You might also like
- Crankshaft Damage and Overheating Leads To Replacing A Crankshaft On A Wartsila 32 PDFDocument4 pagesCrankshaft Damage and Overheating Leads To Replacing A Crankshaft On A Wartsila 32 PDFKurupath SidharthanNo ratings yet
- Crankshaft Assembly GuideDocument51 pagesCrankshaft Assembly GuideSlobodanNo ratings yet
- RATO-R Installation and Operating InstructionDocument12 pagesRATO-R Installation and Operating InstructionCosta50% (2)
- Renewing a Crankshaft on a Wartsila 32 EngineDocument13 pagesRenewing a Crankshaft on a Wartsila 32 EngineAayush Agrawal100% (1)
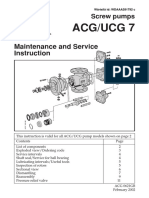
- Imo Screw Pumps ACG-UCG 7Document12 pagesImo Screw Pumps ACG-UCG 7Chhoan NhunNo ratings yet
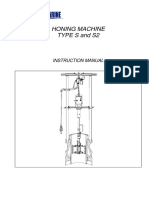
- Honing Machine Type S and S2: Instruction ManualDocument60 pagesHoning Machine Type S and S2: Instruction ManualSpider 022No ratings yet
- Crankshaft AlignmentDocument4 pagesCrankshaft AlignmentPPG Construction CorporationNo ratings yet
- Internal IM PAAE044210-11Document496 pagesInternal IM PAAE044210-11Julia KusovaNo ratings yet
- NORD BIM1000 General Instructions 200903Document207 pagesNORD BIM1000 General Instructions 200903Mohamad ali Ansary0% (1)
- SKL Main Bearing ProcedureDocument11 pagesSKL Main Bearing ProcedureVaibhav SinghalNo ratings yet
- Overhaul fuel valve kit for MAN Diesel & Turbo enginesDocument2 pagesOverhaul fuel valve kit for MAN Diesel & Turbo enginesFilipe FilipeNo ratings yet
- WS A25 Connecting Rod Types Guidelines For Assessment at Bottom End TB00-3301-16Document4 pagesWS A25 Connecting Rod Types Guidelines For Assessment at Bottom End TB00-3301-16DPNo ratings yet
- RECORD - Crankshaft Alignment Wfi Wv98v036 06gbDocument1 pageRECORD - Crankshaft Alignment Wfi Wv98v036 06gbtomiNo ratings yet
- ManualDocument5 pagesManualrpichoNo ratings yet
- Service Bulletin RTA-43.3 RT-flex-05Document12 pagesService Bulletin RTA-43.3 RT-flex-05Gaby CrisNo ratings yet
- Output Ratings Ratings and Performance Data: 45.0 kVA 36.0 KW 50.0 kVA 40.0 KWDocument4 pagesOutput Ratings Ratings and Performance Data: 45.0 kVA 36.0 KW 50.0 kVA 40.0 KWCasGunnersNo ratings yet
- BookDocument28 pagesBookFebrian Wardoyo100% (1)
- Pressure Release Channel in Cylinder HeadDocument2 pagesPressure Release Channel in Cylinder HeadRonald Bienemi PaezNo ratings yet
- Tech. Info M 25Document34 pagesTech. Info M 25abuzer1981No ratings yet
- Manual EVK SealDocument18 pagesManual EVK Sealpanamajack26No ratings yet
- Sondex Plate Heat Exchanger Technical SpecsDocument2 pagesSondex Plate Heat Exchanger Technical SpecsTrần Khắc ĐộNo ratings yet
- Fuel Pump and Fuel Valve Grinding MachineDocument43 pagesFuel Pump and Fuel Valve Grinding MachineSamer SalibaNo ratings yet
- SL2007 483Document7 pagesSL2007 483Subramoniam MarineNo ratings yet
- 40MF Series End Suction Fire Pump & Package System BrochureDocument4 pages40MF Series End Suction Fire Pump & Package System BrochurearsushanNo ratings yet
- Fuel injector parts listDocument1 pageFuel injector parts listRupesh KumarNo ratings yet
- Engine Performance Data: Safety Precautions Special ToolsDocument184 pagesEngine Performance Data: Safety Precautions Special ToolsHtooThar AungNo ratings yet
- COUPLING (PTOMMEE) VULASTIK L 845kW 955 RPMDocument10 pagesCOUPLING (PTOMMEE) VULASTIK L 845kW 955 RPMtm5u2r100% (1)
- Lowara Cat GeralDocument288 pagesLowara Cat GeralVitor Padrão100% (1)
- Main and Flywheel Bearing ShellDocument1 pageMain and Flywheel Bearing ShellPoma100% (1)
- Cylinder Condition ReportDocument6 pagesCylinder Condition ReportValeriy DomashenkoNo ratings yet
- Genset Engine Dimensions and Technical DataDocument4 pagesGenset Engine Dimensions and Technical DatasdiamanNo ratings yet
- Staffa Fixed Displacement Hydraulic Motor: Kawasaki Motors Corp., U.S.ADocument12 pagesStaffa Fixed Displacement Hydraulic Motor: Kawasaki Motors Corp., U.S.AyelmustafaaliNo ratings yet
- Torques Con Lubricante y UpgradeDocument17 pagesTorques Con Lubricante y UpgradeJed MayNo ratings yet
- L32-40CD B3-SparePartsCatalogueDocument254 pagesL32-40CD B3-SparePartsCataloguejamukanak pad100% (1)
- 9.4 Wärtslilä 6R22HF and 8R22HF Governor Installation DataDocument2 pages9.4 Wärtslilä 6R22HF and 8R22HF Governor Installation DataKen VikstromNo ratings yet
- Cylinder Liner Honing ProcessDocument1 pageCylinder Liner Honing Processcupid75No ratings yet
- Bro ShureDocument6 pagesBro ShureoskarzNo ratings yet
- ZOLLERN-Broschuere ZAT Drewerksgetriebe ENGDocument20 pagesZOLLERN-Broschuere ZAT Drewerksgetriebe ENGMomin G.S.100% (1)
- Calculation of Crankshafts For Internal Combustion EnginesDocument27 pagesCalculation of Crankshafts For Internal Combustion EnginesVinay GuptaNo ratings yet
- SB All A 048 01Document5 pagesSB All A 048 01EDDIN1960100% (1)
- Wärtsilä 6L20Document2 pagesWärtsilä 6L20Edgar Kenneth Luna100% (1)
- Preconisation Kerui2Document12 pagesPreconisation Kerui2zinouNo ratings yet
- OM RT Flex50 B - 2012 07Document454 pagesOM RT Flex50 B - 2012 07Igor SonNo ratings yet
- M001 eDocument12 pagesM001 eAdolfo BurgosNo ratings yet
- V222TI Operation & Maintenance ManualDocument294 pagesV222TI Operation & Maintenance ManualLisandroNo ratings yet
- I 11.VSN Vertical Centrifugal Pump CatalougeSILI PUMPDocument9 pagesI 11.VSN Vertical Centrifugal Pump CatalougeSILI PUMPfauzi bebe100% (1)
- Engine Bearing Sizes - VW BeetleDocument2 pagesEngine Bearing Sizes - VW BeetleDarius BooyensNo ratings yet
- 12) Vulkan Vulastik-L 2800, 2801, 2810, 2811, 2830, 2831 enDocument11 pages12) Vulkan Vulastik-L 2800, 2801, 2810, 2811, 2830, 2831 enAshish Jha50% (2)
- Vulcan Coupling ServiceDocument16 pagesVulcan Coupling Servicezescribder11No ratings yet
- Operaring Instruction Clutch KENDRIONDocument39 pagesOperaring Instruction Clutch KENDRIONlacothNo ratings yet
- Pci 344Document2 pagesPci 344Андрей АндреевNo ratings yet
- Proven HDD Parts.: Proven Tough. Proven TrueDocument47 pagesProven HDD Parts.: Proven Tough. Proven TrueSandeep PrNo ratings yet
- Operating Manual For TEST RIG SHIP - Pres-Vac Engineering ApsDocument14 pagesOperating Manual For TEST RIG SHIP - Pres-Vac Engineering ApsGarry Bernard NelsonNo ratings yet
- Crank Shaft Calibration ReportDocument1 pageCrank Shaft Calibration Reportsarabjit mundaeNo ratings yet
- 6N18,+6N21,+8N21,+Air starting equipment,+Starting equipment,+Air motor,+TDI,+45MA,+Pinion gear,+Service,+Work,+Assembly,+Caution,+Service newsDocument2 pages6N18,+6N21,+8N21,+Air starting equipment,+Starting equipment,+Air motor,+TDI,+45MA,+Pinion gear,+Service,+Work,+Assembly,+Caution,+Service newsengdpaliNo ratings yet
- Annealing and Single Point Cutting Saves Mak 16Cm32 CrankshaftDocument1 pageAnnealing and Single Point Cutting Saves Mak 16Cm32 Crankshaftandres cortesNo ratings yet
- Case Study 7 - El Salvador Power PlantDocument1 pageCase Study 7 - El Salvador Power Plantsyedfarooque goltensNo ratings yet
- CrankDocument2 pagesCrankPradeep Ps0% (1)
- SPM EXL Frac PumpDocument8 pagesSPM EXL Frac PumpcoffeetripssNo ratings yet
- 05a - MSM 86 - e PDFDocument2 pages05a - MSM 86 - e PDFMuhammad Nur CahyadiNo ratings yet
- MTU Navy Brochure 1 14Document29 pagesMTU Navy Brochure 1 14m_najmanNo ratings yet
- METRIC KEY DIMENSIONSDocument2 pagesMETRIC KEY DIMENSIONSm_najmanNo ratings yet
- DDC Series 149 MaintenanceDocument34 pagesDDC Series 149 Maintenancem_najman75% (4)
- Cylinder Block TD101 ENG 199158-.TD102 - 103. D10Document3 pagesCylinder Block TD101 ENG 199158-.TD102 - 103. D10m_najmanNo ratings yet
- Cylinder Block TD101 ENG 199158-.TD102 - 103. D10Document3 pagesCylinder Block TD101 ENG 199158-.TD102 - 103. D10m_najmanNo ratings yet
- Kta38 G5Document2 pagesKta38 G5poetoetNo ratings yet
- General Machinist ProgramDocument68 pagesGeneral Machinist Programm_najman100% (1)
- ISO Powertap 2014 UK InternetDocument8 pagesISO Powertap 2014 UK Internetm_najmanNo ratings yet
- Coolant Texaco 7997Document4 pagesCoolant Texaco 7997m_najmanNo ratings yet
- AMC-SCHOU Cylindrical Grinders ProfileDocument28 pagesAMC-SCHOU Cylindrical Grinders Profilem_najmanNo ratings yet
- FL10 Engine Mountings Flywheel HousingDocument3 pagesFL10 Engine Mountings Flywheel Housingm_najmanNo ratings yet
- Cylinder Block TD101 ENG 199158-.TD102 - 103. D10Document3 pagesCylinder Block TD101 ENG 199158-.TD102 - 103. D10m_najmanNo ratings yet
- Pls40 Level Sensor FlowvisionDocument32 pagesPls40 Level Sensor Flowvisionm_najmanNo ratings yet
- In Touch With The Medium: Level Monitoring SensorsDocument36 pagesIn Touch With The Medium: Level Monitoring Sensorsm_najmanNo ratings yet
- FL10 379346 Engine CatalogDocument5 pagesFL10 379346 Engine Catalogm_najmanNo ratings yet
- Fairbanks Brochure1Document8 pagesFairbanks Brochure1m_najmanNo ratings yet
- Out IllageDocument61 pagesOut Illagem_najmanNo ratings yet
- In Touch With The Medium: Level Monitoring SensorsDocument24 pagesIn Touch With The Medium: Level Monitoring Sensorsm_najmanNo ratings yet
- Fine Boring ToolsDocument39 pagesFine Boring Toolsm_najmanNo ratings yet
- BEDIA Level MonitoringDocument29 pagesBEDIA Level Monitoringm_najmanNo ratings yet
- Motor Clean 2014 ENG SPDocument4 pagesMotor Clean 2014 ENG SPm_najmanNo ratings yet
- In Touch With The Medium: Level Monitoring SensorsDocument36 pagesIn Touch With The Medium: Level Monitoring Sensorsm_najmanNo ratings yet
- Name Use Type Sizes Water % On: Tierra Tech Cleaning ProductsDocument1 pageName Use Type Sizes Water % On: Tierra Tech Cleaning Productsm_najmanNo ratings yet
- IG - Operator Guide PDFDocument19 pagesIG - Operator Guide PDFm_najmanNo ratings yet
- 3000 Series InstallDocument217 pages3000 Series Installm_najman100% (1)
- Surf Cam CADDocument168 pagesSurf Cam CADm_najmanNo ratings yet
- Bedia PLS GBDocument32 pagesBedia PLS GBspriggit867No ratings yet
- TDS - Pilot II - English (Uk) - Issued.12.03.2012Document4 pagesTDS - Pilot II - English (Uk) - Issued.12.03.2012m_najmanNo ratings yet
- 0445404977Document3 pages0445404977m_najmanNo ratings yet
- The Chernobyl Accident Research PaperDocument7 pagesThe Chernobyl Accident Research Paperapi-401778753100% (2)
- Continuous Energy: Product CatalogDocument40 pagesContinuous Energy: Product CatalogNegash JaferNo ratings yet
- Houston Course Catalog - 12Document1 pageHouston Course Catalog - 12AnuranjanNo ratings yet
- Maq. Helados Taylor sC707 PDFDocument2 pagesMaq. Helados Taylor sC707 PDFxray123zzzNo ratings yet
- Structure of Atom Key ConceptsDocument22 pagesStructure of Atom Key ConceptsMeersNo ratings yet
- MEGGER DET 5 - 4 EARTH TESTER - Manual PDFDocument72 pagesMEGGER DET 5 - 4 EARTH TESTER - Manual PDFBenabidNo ratings yet
- Pam Zno 50 SP 004 0Document160 pagesPam Zno 50 SP 004 0JORGEALEXERNo ratings yet
- SK Crude Dewaxing ProcessDocument23 pagesSK Crude Dewaxing ProcessBabji MunagalaNo ratings yet
- HVAC Air Filters Catalogue Provides Clean Air SolutionsDocument6 pagesHVAC Air Filters Catalogue Provides Clean Air SolutionssemoyapaNo ratings yet
- Specialized coal and pet-coke combustion designDocument6 pagesSpecialized coal and pet-coke combustion designary.engenharia1244No ratings yet
- Proportional Valve Group: Technical InformationDocument76 pagesProportional Valve Group: Technical Informationsinou.25No ratings yet
- Petronas Details RAPID Project Contract AwardsDocument9 pagesPetronas Details RAPID Project Contract AwardsIzzadAfif1990100% (1)
- Electronic Fuel Injection: Basic System PartsDocument4 pagesElectronic Fuel Injection: Basic System PartsSantosh TrimbakeNo ratings yet
- Ici Catalogo2017 enDocument348 pagesIci Catalogo2017 enIvano50% (2)
- Extraction of Betalain Dye From Beetroot and Preparation of Organic DSSCDocument4 pagesExtraction of Betalain Dye From Beetroot and Preparation of Organic DSSCrobel kassawNo ratings yet
- Downhole Tools HDD Brochure ENDocument2 pagesDownhole Tools HDD Brochure ENuriNo ratings yet
- Cement Mill Lighting DB Short Circuit Root CauseDocument2 pagesCement Mill Lighting DB Short Circuit Root CauseAmir ShehzadNo ratings yet
- Imo Acg Manual MecánicoDocument12 pagesImo Acg Manual MecánicoAdolfo BurgosNo ratings yet
- DC Microgrid TechnologyDocument27 pagesDC Microgrid TechnologyarwinNo ratings yet
- Fast Moving Filter and VbeltDocument72 pagesFast Moving Filter and Vbeltgreicel marianjas sihombingNo ratings yet
- Insulation Regulation Summary (English) - v2Document3 pagesInsulation Regulation Summary (English) - v2Rahul DivakaranNo ratings yet
- How ToDocument45 pagesHow ToDHAVALESH AMNo ratings yet
- Sac - WacDocument4 pagesSac - WacAdyasa ChoudhuryNo ratings yet
- SR715 SR720 MeterDocument109 pagesSR715 SR720 MetermustaquNo ratings yet
- PSS Lab Manual PDFDocument109 pagesPSS Lab Manual PDFNmg KumarNo ratings yet
- Rakchem Industries LLC - Steel Product ProfileDocument8 pagesRakchem Industries LLC - Steel Product ProfileRohith KommuNo ratings yet
- Cleaning and Inspection For Oxygen Service: B. Haribabu Inox Air ProductsDocument54 pagesCleaning and Inspection For Oxygen Service: B. Haribabu Inox Air ProductskanchanabalajiNo ratings yet
- Fire Extinguishers PDFDocument5 pagesFire Extinguishers PDFMuhammadObaidullahNo ratings yet
- Offshore Structure BasicsDocument3 pagesOffshore Structure Basicsafi1belle100% (1)
- ME 501 Full Marks: 30 Time: 1 HR.: 2 2xdasDocument1 pageME 501 Full Marks: 30 Time: 1 HR.: 2 2xdasPrasenjit ChatterjeeNo ratings yet