You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (890)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Arabic PronounsDocument64 pagesArabic Pronounsfatinzalila0% (1)
- Location: M. H. Del Pilar Street, Polillo, Quezon Project Owner: Mrs. Necerina T. AzagraDocument12 pagesLocation: M. H. Del Pilar Street, Polillo, Quezon Project Owner: Mrs. Necerina T. Azagramgllacuna73% (11)
- NEEDLE COVER AND THREAD GUIDE COMPONENTSDocument22 pagesNEEDLE COVER AND THREAD GUIDE COMPONENTSÁkos Szabó0% (1)
- Why materials matterDocument4 pagesWhy materials matterMoch RizaNo ratings yet
- Catch Up Plan Nha Format r.0001Document2 pagesCatch Up Plan Nha Format r.0001Anthony Alvarez50% (6)
- 5 4 18 Obstructions IssuesDocument8 pages5 4 18 Obstructions IssuesfatinzalilaNo ratings yet
- Advanced Electron Microscopy in The Study of Multimetallic Nanoparticles (Polyol MethodDocument34 pagesAdvanced Electron Microscopy in The Study of Multimetallic Nanoparticles (Polyol MethodfatinzalilaNo ratings yet
- PLSB Comment Not Done - Cable List Summary & Status ReportDocument26 pagesPLSB Comment Not Done - Cable List Summary & Status ReportfatinzalilaNo ratings yet
- Report To PLSB (Issues & Remarks)Document4 pagesReport To PLSB (Issues & Remarks)fatinzalilaNo ratings yet
- L08 Metallography PDFDocument10 pagesL08 Metallography PDFfatinzalilaNo ratings yet
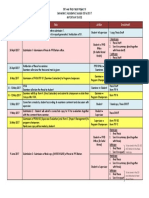
- Important Dates EBT446Document1 pageImportant Dates EBT446fatinzalilaNo ratings yet
- 01 - Introduction To Computer and Algorithm - PortalDocument35 pages01 - Introduction To Computer and Algorithm - PortalfatinzalilaNo ratings yet
- Jadual Kelas Sem 1 Tahun 3Document2 pagesJadual Kelas Sem 1 Tahun 3fatinzalilaNo ratings yet
- Final Viva ZalilaDocument51 pagesFinal Viva ZalilafatinzalilaNo ratings yet
- Full Data For Tensile TestDocument10 pagesFull Data For Tensile TestfatinzalilaNo ratings yet
- L07 Destructive Test PDFDocument14 pagesL07 Destructive Test PDFfatinzalila100% (1)
- Swelling Test ResultDocument5 pagesSwelling Test ResultfatinzalilaNo ratings yet
- Template Data Swelling TestDocument8 pagesTemplate Data Swelling TestfatinzalilaNo ratings yet
- Slide Viva 1 Proposal RWFDocument13 pagesSlide Viva 1 Proposal RWFfatinzalilaNo ratings yet
- CHAPTER 1 Proposal Capstone RWFDocument7 pagesCHAPTER 1 Proposal Capstone RWFfatinzalilaNo ratings yet
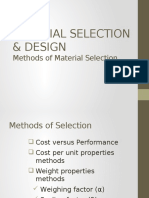
- Material Selection & DesignDocument22 pagesMaterial Selection & DesignfatinzalilaNo ratings yet
- L05 Welding Metallurgy PDFDocument15 pagesL05 Welding Metallurgy PDFfatinzalilaNo ratings yet
- L03 Welding Symbols PDFDocument9 pagesL03 Welding Symbols PDFfatinzalilaNo ratings yet
- Materials The Environment: Ebt 447: Materials Selection and DesignDocument37 pagesMaterials The Environment: Ebt 447: Materials Selection and DesignfatinzalilaNo ratings yet
- L11 Production Welding PDFDocument14 pagesL11 Production Welding PDFfatinzalilaNo ratings yet
- L04 SmawDocument16 pagesL04 SmawfatinzalilaNo ratings yet
- Material Selection: Process & Process Selections: Materials Selection and Design EBT 447 SEMESTER I, 2014/2015Document89 pagesMaterial Selection: Process & Process Selections: Materials Selection and Design EBT 447 SEMESTER I, 2014/2015fatinzalilaNo ratings yet
- Material Selection: Process & Process Selections: Materials Selection and Design EBT 447 SEMESTER I, 2014/2015Document38 pagesMaterial Selection: Process & Process Selections: Materials Selection and Design EBT 447 SEMESTER I, 2014/2015fatinzalilaNo ratings yet
- Material Selection: Process & Process Selections: Materials Selection and Design EBT 447 SEMESTER I, 2014/2015Document123 pagesMaterial Selection: Process & Process Selections: Materials Selection and Design EBT 447 SEMESTER I, 2014/2015fatinzalilaNo ratings yet
- Material Selection: Case Studies: Materials Selection and Design EBT 447 SEMESTER II, 2013/2014Document37 pagesMaterial Selection: Case Studies: Materials Selection and Design EBT 447 SEMESTER II, 2013/2014fatinzalilaNo ratings yet
- Materials Selection FundamentalsDocument35 pagesMaterials Selection FundamentalsfatinzalilaNo ratings yet
- CHAPTER 1 Proposal Capstone RWFDocument7 pagesCHAPTER 1 Proposal Capstone RWFfatinzalilaNo ratings yet
- Full Report Capstone Senior RWFDocument62 pagesFull Report Capstone Senior RWFfatinzalilaNo ratings yet
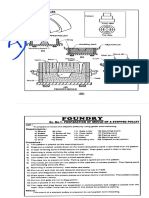
- Foundry: Ex. Mo.1. Preparation of Mould of A Stepped PulleyDocument4 pagesFoundry: Ex. Mo.1. Preparation of Mould of A Stepped PulleyAtshayaNo ratings yet
- Accomplishment Report # 4Document2 pagesAccomplishment Report # 4Arnel FreoNo ratings yet
- Mp-I MCQ Sem-I (2016)Document134 pagesMp-I MCQ Sem-I (2016)Saurabh Deshmukh50% (2)
- Spouts MC22 OV Tech SpecDocument5 pagesSpouts MC22 OV Tech SpecHa LinaNo ratings yet
- Astm 255 PDFDocument26 pagesAstm 255 PDFMariela BelénNo ratings yet
- Ceiling Channel Suspended CeilingDocument1 pageCeiling Channel Suspended CeilingjojoafernandezNo ratings yet
- Boehler CN 13 4-MC FDocument1 pageBoehler CN 13 4-MC FFilipe CordeiroNo ratings yet
- Astm B704Document2 pagesAstm B704rashiNo ratings yet
- T Proc Notices Notices 040 K Notice Doc 35291 396040301Document135 pagesT Proc Notices Notices 040 K Notice Doc 35291 396040301Engr Nissar KakarNo ratings yet
- Cables AetnaDocument1 pageCables AetnaJames Ernes Llacza CarmeloNo ratings yet
- A Study in The Effect of Different Nozzle Shapes and Fibre Reinforcement in 3D Pritable MortarDocument23 pagesA Study in The Effect of Different Nozzle Shapes and Fibre Reinforcement in 3D Pritable MortarManu K MohanNo ratings yet
- NRP K216 PROJECT - Civil Works & UG Piping Non-Conformance Report (NCR) Issued by FDH JVDocument7 pagesNRP K216 PROJECT - Civil Works & UG Piping Non-Conformance Report (NCR) Issued by FDH JVRam SelvaNo ratings yet
- BLEEDINGDocument2 pagesBLEEDINGbookNo ratings yet
- Parts ListDocument58 pagesParts ListHfksosnaaoNo ratings yet
- Besser concrete block parts catalogDocument18 pagesBesser concrete block parts catalogkuzemdooNo ratings yet
- Snag ListDocument14 pagesSnag ListAndrew TorranceNo ratings yet
- Jwell PipeDocument31 pagesJwell PipeRajiv Sanghavi100% (1)
- Rigid Electrical Steel ConduitDocument2 pagesRigid Electrical Steel ConduitBuckNo ratings yet
- BCDA Construction Estimate for New Clark City Connecting RoadDocument7 pagesBCDA Construction Estimate for New Clark City Connecting RoadNicky BalabboNo ratings yet
- Steel Connection DesignDocument115 pagesSteel Connection DesignPratikto WibowoNo ratings yet
- Related Literature for CRCP Design and PerformanceDocument7 pagesRelated Literature for CRCP Design and PerformanceCarmela Ayessa PiguerraNo ratings yet
- Carlisle Epdm 60 MIL MTC - IIIDocument1 pageCarlisle Epdm 60 MIL MTC - IIIHimanshu ChaudharyNo ratings yet
- Materials of Construction: Chapter EightDocument6 pagesMaterials of Construction: Chapter EightArip SusantoNo ratings yet
- High Pressure Piping Safety Incidents in Urea Plants: Mark BrouwerDocument10 pagesHigh Pressure Piping Safety Incidents in Urea Plants: Mark Brouwervaratharajan g rNo ratings yet
- Katalog Produk BRM PileDocument16 pagesKatalog Produk BRM Pilerizanindya100% (1)
- Production Technology Question BankDocument4 pagesProduction Technology Question BankShaik ShariffNo ratings yet