You might also like
- Guia 1. Notación Científica y Orden de MagnitudDocument5 pagesGuia 1. Notación Científica y Orden de MagnitudRosa Maria Fernandez Hodar100% (7)
- Diseño de Una Puesta A Tierra Zona RocosaDocument7 pagesDiseño de Una Puesta A Tierra Zona RocosaGomv Constructora100% (2)
- CariologiaDocument84 pagesCariologiaPaolaMadridNo ratings yet
- Lehrer, Jonah - Cómo DecidimosDocument10 pagesLehrer, Jonah - Cómo DecidimosAlvaro Jhoel Quinteros R0% (1)
- Reacciones Químicas en El CementoDocument20 pagesReacciones Químicas en El CementoDavid Valdivieso100% (1)
- Plano Isométrico Spool de InterconexiónDocument1 pagePlano Isométrico Spool de InterconexiónAlvaro Jhoel Quinteros RNo ratings yet
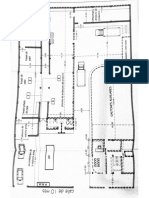
- Plano de PlantaDocument1 pagePlano de PlantaAlvaro Jhoel Quinteros RNo ratings yet
- Procedimiento Revestimiento de TuberiasDocument3 pagesProcedimiento Revestimiento de TuberiasAlvaro Jhoel Quinteros RNo ratings yet
- Diagrama de CargasDocument1 pageDiagrama de CargasAlvaro Jhoel Quinteros RNo ratings yet
- 137950Document3 pages137950Eyver SubiaNo ratings yet
- Plano Red Primaria Del Distrito 5 Al Distrito 6 FinalDocument1 pagePlano Red Primaria Del Distrito 5 Al Distrito 6 FinalAlvaro Jhoel Quinteros RNo ratings yet
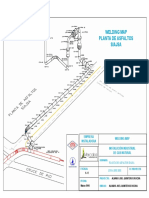
- Welding Map SIAJSADocument1 pageWelding Map SIAJSAAlvaro Jhoel Quinteros RNo ratings yet
- Plano de Detalle Soporte de Tubería 2 DNDocument1 pagePlano de Detalle Soporte de Tubería 2 DNAlvaro Jhoel Quinteros RNo ratings yet
- Ultimos Reguladores SiajsaDocument2 pagesUltimos Reguladores SiajsaAlvaro Jhoel Quinteros RNo ratings yet
- Grados APIDocument14 pagesGrados APIAlvaro Jhoel Quinteros RNo ratings yet
- Detalle Base de EDR 5000 MCHDocument1 pageDetalle Base de EDR 5000 MCHAlvaro Jhoel Quinteros RNo ratings yet
- Perdida de Carga LocalizadaDocument1 pagePerdida de Carga LocalizadaAlvaro Jhoel Quinteros RNo ratings yet
- Detalle Cámara de Derivación de La Línea de AcometidaDocument1 pageDetalle Cámara de Derivación de La Línea de AcometidaAlvaro Jhoel Quinteros RNo ratings yet
- FinalDocument3 pagesFinalAlvaro Jhoel Quinteros RNo ratings yet
- s60 18Document16 pagess60 18rodonietoNo ratings yet
- Metrix G16 IT 2Document3 pagesMetrix G16 IT 2Alvaro Jhoel Quinteros RNo ratings yet
- Conciliacion No ViolentaDocument2 pagesConciliacion No ViolentaAlvaro Jhoel Quinteros RNo ratings yet
- Anexo 4.1 - Vista en Planta Red Primaria y EDR D3 La GuardiaDocument1 pageAnexo 4.1 - Vista en Planta Red Primaria y EDR D3 La GuardiaAlvaro Jhoel Quinteros RNo ratings yet
- Requerimiento Energético para Climatización de PiscinaDocument1 pageRequerimiento Energético para Climatización de PiscinaAlvaro Jhoel Quinteros RNo ratings yet
- Anexo 1 - Obras Civiles d.8Document71 pagesAnexo 1 - Obras Civiles d.8Alvaro Jhoel Quinteros RNo ratings yet
- Preliminar - Memoria de Cálculo Instalación InternaDocument5 pagesPreliminar - Memoria de Cálculo Instalación InternaAlvaro Jhoel Quinteros RNo ratings yet
- 2 Anexo 2 - Graficos Sivingani Grupo 2Document13 pages2 Anexo 2 - Graficos Sivingani Grupo 2Alvaro Jhoel Quinteros RNo ratings yet
- Perdida de Carga LinealDocument1 pagePerdida de Carga LinealAlvaro Jhoel Quinteros RNo ratings yet
- ReGULADOR de 2 EtapaDocument1 pageReGULADOR de 2 EtapaAlvaro Jhoel Quinteros RNo ratings yet
- 007 Pliego 150507-T-095 Ingenieria Basica y de Detalle San PedritoDocument59 pages007 Pliego 150507-T-095 Ingenieria Basica y de Detalle San PedritoAlvaro Jhoel Quinteros RNo ratings yet
- RG 03 A GCC DcoDocument63 pagesRG 03 A GCC DcoAlvaro Jhoel Quinteros RNo ratings yet
- 8 - Compresibilidad Del GasDocument2 pages8 - Compresibilidad Del GasJerry LeeNo ratings yet
- RG 03 A GCC DcoDocument63 pagesRG 03 A GCC DcoAlvaro Jhoel Quinteros RNo ratings yet
- Hidrocarburos Clásicos y Aromáticos para Cuarto Grado de SecundariaDocument6 pagesHidrocarburos Clásicos y Aromáticos para Cuarto Grado de Secundariajcso161420100% (1)
- Inst. Hidrosanitarias en La Antigua RomaDocument9 pagesInst. Hidrosanitarias en La Antigua RomaTamaraRocaRauNo ratings yet
- MODELO DE UNA EDP ParabólicaDocument4 pagesMODELO DE UNA EDP ParabólicaApaza Suyo EdsonNo ratings yet
- Guia QM 34 Polaridad de Las Moleculas y Fuerzas Intermoleculares PRO PDFDocument12 pagesGuia QM 34 Polaridad de Las Moleculas y Fuerzas Intermoleculares PRO PDFmanuel_andrade_35No ratings yet
- Recursos Mineros de La RegionDocument15 pagesRecursos Mineros de La RegionJuandeDios Limascca HuanacoNo ratings yet
- EXAMEN-FINAL-DE-FISICA-B - SICA-1-2-2015-1.pdf Filename UTF-8''EXAMEN-FINAL-DE-FISICA-BÁSICA-1-2-2015-1Document1 pageEXAMEN-FINAL-DE-FISICA-B - SICA-1-2-2015-1.pdf Filename UTF-8''EXAMEN-FINAL-DE-FISICA-BÁSICA-1-2-2015-1FranciscoNo ratings yet
- Anabolism oDocument2 pagesAnabolism obeam50% (2)
- Taller 1 IntroDocument2 pagesTaller 1 IntroJair EscorciaNo ratings yet
- Focalizacion Biologia AmbientalDocument20 pagesFocalizacion Biologia AmbientalDaiverRrojasNo ratings yet
- Bio 5 AbrDocument44 pagesBio 5 Abrlenin churaNo ratings yet
- Plan de Contingencia PgirasaDocument11 pagesPlan de Contingencia Pgirasadeydis1904No ratings yet
- Fluidos 1Document23 pagesFluidos 1javier anthonyNo ratings yet
- MC y Física MédicaDocument87 pagesMC y Física MédicaFernando Chacmana LinaresNo ratings yet
- AspiradorDocument13 pagesAspiradorLilian OlvidoNo ratings yet
- Resumen CementoDocument4 pagesResumen CementoCharlie Enríquez0% (1)
- Informe Del Maiz HibridoDocument15 pagesInforme Del Maiz HibridoBELQUIS TERESITA CORDOVA LOZANO100% (1)
- Celula Procariota CompletoDocument32 pagesCelula Procariota CompletoVicky GabrielaNo ratings yet
- Practica 3 Estructura de Compuestos OrganicosDocument8 pagesPractica 3 Estructura de Compuestos OrganicosKatherine Jomira Villanueva FlorianNo ratings yet
- Velocidad de Propagación PDFDocument3 pagesVelocidad de Propagación PDFRoy Schneider0% (1)
- Lab 1. Determinacion Del PM Gas IdealDocument4 pagesLab 1. Determinacion Del PM Gas Idealjairo quinteroNo ratings yet
- Lab6.Sensor LM35 y Termocupla PHYME.Document8 pagesLab6.Sensor LM35 y Termocupla PHYME.Estefi SosaNo ratings yet
- Estaciones Meteorologicas Dia 1Document24 pagesEstaciones Meteorologicas Dia 1Alexander Granda AcostaNo ratings yet
- Evidencia Aprendizaje Basado en Problemas "Bodega de Almacenamiento"Document5 pagesEvidencia Aprendizaje Basado en Problemas "Bodega de Almacenamiento"Guillermo Bedoya100% (1)
- Trabajo de GradoDocument110 pagesTrabajo de GradoColleen CallahanNo ratings yet
- MSDS - Cat Esmalte EpoxicoDocument5 pagesMSDS - Cat Esmalte EpoxicoAngel LuqueNo ratings yet
- Experiencia Laboratorio Bernoulli ModificadoDocument29 pagesExperiencia Laboratorio Bernoulli Modificadoscorpions14No ratings yet