are shown in the Figure 3. The molten material at 1350 C was next poured into the sand mold.
Liquid nitrogen was introduced into hallow steel block before and after pouring of the molten mixture for
cryogenic effect. The above same procedure was repeated for chill thickness of 20 and 25 mm. The same type
of sand mould was also used to cast a specimen without chilling effect.
Figure 1 Casting furnace
Figure 2 Sand mould with Copper end chill and arrangements for passing liquid nitrogen
http://www.iaeme.com/IJMET/index.asp 281 editor@iaeme.com
Fractography of Cryogenic Chill Casted ASTM A 494 M Grade Nickel Alloy Metal Matrix Composites
Figure 3 Brazed copper chill with steel hollow block for passing liquid nitrogen
2.3. Tensile Test
To study the tensile behaviour and to determine the ultimate tensile strength of the matrix composites, specimens
were prepared and tested as per ASTM E8M18 standard as shown in Figure 4. The specimens were machined
using wire cutting. Tensile test were performed using Universal Testing Machine model: TUE-C 400.
Figure 4 Tensile test specimens
2.4 Fractographic Test
In order to investigate the fracture surfaces of the composite specimens, topographic observations were carried
out using a Zeiss make model SEM. The fractured specimens of the tensile tests were considered shown in
Figure 5.
(a) (b)
http://www.iaeme.com/IJMET/index.asp 282 editor@iaeme.com
Anil Kumar B K, Ananthaprasad M G and Gopala Krishna K
(c) (d)
(e) (f)
(g) (h)
Figure 5: Fractography test specimens (a) 3 wt. % Garnet without chill, (b) 3 wt. % Garnet with 25mm thickness chill,
(c) 6 wt. % Garnet without chill, (d) 6 wt. % Garnet with 25mm thickness chill, (e) 9 wt. % Garnet without chill, (f) 9
wt. % Garnet with 25mm thickness chill, (g) 12 wt. % Garnet without chill, (h) 12 wt. % Garnet with 25mm thickness
chill.
http://www.iaeme.com/IJMET/index.asp 283 editor@iaeme.com
Fractography of Cryogenic Chill Casted ASTM A 494 M Grade Nickel Alloy Metal Matrix Composites
3. RESULTS AND DISCUSSION
3.4. Tensile Strength
Table 3 Mechanical properties of matrix material
Matrix
UTS (MPa) BHN Yield Strength % elongation
material
ASTM A 494 M 485 163 275 25
Table 4 UTS in N/mm of cryo-chilled reinforced metal matrix cast using copper chills of varying thickness.
Nickel alloy
Chill thickness in
mm 3 wt.% of 6 wt.% of 9 wt.% of 12 wt.% of
Garnet Garnet Garnet Garnet
10 493 514 555 542
20 498 518 575 560
25 520 553 635 598
No chill 490 499 542 530
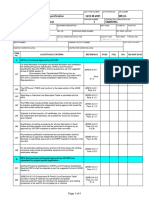
Figure 6 Tensile strength of Nickel based composite with varying chill thickness and % Garnet reinforcement
The tensile testing of the developed composite result in the Table 4 shows the ultimate tensile strength (UTS)
measured by considering the specimen from the chill end for Nickel matrix/reinforced composites cast of
different thickness. It is observed that the tensile strength of no chill cast composite are lower than that of the
remaining chill cast composite with varying chill thickness. As the chill thickness increases, UTS also increases
confirming that the volumetric heat capacity (VHC) of the copper chill along with liquid nitrogen significantly
enhances the grain structure. As the reinforcement content is increased; the tensile strength is also increases.
The increase in tensile strength is due to the presence and uniform distribution of garnet reinforcements which
is having inferred high strength, and grain structure obtained from the cryogenic chilling. UTS of different cast
composites with varying reinforcement weight percentage and chill thickness is shown in Figure 6. The result
shows that tensile strength is increasing up to 9 wt. % Garnet content and then start gradually decreasing for 12
wt. %, where the trend is reverse.
http://www.iaeme.com/IJMET/index.asp 284 editor@iaeme.com
Anil Kumar B K, Ananthaprasad M G and Gopala Krishna K
3.3. Fracture surface
Figure 7 show the SEM micrographs of the fracture surfaces of the specimens containing 3, 6, 9 and 12 wt. %
Garnet reinforced Nickel MMC produced using 25mm chill thickness and without chill. These images are taken
by secondary electrons in order to study the fracture mechanisms of Ni- Garnet composites.
(a) (b)
(c) (d)
(e) (f)
http://www.iaeme.com/IJMET/index.asp 285 editor@iaeme.com
Fractography of Cryogenic Chill Casted ASTM A 494 M Grade Nickel Alloy Metal Matrix Composites
(g) (h)
Figure 7 SEM images of the fracture surfaces of the composite Nickel - Garnet specimens containing (a) 3 wt.% Garnet
without chill , (b) 3 wt.% Garnet with 25mm thickness chill, (c) 6 wt.% Garnet without chill, (d) 6 wt.% Garnet with
25mm thickness chill, (e) 9 wt.% Garnet without chill, (f) 9 wt.% Garnet with 25mm thickness chill, (g) 12 wt.% Garnet
without chill, (h) 12 wt.% Garnet with 25mm thickness chill.
The fracture observed in the composites depends on a variety of factors, fracture of the reinforcing particles
19-20;partial de-bonding of particle-matrix interface and nucleation of voids21; growth of the voids and initiation
of cracks in the matrix22.
In brittle fracture, reinforcing particles are not observed in surfaces, while eutectic phases are mostly present.
Crack initiation takes place from these areas and the fracture surfaces of the composite contains almost no
fractured garnet particles, but instead, display evidence of the eutectic and particle pullout. These eutectic phases
appear brighter in the SEM images than other areas. But in ductile fracture, the reinforcing particles start to
crack first and then crack growth takes place from these particles. This is the reason for observing fractured
pieces of reinforcing particles in topographic images .Figure 7 shows the SEM images of typical fractured
surfaces of Ni-garnet composite obtained from tensile tests. SEM examination of the fractured surface of the
reinforced material with chill contained only smaller dimples than the fractured surface of the reinforced
material without chill. In 3wt. % reinforced composites with and without chill composite specimens showed
brittle fracture failure as shown in fig 7(a, b).
Ductility failure is observed in the fracture surface of 6 wt. % Garnet reinforced without chill composites
and the same trend is also seen in in 6 wt. % Garnet reinforced with chill composites shown in Fig. 7(c, d). Only
very few fracture can be seen as fractured and there is also an evidence of ductile failure in the matrix. The
failure showed few fracture split longitudinally and transversally as shown in Fig 7(e, f). The failure of fracture
in the composite shown in fig (g,h) may be attributed to the increase in stress on the specimen. As the load on
the fracture increases, it induces strain in the particles and the most heavily loaded fracture failure.
4. CONCLUSIONS
1. Mechanical property characterization of composite cast using 10mm , 15mm and 25mm thick copper chill block
containing 3 to 12 wt.% reinforcement revealed that the presence of garnet particulates in nickel matrix has
significantly improved tensile property by 14% (in case of 25 mm copper end chill thickness).
2. By increasing the Garnet content up to 9wt%.in the specimens, the tensile strength also increases. This is due to
the accumulation of dislocation behind garnet particles which act as barriers on the movement of dislocations.
3. Increasing the Garnet content in the specimens above 9 % wt. Has almost no significant effect on the tensile
strength.
http://www.iaeme.com/IJMET/index.asp 286 editor@iaeme.com
Anil Kumar B K, Ananthaprasad M G and Gopala Krishna K
4. According to the topographic observations, the fractures of Ni-garnet composites are brittle, since the matrix
fracture is dominant and almost no fractured garnet particles are observed.
5. Fracture toughness also increases from 3 wt. % to 12 wt. % of adding the reinforcement.
6. Fractography analysis revealed that fracture behavior of Nickel matrix alloy was changed from ductile mode of
fracture to cleavage mode because of the presence of garnet particles.
REFERENCES
[1] Hashim J. Metal matrix composites: production by stir casting method, Journal of Material Processing
Technology, 1990, Vol. 92-93, pp. 1-7.
[2] Balasivanandha S, Kaarunamoorthy L, Kaithiresan S , Mohan B. Influence of stirring speed and stirring time
on distribution of particles in cast metal matrix composite. Journal of Material Processing Technology, 2006,
Vol. 171, pp. 268-273.
[3] Mares M. Some issues on tailoring possibilities for mechanical properties of particulate reinforced metal
matrix composites. Journal of Optoelectronics and Advanced Materials, 2001, Vol. 3 (1), pp. 119 124.
[4] Ray, S. Journal of Materials Science, 1993, Vol. 28, pp. 5397-5413.
[5] Karnezis P. A, Durrant G, Canter B. Materials Science and Technology, 1998, Vol. 14, pp. 97.
[6] Smith, W. F. (1996). Principles of materials & Engineering. Mc Graw-Hill New York.
[7] Zweben C. Metal-Matrix Composites for Electronic Packaging, JOM, Vol. 44, 1992, n. 7, pp. 15-23.
[8] Kerlins V. Modes of Fracture, Fractography, 1987, Vol.12, ASM Handbook, ASM International, p 112
[9] S.P. Lynch. Mechanisms of Intergranular Fracture, Material Science Forum, 1989, Vol.46, p 124
[10] Rai SK, Kumar A, Shankar V, Jayakumar T, Rao KBS, Raj B. Characterization of microstructures in Inconel
625 using X-ray diffraction peak broadening and lattice parameter measurements. Scripta Materialia, 2004;
51:5963.
[11] Shankar V, Rao KBS, Mannan SL. Microstructure and mechanical properties of Inconel 625 superalloy.
Journal of Nuclear Materials, 2001; 288:22232.
[12] Akhter JI, Shaikh MA, Ahmad M, Iqbal M, Shoaib KA, Ahmad W. Effect of aging on the hardness and impact
properties of Hastelloy C-276. Journal of Materials Science Letters, 2001; 20:3335.
[13] ASM Speciality Handbook, Nickel, Cobalt, and Their Alloys, ASM International, Materials Park, OH 44073,
2000
[14] Perez Ipina J.E, Yawny A.A, Stuke R, Gonzalez Oliver C. Fracture toughness in metal matrix composites,
Materials Research, Vol. 3, No. 3, pp. 74-78, 2000.
[15] S.A. Sajjadi, S.M. Zebarjad. Study of fracture mechanisms of a Ni-Base super alloy at different temperatures.
Journal of Achievements in Materials and Manufacturing Engineering, 2006, Vol. 18, pp 227-230.
[16] E. Balikci, R. A. Mirshams, A. Raman. Fracture behavior of super alloy IN738LC with various precipitate
microstructures, Materials Science and Engineering A 265 (1999) 50-62.
[17] Charlie R. Brooks, Y.M. Wang. Tensile properties and fractography of aged hastelloy B2 (550850C for up
to 1200 H). Materials Characterization, September 1990, Volume 25, Issue 2, pp 185-197.
[18] American Society for Testing and Materials ASTM E8 / E8M-15a, Standard Test Methods for Tension
Testing of Metallic Materials, ASTM International, West Conshohocken, PA, 2015, www.astm.org.
[19] Gordon W. Powell. The fractography of casting alloys. Materials Characterization, October 1994, Volume
33, Issue 3, pp 275-293.
http://www.iaeme.com/IJMET/index.asp 287 editor@iaeme.com
Fractography of Cryogenic Chill Casted ASTM A 494 M Grade Nickel Alloy Metal Matrix Composites
[20] Fatigue and Fracture Mechanics. Journal of ASTM International, Special Technical Publication 36th Volume.
[21] G.A. Lange. Fractography of Metals, Encyclopaedia of Materials, Science and Technology (Second Edition)
2001, pp 32653270.
[22] Mills, W. J. and Blackburn, L. D., "Variations in Fracture Toughness for Alloy 718 Given a Modified Heat
Treatment," submitted for publication in Journal of Engineering Materials and Technology. Journal of
Engineering Materials and Technology, 1990, Vol.112 issue 1, pp 116-123.
[23] A.C.Mariappan, K.Krishnamoorthy and S. Mareeswaran, An Examination Surface Morphology and In Situ
Studies of Metal Dusting Leads To External Pits on ASTM A 516 Gr 60 Steam Coil of Water Seal Drum
Exposed To Flare Gas In MTBE Plant. International Journal of Advanced Research in Engineering and
Technology (IJARET), 4(4), 2013, pp. 84-95.
[24] S. P. Gandhi and Sanjay Patel. Dry Reforming of Methane over Supported Nickel Catalysts Promoted by
Zerconia, Ceria and Magnesia. International Journal of Advanced Research in Engineering and Technology,
6(10), 2015, pp. 131-146
http://www.iaeme.com/IJMET/index.asp 288 editor@iaeme.com
You might also like
- Impact of Emotional Intelligence On Human Resource Management Practices Among The Remote Working It EmployeesDocument10 pagesImpact of Emotional Intelligence On Human Resource Management Practices Among The Remote Working It EmployeesIAEME PublicationNo ratings yet
- A Study On The Reasons For Transgender To Become EntrepreneursDocument7 pagesA Study On The Reasons For Transgender To Become EntrepreneursIAEME PublicationNo ratings yet
- Broad Unexposed Skills of Transgender EntrepreneursDocument8 pagesBroad Unexposed Skills of Transgender EntrepreneursIAEME PublicationNo ratings yet
- Analyse The User Predilection On Gpay and Phonepe For Digital TransactionsDocument7 pagesAnalyse The User Predilection On Gpay and Phonepe For Digital TransactionsIAEME PublicationNo ratings yet
- Modeling and Analysis of Surface Roughness and White Later Thickness in Wire-Electric Discharge Turning Process Through Response Surface MethodologyDocument14 pagesModeling and Analysis of Surface Roughness and White Later Thickness in Wire-Electric Discharge Turning Process Through Response Surface MethodologyIAEME PublicationNo ratings yet
- Determinants Affecting The User's Intention To Use Mobile Banking ApplicationsDocument8 pagesDeterminants Affecting The User's Intention To Use Mobile Banking ApplicationsIAEME PublicationNo ratings yet
- Attrition in The It Industry During Covid-19 Pandemic: Linking Emotional Intelligence and Talent Management ProcessesDocument15 pagesAttrition in The It Industry During Covid-19 Pandemic: Linking Emotional Intelligence and Talent Management ProcessesIAEME PublicationNo ratings yet
- Gandhi On Non-Violent PoliceDocument8 pagesGandhi On Non-Violent PoliceIAEME PublicationNo ratings yet
- Voice Based Atm For Visually Impaired Using ArduinoDocument7 pagesVoice Based Atm For Visually Impaired Using ArduinoIAEME PublicationNo ratings yet
- Influence of Talent Management Practices On Organizational Performance A Study With Reference To It Sector in ChennaiDocument16 pagesInfluence of Talent Management Practices On Organizational Performance A Study With Reference To It Sector in ChennaiIAEME PublicationNo ratings yet
- A Study On The Impact of Organizational Culture On The Effectiveness of Performance Management Systems in Healthcare Organizations at ThanjavurDocument7 pagesA Study On The Impact of Organizational Culture On The Effectiveness of Performance Management Systems in Healthcare Organizations at ThanjavurIAEME PublicationNo ratings yet
- Financial Literacy On Investment Performance: The Mediating Effect of Big-Five Personality Traits ModelDocument9 pagesFinancial Literacy On Investment Performance: The Mediating Effect of Big-Five Personality Traits ModelIAEME PublicationNo ratings yet
- Visualising Aging Parents & Their Close Carers Life Journey in Aging EconomyDocument4 pagesVisualising Aging Parents & Their Close Carers Life Journey in Aging EconomyIAEME PublicationNo ratings yet
- A Study of Various Types of Loans of Selected Public and Private Sector Banks With Reference To Npa in State HaryanaDocument9 pagesA Study of Various Types of Loans of Selected Public and Private Sector Banks With Reference To Npa in State HaryanaIAEME PublicationNo ratings yet
- A Proficient Minimum-Routine Reliable Recovery Line Accumulation Scheme For Non-Deterministic Mobile Distributed FrameworksDocument10 pagesA Proficient Minimum-Routine Reliable Recovery Line Accumulation Scheme For Non-Deterministic Mobile Distributed FrameworksIAEME PublicationNo ratings yet
- Role of Social Entrepreneurship in Rural Development of India - Problems and ChallengesDocument18 pagesRole of Social Entrepreneurship in Rural Development of India - Problems and ChallengesIAEME PublicationNo ratings yet
- A Study On Talent Management and Its Impact On Employee Retention in Selected It Organizations in ChennaiDocument16 pagesA Study On Talent Management and Its Impact On Employee Retention in Selected It Organizations in ChennaiIAEME PublicationNo ratings yet
- Application of Frugal Approach For Productivity Improvement - A Case Study of Mahindra and Mahindra LTDDocument19 pagesApplication of Frugal Approach For Productivity Improvement - A Case Study of Mahindra and Mahindra LTDIAEME PublicationNo ratings yet
- Various Fuzzy Numbers and Their Various Ranking ApproachesDocument10 pagesVarious Fuzzy Numbers and Their Various Ranking ApproachesIAEME PublicationNo ratings yet
- A Multiple - Channel Queuing Models On Fuzzy EnvironmentDocument13 pagesA Multiple - Channel Queuing Models On Fuzzy EnvironmentIAEME PublicationNo ratings yet
- Dealing With Recurrent Terminates in Orchestrated Reliable Recovery Line Accumulation Algorithms For Faulttolerant Mobile Distributed SystemsDocument8 pagesDealing With Recurrent Terminates in Orchestrated Reliable Recovery Line Accumulation Algorithms For Faulttolerant Mobile Distributed SystemsIAEME PublicationNo ratings yet
- Analysis of Fuzzy Inference System Based Interline Power Flow Controller For Power System With Wind Energy Conversion System During Faulted ConditionsDocument13 pagesAnalysis of Fuzzy Inference System Based Interline Power Flow Controller For Power System With Wind Energy Conversion System During Faulted ConditionsIAEME PublicationNo ratings yet
- Knowledge Self-Efficacy and Research Collaboration Towards Knowledge Sharing: The Moderating Effect of Employee CommitmentDocument8 pagesKnowledge Self-Efficacy and Research Collaboration Towards Knowledge Sharing: The Moderating Effect of Employee CommitmentIAEME PublicationNo ratings yet
- EXPERIMENTAL STUDY OF MECHANICAL AND TRIBOLOGICAL RELATION OF NYLON/BaSO4 POLYMER COMPOSITESDocument9 pagesEXPERIMENTAL STUDY OF MECHANICAL AND TRIBOLOGICAL RELATION OF NYLON/BaSO4 POLYMER COMPOSITESIAEME PublicationNo ratings yet
- Optimal Reconfiguration of Power Distribution Radial Network Using Hybrid Meta-Heuristic AlgorithmsDocument13 pagesOptimal Reconfiguration of Power Distribution Radial Network Using Hybrid Meta-Heuristic AlgorithmsIAEME PublicationNo ratings yet
- Quality of Work-Life On Employee Retention and Job Satisfaction: The Moderating Role of Job PerformanceDocument7 pagesQuality of Work-Life On Employee Retention and Job Satisfaction: The Moderating Role of Job PerformanceIAEME PublicationNo ratings yet
- Moderating Effect of Job Satisfaction On Turnover Intention and Stress Burnout Among Employees in The Information Technology SectorDocument7 pagesModerating Effect of Job Satisfaction On Turnover Intention and Stress Burnout Among Employees in The Information Technology SectorIAEME PublicationNo ratings yet
- Analysis On Machine Cell Recognition and Detaching From Neural SystemsDocument9 pagesAnalysis On Machine Cell Recognition and Detaching From Neural SystemsIAEME PublicationNo ratings yet
- Prediction of Average Total Project Duration Using Artificial Neural Networks, Fuzzy Logic, and Regression ModelsDocument13 pagesPrediction of Average Total Project Duration Using Artificial Neural Networks, Fuzzy Logic, and Regression ModelsIAEME PublicationNo ratings yet
- A Review of Particle Swarm Optimization (Pso) AlgorithmDocument26 pagesA Review of Particle Swarm Optimization (Pso) AlgorithmIAEME PublicationNo ratings yet
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (120)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Bio-Rad India - 2020 Price List: INR Pricing Product InformationDocument1,262 pagesBio-Rad India - 2020 Price List: INR Pricing Product InformationRACHAEL JOVITA BARLANo ratings yet
- Whey and CaseinDocument12 pagesWhey and CaseinMarcosViníciusSilvaNo ratings yet
- Classes of CompoundsDocument12 pagesClasses of CompoundsReynaldo VirtucioNo ratings yet
- Atomic Mass and Atomic Number WorksheetDocument1 pageAtomic Mass and Atomic Number WorksheetGuayNo ratings yet
- WellLock Resin Rigless Micro Channel Remediation H011331Document1 pageWellLock Resin Rigless Micro Channel Remediation H011331bagus918No ratings yet
- 10 Class Chemistry Guess Paper 2022. EXAM HELD IN 06-05-2022 Unit No. 9: Chemical Equilibrium. Short QuestionsDocument5 pages10 Class Chemistry Guess Paper 2022. EXAM HELD IN 06-05-2022 Unit No. 9: Chemical Equilibrium. Short QuestionsarslanNo ratings yet
- MSDS All DNA RNA Purification KitsDocument6 pagesMSDS All DNA RNA Purification Kitsjusman sadorraNo ratings yet
- QCR W 2001Document4 pagesQCR W 2001Madhan KannanNo ratings yet
- Polywithe® - 8000 CLDocument1 pagePolywithe® - 8000 CLsébastien cardinaleNo ratings yet
- Chapter 4. Condensation PolymerizationDocument51 pagesChapter 4. Condensation PolymerizationSaifuddin AzizNo ratings yet
- 2013 Synthesis and Cationic Photopolymerization of A Difunctional Episulfide Monomer PDFDocument6 pages2013 Synthesis and Cationic Photopolymerization of A Difunctional Episulfide Monomer PDFMarion ChenalNo ratings yet
- 078-Mahoney-URANIO CALIBRACIONDocument32 pages078-Mahoney-URANIO CALIBRACIONNeider BurgosNo ratings yet
- Properties Foster Fire Resistive Anti-Abrasion Coating Water BasedDocument2 pagesProperties Foster Fire Resistive Anti-Abrasion Coating Water BasedMinh BảoNo ratings yet
- Pneumatic Bench Vice Project-Report PDFDocument30 pagesPneumatic Bench Vice Project-Report PDFrahul bhatt100% (4)
- Notes For Theoretical Health PhysicsDocument92 pagesNotes For Theoretical Health Physicssilent_revolutionNo ratings yet
- RayterDocument4 pagesRayterLTE002No ratings yet
- Heat Reflecting PaintsDocument13 pagesHeat Reflecting PaintsEsau AguillónNo ratings yet
- 3.05 Ionic Bonding and Ionic CompoundsDocument3 pages3.05 Ionic Bonding and Ionic CompoundsIBRAHIM ABOU EL NAAJNo ratings yet
- Journal of Radiation Research and Applied Sciences: Abdullah Al Naim, Nisrin Alnaim, Sobhy S. Ibrahim, S.M. MetwallyDocument7 pagesJournal of Radiation Research and Applied Sciences: Abdullah Al Naim, Nisrin Alnaim, Sobhy S. Ibrahim, S.M. MetwallySarifatul HidayahNo ratings yet
- Material Safety Data Sheet 2Document1 pageMaterial Safety Data Sheet 2hafiz azamNo ratings yet
- LVF SPA - GLOBE VALVE - A105N - EN10204 3.1 Material CertificateDocument1 pageLVF SPA - GLOBE VALVE - A105N - EN10204 3.1 Material CertificateEMTC EMTCNo ratings yet
- NSTSE Class 7 Solved Paper 2009Document23 pagesNSTSE Class 7 Solved Paper 2009swainanjanNo ratings yet
- Mobil Chassis Grease LBZDocument1 pageMobil Chassis Grease LBZtribolasNo ratings yet
- Copper Sheet, Strip, Plate, and Rolled Bar: Standard Specification ForDocument7 pagesCopper Sheet, Strip, Plate, and Rolled Bar: Standard Specification ForgoggerNo ratings yet
- FHM, Jun 2011Document6 pagesFHM, Jun 2011emediageNo ratings yet
- Prokaryotes and ArchaeaDocument17 pagesProkaryotes and ArchaeaAngela CanlasNo ratings yet
- Summer Training ProgramDocument21 pagesSummer Training ProgramAyan BorgohainNo ratings yet
- PSPC Q&As - and - CIs - (Common - Interpretation)Document10 pagesPSPC Q&As - and - CIs - (Common - Interpretation)totoq51No ratings yet
- Biochemistry Notes - Nucleotide MetabolismDocument5 pagesBiochemistry Notes - Nucleotide MetabolismneedthisforepiNo ratings yet
- Filter DataDocument6 pagesFilter DataJohnNo ratings yet