You might also like
- High Energy Rate Forming ProcessesDocument47 pagesHigh Energy Rate Forming ProcessesArun SrivastanNo ratings yet
- Multiscale Modeling of Composite Materials and Structures With ANSYSDocument12 pagesMultiscale Modeling of Composite Materials and Structures With ANSYSIhab El Sawi100% (1)
- Lab 4 Torsion Test GroupingDocument9 pagesLab 4 Torsion Test GroupingMuhd AriffNo ratings yet
- FTL Broschuere Fineblanking Technology enDocument20 pagesFTL Broschuere Fineblanking Technology enVinod ChandranNo ratings yet
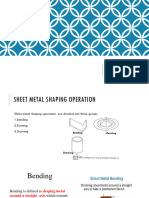
- BendingDocument8 pagesBendingShal DxtNo ratings yet
- Irwin's ModelDocument15 pagesIrwin's ModelVictor Daniel Rudrapati100% (1)
- 9 Strip LayoutDocument26 pages9 Strip LayoutMohan RanganNo ratings yet
- Bending ProcessDocument23 pagesBending Processmaitoravi78No ratings yet
- CATIA - Core & Cavity Design 2 (CCV)Document4 pagesCATIA - Core & Cavity Design 2 (CCV)jeeva72No ratings yet
- Linear GuideDocument1,539 pagesLinear Guidered_shobo_85No ratings yet
- Casting in Abaqus With DetailsDocument220 pagesCasting in Abaqus With DetailsSaad Al Hely100% (1)
- Unconventional FormingDocument16 pagesUnconventional FormingBrijesh VermaNo ratings yet
- Tensile TestDocument8 pagesTensile TestChaminduKrishanRupasinghe100% (1)
- Ceratizit ToolsDocument340 pagesCeratizit ToolsguimaslipaNo ratings yet
- Precision, Stability and Productivity Increase in Throughfeed Centerless GrindingDocument4 pagesPrecision, Stability and Productivity Increase in Throughfeed Centerless GrindingphuongdxNo ratings yet
- The Basics CFDDocument63 pagesThe Basics CFDHuy TrầnNo ratings yet
- Sheet Metal Bending-3Document15 pagesSheet Metal Bending-3Sai Sujan100% (1)
- Design and Optimization of Composite Parts Using Numerical SimulationsDocument6 pagesDesign and Optimization of Composite Parts Using Numerical SimulationsAndrea CalderaNo ratings yet
- Fatigue PDFDocument21 pagesFatigue PDFsuzilamatsallehNo ratings yet
- Introduction Pam Stamp (ESI)Document8 pagesIntroduction Pam Stamp (ESI)FredNo ratings yet
- Plastic Mould SteelDocument20 pagesPlastic Mould SteeldocumentosvaltierraNo ratings yet
- Engineering CompositesDocument193 pagesEngineering CompositesMelih AltıntaşNo ratings yet
- MP II - Lecture 5 - Tool Failure and Tool LifeDocument45 pagesMP II - Lecture 5 - Tool Failure and Tool LifeArif Hossain100% (1)
- Chapter 9i Introduction Deformation Mechanical BehaviourDocument18 pagesChapter 9i Introduction Deformation Mechanical BehaviourGalal FazNo ratings yet
- Meshfree Shape Function From Moving Least SquareDocument13 pagesMeshfree Shape Function From Moving Least SquareJeetender Singh KushawahaNo ratings yet
- 10 Low and High Cycle FatigueDocument14 pages10 Low and High Cycle FatiguePRASAD326100% (1)
- Failure Theories, Static LoadsDocument15 pagesFailure Theories, Static LoadsLuiz CordeiroNo ratings yet
- 2003-06 Optimization Using ABAQUS and TOSCADocument15 pages2003-06 Optimization Using ABAQUS and TOSCAlumasNo ratings yet
- Die Basics 101: Intro To Stamping: Stamping (Metalworking) Stamping PressingDocument30 pagesDie Basics 101: Intro To Stamping: Stamping (Metalworking) Stamping PressingAmitNo ratings yet
- Chips TypeDocument4 pagesChips TypeWajahat RasoolNo ratings yet
- Me301 Heat & Flow 3 Tutorial Questions (7) : PistonDocument1 pageMe301 Heat & Flow 3 Tutorial Questions (7) : PistonJeswin MathewNo ratings yet
- Metal Cutting Theory - ProblemDocument12 pagesMetal Cutting Theory - ProblemZohaib RafiqNo ratings yet
- Mechanical ForgingDocument17 pagesMechanical Forgingjjonesche2100% (1)
- Paris, A.J. (U. Alaska) DCBDocument2 pagesParis, A.J. (U. Alaska) DCBalitcoNo ratings yet
- Fracture 1Document43 pagesFracture 1seenulegendNo ratings yet
- 3dcs Variation Analyst MC PDFDocument2 pages3dcs Variation Analyst MC PDFWayuNo ratings yet
- E-II-Traseu Tehnologic PDFDocument2 pagesE-II-Traseu Tehnologic PDFDobrescu Morariu MirceaNo ratings yet
- AbaqusDocument27 pagesAbaqusVinay ChilukuriNo ratings yet
- Mechanical Vibrations Ecole Centrale NantesDocument41 pagesMechanical Vibrations Ecole Centrale NantesAhmad Basshofi HabiebNo ratings yet
- Interaction Module in AbaqusDocument16 pagesInteraction Module in Abaquseureka.nitishNo ratings yet
- Validation of Magmasoft Simulation of The Sand Casting ProcessDocument10 pagesValidation of Magmasoft Simulation of The Sand Casting ProcessvmgobinathNo ratings yet
- Element Types and Their Pros and Cons - AbaqusDocument5 pagesElement Types and Their Pros and Cons - Abaqusdis4sitesNo ratings yet
- Multiaxial Fatigue Life PredictionDocument10 pagesMultiaxial Fatigue Life PredictionGooftilaaAniJiraachuunkooYesusiinNo ratings yet
- Optimization of Car Rim Using OptiStructDocument6 pagesOptimization of Car Rim Using OptiStructsujaydsouza1987No ratings yet
- A0 Modif - Sheet1Document1 pageA0 Modif - Sheet1Adrian HerskovicsNo ratings yet
- Sheet Metal ProcessesDocument47 pagesSheet Metal ProcessesNagaraju MuruguduNo ratings yet
- The Material Is Stressed Beyond The Yield Strength But Below The Ultimate Tensile Strength of TheDocument10 pagesThe Material Is Stressed Beyond The Yield Strength But Below The Ultimate Tensile Strength of TheElaine JohnsonNo ratings yet
- Metal Forming Analysis Lab ManualDocument9 pagesMetal Forming Analysis Lab Manuallecturer.parul100% (1)
- 02 Theory of ShearingDocument6 pages02 Theory of ShearingSantosh PapleNo ratings yet
- Module 7 Sheet Metal-Forming-Lecture 2Document11 pagesModule 7 Sheet Metal-Forming-Lecture 2Khin Aung ShweNo ratings yet
- Sheet Metal OperationDocument46 pagesSheet Metal Operationmada sadaNo ratings yet
- Press Tool Cutting ForceDocument1 pagePress Tool Cutting Forceanmol6237No ratings yet
- Theory of ShearingDocument3 pagesTheory of ShearingClifton FranksNo ratings yet
- Section1 Unit3Document16 pagesSection1 Unit3jbsNo ratings yet
- Designofbeams 160410151902 PDFDocument76 pagesDesignofbeams 160410151902 PDFsurendra bhattaNo ratings yet
- Stress Concentration Final PDFDocument14 pagesStress Concentration Final PDFSomdeep DuttaNo ratings yet
- Bending: Dr. Kamaran S. IsmailDocument11 pagesBending: Dr. Kamaran S. IsmailWael ImadNo ratings yet
- Deformation Zone GeometryDocument8 pagesDeformation Zone GeometryJayaganesh KhandigeNo ratings yet
- Sheet Metal FormingDocument13 pagesSheet Metal FormingjotikaNo ratings yet
- Nilson-Transformed Area MethodDocument45 pagesNilson-Transformed Area MethodAhmer MehmoodNo ratings yet
- Rotatable Central Composite Design of Experiments Versus Taguchi Method in The Optimization of TurningDocument4 pagesRotatable Central Composite Design of Experiments Versus Taguchi Method in The Optimization of TurningKasey ColeNo ratings yet
- Machining Data HandbookDocument1,130 pagesMachining Data HandbookKasey Cole100% (2)
- On The Art of Cutting MetalsDocument247 pagesOn The Art of Cutting MetalsKasey ColeNo ratings yet
- Simple Shearing and Ploughing Cutting Force Model in Turning Operation With Nose Radius ToolDocument17 pagesSimple Shearing and Ploughing Cutting Force Model in Turning Operation With Nose Radius ToolKasey ColeNo ratings yet
- CDR Writing: Components of The CDRDocument5 pagesCDR Writing: Components of The CDRindikuma100% (3)
- Unit 1 and 2Document4 pagesUnit 1 and 2Aim Rubia100% (1)
- GTA IV Simple Native Trainer v6.5 Key Bindings For SingleplayerDocument1 pageGTA IV Simple Native Trainer v6.5 Key Bindings For SingleplayerThanuja DilshanNo ratings yet
- 3M 309 MSDSDocument6 pages3M 309 MSDSLe Tan HoaNo ratings yet
- HU - Century Station - PAL517PDocument232 pagesHU - Century Station - PAL517PTony Monaghan100% (3)
- Fair & LovelyDocument10 pagesFair & LovelyAymanCheema100% (3)
- Revit 2023 Architecture FudamentalDocument52 pagesRevit 2023 Architecture FudamentalTrung Kiên TrầnNo ratings yet
- Nuclear Power Engineering (MEE 2027) : Fall Semester (2020-2021)Document13 pagesNuclear Power Engineering (MEE 2027) : Fall Semester (2020-2021)AllNo ratings yet
- Holiday AssignmentDocument18 pagesHoliday AssignmentAadhitya PranavNo ratings yet
- N2 V Operare ManualDocument370 pagesN2 V Operare Manualramiro0001No ratings yet
- Adverbs of Manner and DegreeDocument1 pageAdverbs of Manner and Degreeslavica_volkan100% (1)
- Kidney Stone Diet 508Document8 pagesKidney Stone Diet 508aprilNo ratings yet
- Centrifuge ThickeningDocument8 pagesCentrifuge ThickeningenviroashNo ratings yet
- Zahid Imran CVDocument4 pagesZahid Imran CVDhia Hadj SassiNo ratings yet
- Progress Report 1Document3 pagesProgress Report 1api-302815786No ratings yet
- Why File A Ucc1Document10 pagesWhy File A Ucc1kbarn389100% (4)
- Elastomeric Impression MaterialsDocument6 pagesElastomeric Impression MaterialsMarlene CasayuranNo ratings yet
- Planning EngineerDocument1 pagePlanning EngineerChijioke ObiNo ratings yet
- OVDT Vs CRT - GeneralDocument24 pagesOVDT Vs CRT - Generaljaiqc100% (1)
- Unit 1 - Lecture 3Document16 pagesUnit 1 - Lecture 3Abhay kushwahaNo ratings yet
- Lesson: The Averys Have Been Living in New York Since The Late NinetiesDocument1 pageLesson: The Averys Have Been Living in New York Since The Late NinetiesLinea SKDNo ratings yet
- Power Control 3G CDMADocument18 pagesPower Control 3G CDMAmanproxNo ratings yet
- DxDiag Copy MSIDocument45 pagesDxDiag Copy MSITạ Anh TuấnNo ratings yet
- Activity Evaluation Form: "Where Children Come First"Document1 pageActivity Evaluation Form: "Where Children Come First"TuTitNo ratings yet
- Lect.1-Investments Background & IssuesDocument44 pagesLect.1-Investments Background & IssuesAbu BakarNo ratings yet
- Toxemias of PregnancyDocument3 pagesToxemias of PregnancyJennelyn LumbreNo ratings yet
- Will Smith BiographyDocument11 pagesWill Smith Biographyjhonatan100% (1)
- N50-200H-CC Operation and Maintenance Manual 961220 Bytes 01Document94 pagesN50-200H-CC Operation and Maintenance Manual 961220 Bytes 01ANDRESNo ratings yet
- Packet Unit 3 - Atomic Structure-Answers ChemistryDocument11 pagesPacket Unit 3 - Atomic Structure-Answers ChemistryMario J. KafatiNo ratings yet
- Mule 4 Error Handling DemystifiedDocument8 pagesMule 4 Error Handling DemystifiedNicolas boulangerNo ratings yet