You might also like
- Continuous Improvement History and EvolutionDocument11 pagesContinuous Improvement History and EvolutionAlex MucheruNo ratings yet
- Lean Kaizen: A Simplified Approach to Process ImprovementsFrom EverandLean Kaizen: A Simplified Approach to Process ImprovementsNo ratings yet
- ACEe Continuous Improvement Methodology at Aerospace CompanyDocument19 pagesACEe Continuous Improvement Methodology at Aerospace Companychrysobergi100% (1)
- History (Evolution) of Quality Control: Contributors in The Improvement of Concept of QUALITYDocument4 pagesHistory (Evolution) of Quality Control: Contributors in The Improvement of Concept of QUALITYDrMohamed MansourNo ratings yet
- Shewhart Cycle: SpecificationDocument5 pagesShewhart Cycle: SpecificationManasa Reddy BillaNo ratings yet
- The Role of Total Quality Control T QC in The TechnicalDocument11 pagesThe Role of Total Quality Control T QC in The TechnicalErhan BeylihanNo ratings yet
- Quality Management: From Wikipedia, The Free EncyclopediaDocument5 pagesQuality Management: From Wikipedia, The Free EncyclopedianidskhuranaNo ratings yet
- Comparative Characteristics of TQM and ReengineeringDocument5 pagesComparative Characteristics of TQM and ReengineeringMilan KolarevicNo ratings yet
- Lean Production Literature ReviewDocument8 pagesLean Production Literature Reviewafdtwtdsa100% (1)
- Singh Continual Improvement 2017Document46 pagesSingh Continual Improvement 2017ruhaina malikNo ratings yet
- CMA Projet Report Group5Document14 pagesCMA Projet Report Group5anon_218438845No ratings yet
- Quality Management: Quality Management Can Be Considered To Have Three Main ComponentsDocument5 pagesQuality Management: Quality Management Can Be Considered To Have Three Main Componentstruefriend751No ratings yet
- TQM Chapter 2Document5 pagesTQM Chapter 2Khel PinedaNo ratings yet
- Comparative Characteristics of TQM and ReengineeringDocument5 pagesComparative Characteristics of TQM and ReengineeringAndrei SerbanNo ratings yet
- Deming, Juran and Crosby: Fathers of Modern Quality ManagementDocument24 pagesDeming, Juran and Crosby: Fathers of Modern Quality ManagementJefferson MañaleNo ratings yet
- Project Report On Lean Management Applied by NikeDocument14 pagesProject Report On Lean Management Applied by NikeAna Becerra AvilesNo ratings yet
- Kaizen Philosophy A Review of LiteratureDocument23 pagesKaizen Philosophy A Review of LiteratureHavanur KeserNo ratings yet
- Quality management principles for continual improvementDocument11 pagesQuality management principles for continual improvementEunice Wandia MuemaNo ratings yet
- Continuous ImprovementDocument25 pagesContinuous ImprovementAndré Brito100% (2)
- Continuous Improvement Approach - State-Of-Art Review and Future ImplicationsDocument24 pagesContinuous Improvement Approach - State-Of-Art Review and Future Implicationsnouamane beghitiNo ratings yet
- Kaizen - The Many Ways For Getting BetterDocument6 pagesKaizen - The Many Ways For Getting Betterfahrie_manNo ratings yet
- Quality ManagementDocument5 pagesQuality ManagementG.C.ReddyNo ratings yet
- HAM Assignment 3 FinallyDocument11 pagesHAM Assignment 3 FinallySasquarch VeinNo ratings yet
- 16bme0920 VL2019201001233 DaDocument9 pages16bme0920 VL2019201001233 Dashiv wadhwaNo ratings yet
- Handbook On Productivity 2015 PDFDocument30 pagesHandbook On Productivity 2015 PDFHélio René Lopes da RochaNo ratings yet
- Lean principles in shipbuildingDocument5 pagesLean principles in shipbuildingdavid kariukiNo ratings yet
- Kaizen Philosophy, A Review of LiteratureDocument23 pagesKaizen Philosophy, A Review of LiteratureReaderNo ratings yet
- Innovation ManagementDocument19 pagesInnovation ManagementAhammed Salam100% (1)
- Strategic Quality LO2Document60 pagesStrategic Quality LO2Paradise 2026No ratings yet
- Midterm Activity in OptqmDocument6 pagesMidterm Activity in OptqmMyrna AlcantaraNo ratings yet
- Byekora Endever Qa Assignment.Document6 pagesByekora Endever Qa Assignment.byekora barnabusNo ratings yet
- Enabling ContinuousDocument9 pagesEnabling ContinuousFabián Henríquez CarocaNo ratings yet
- Quality Management: From Wikipedia, The Free EncyclopediaDocument11 pagesQuality Management: From Wikipedia, The Free EncyclopediaViraj WadkarNo ratings yet
- Benchmarking key practices driving successful innovationDocument11 pagesBenchmarking key practices driving successful innovationM. Wasif ChauhdaryNo ratings yet
- Nyengera AssignmentDocument10 pagesNyengera AssignmenttawandaNo ratings yet
- Thesis On Lean ManufacturingpdfDocument4 pagesThesis On Lean ManufacturingpdfWhoCanWriteMyPaperForMeUK100% (2)
- Continual Improvement ProcessDocument16 pagesContinual Improvement ProcessDayar e GairNo ratings yet
- A Study of Lean Manufacturing Practice With Reference To Indian ManufacturingDocument11 pagesA Study of Lean Manufacturing Practice With Reference To Indian ManufacturingRahul Ramesh PareraoNo ratings yet
- Dan David Cruz AtrajeDocument13 pagesDan David Cruz Atrajedave_00No ratings yet
- 11 Quality Management - FDocument15 pages11 Quality Management - FdumNo ratings yet
- What Is TQMDocument2 pagesWhat Is TQMDiane VillarmaNo ratings yet
- Quality Gurus and Their ContributionDocument17 pagesQuality Gurus and Their ContributionFayis FYSNo ratings yet
- Continuous Improvement Capability: Assessment Within One Case Study OrganisationDocument14 pagesContinuous Improvement Capability: Assessment Within One Case Study OrganisationMarco JagerNo ratings yet
- Kaizen - WikipediaDocument5 pagesKaizen - WikipediaRegis MontgomeryNo ratings yet
- Lean ManagementDocument10 pagesLean ManagementSaurav khanNo ratings yet
- Chapter 20Document41 pagesChapter 20Ravish ChandrsNo ratings yet
- Lean Manufacturing Literature Review and Research IssuesDocument5 pagesLean Manufacturing Literature Review and Research IssueseyewhyvkgNo ratings yet
- Global Operations Ass.1Document19 pagesGlobal Operations Ass.1angela kangwaNo ratings yet
- Quality Pioneers and Their ContributionsDocument8 pagesQuality Pioneers and Their ContributionsAnnh HàoNo ratings yet
- MADUGODocument8 pagesMADUGOChloie Joyce G. CruzNo ratings yet
- Productivity Improvement Methodologies ComparedDocument9 pagesProductivity Improvement Methodologies ComparedNerissa ArvianaNo ratings yet
- 2022-Analyzing The Implementation of Lean Methodologies and Practices in The Portuguese Industry A Survey, PintoDocument25 pages2022-Analyzing The Implementation of Lean Methodologies and Practices in The Portuguese Industry A Survey, PintoPaolo CANo ratings yet
- The Adoption of Continuous Improvement and Innovation Strategies in Australian Manufacturing FirmsDocument12 pagesThe Adoption of Continuous Improvement and Innovation Strategies in Australian Manufacturing Firmsapi-3851548No ratings yet
- Kaizen PaperDocument11 pagesKaizen PaperVenoim100% (1)
- APO - 2022 - Managing Innovation During The PandemicDocument41 pagesAPO - 2022 - Managing Innovation During The PandemicSASI KUMAR SUNDARA RAJANNo ratings yet
- Quality Control and Continuous ImprovementDocument14 pagesQuality Control and Continuous ImprovementGarmentLearnerNo ratings yet
- Continual Improvement Process-1Document3 pagesContinual Improvement Process-1Harrison NchoeNo ratings yet
- Applying Lean Concepts to Improve R&D EfficiencyDocument15 pagesApplying Lean Concepts to Improve R&D EfficiencyGabriella AmorimNo ratings yet
- Bed HospitalDocument1 pageBed HospitalIvan SujanaNo ratings yet
- 07Document16 pages07Ahmed YahyaouiNo ratings yet
- Sido Makmur Sentosa Agroindustry, Bedali Village, Lawang District, Malang Regency)Document11 pagesSido Makmur Sentosa Agroindustry, Bedali Village, Lawang District, Malang Regency)Destiya RospianiNo ratings yet
- Water, Wastewater & Reuse: Joni Ashton, WWTO Ak-Chin Indian Community Environmental Protection Dept./Public WorksDocument16 pagesWater, Wastewater & Reuse: Joni Ashton, WWTO Ak-Chin Indian Community Environmental Protection Dept./Public WorksIvan SujanaNo ratings yet
- 06Document11 pages06Ivan SujanaNo ratings yet
- Continuous-Improvement Strategies in Higher Education: A Progress ReportDocument12 pagesContinuous-Improvement Strategies in Higher Education: A Progress ReportIvan SujanaNo ratings yet
- Embracing Contemporary Project Management As A Competitive Advantage For Control Systems Vendors in The Process IndustryDocument11 pagesEmbracing Contemporary Project Management As A Competitive Advantage For Control Systems Vendors in The Process IndustryIvan SujanaNo ratings yet
- FAE22 2dDocument15 pagesFAE22 2dIvan SujanaNo ratings yet
- Embracing Contemporary Project Management As A Competitive Advantage For Control Systems Vendors in The Process IndustryDocument11 pagesEmbracing Contemporary Project Management As A Competitive Advantage For Control Systems Vendors in The Process IndustryIvan SujanaNo ratings yet
- Next Generation Factory Layouts Research ChallenDocument35 pagesNext Generation Factory Layouts Research ChallenprofakashNo ratings yet
- PMI Europe2001PgMDocument8 pagesPMI Europe2001PgMIvan SujanaNo ratings yet
- Yasin FadhiilahDocument10 pagesYasin FadhiilahIvan SujanaNo ratings yet
- 307 Sanjoy Kumar PaulDocument6 pages307 Sanjoy Kumar PaulIvan SujanaNo ratings yet
- DesignDocument3 pagesDesignkotes2007No ratings yet
- Satuan Acara Pengajaran Manajemen TeknologiDocument5 pagesSatuan Acara Pengajaran Manajemen TeknologiIvan SujanaNo ratings yet
- Three Day Workshop Management 18-20 AgustusDocument3 pagesThree Day Workshop Management 18-20 AgustusIvan SujanaNo ratings yet
- RC Car March 2006 BajaDocument10 pagesRC Car March 2006 BajaIvan SujanaNo ratings yet
- #31939524-39118786 policyTICID4000036961Document1 page#31939524-39118786 policyTICID4000036961Ivan SujanaNo ratings yet
- Agent-Based Engineering Drawing Analysis PDFDocument6 pagesAgent-Based Engineering Drawing Analysis PDFIvan SujanaNo ratings yet
- Three Day Workshop Management 18-20 AgustusDocument3 pagesThree Day Workshop Management 18-20 AgustusIvan SujanaNo ratings yet
- Mostafa2020.pdf Autism and ArchitectureDocument22 pagesMostafa2020.pdf Autism and ArchitecturePrakruthi PrashanthNo ratings yet
- WHERE ARE YOU FROMDocument2 pagesWHERE ARE YOU FROMCamille Nagel0% (1)
- Episode 1: The School As A Learning Resource CenterDocument6 pagesEpisode 1: The School As A Learning Resource CenterJonel BarrugaNo ratings yet
- Discussion Text Homework Should Be BannedDocument5 pagesDiscussion Text Homework Should Be Bannedcjcqeknp100% (1)
- Classroom Language WorksheetDocument3 pagesClassroom Language Worksheetduvan92100% (2)
- A Reaction Paper On Russell's Is Happiness Still PossibleDocument4 pagesA Reaction Paper On Russell's Is Happiness Still PossibleElizier 'Barlee' B. LazoNo ratings yet
- Science 10 9.4 The Lens EquationDocument31 pagesScience 10 9.4 The Lens Equationjeane san cel arciagaNo ratings yet
- INRSF: A Brief History of Ilocos Norte's Regional School of FisheriesDocument2 pagesINRSF: A Brief History of Ilocos Norte's Regional School of FisheriesjhcidsfiyalodiSHGDLAIKHSNo ratings yet
- Seminar ReportDocument42 pagesSeminar Reportsammuel john100% (1)
- Work Immersion Ppt MoaDocument12 pagesWork Immersion Ppt MoaWillow ItchiroNo ratings yet
- 495 TextDocument315 pages495 TextSaiful LahidjunNo ratings yet
- Significant Cases in Special Ed PDFDocument641 pagesSignificant Cases in Special Ed PDFJohn CantrellNo ratings yet
- Gupta 11Document34 pagesGupta 11Farhan AhmedNo ratings yet
- IMM5920EDocument7 pagesIMM5920EТа НаNo ratings yet
- HBET1303Document216 pagesHBET1303Tce ShikinNo ratings yet
- Outlining Academic Texts and Reading StrategiesDocument17 pagesOutlining Academic Texts and Reading Strategiesjohanna patayecNo ratings yet
- Secret Path Lesson PlanDocument3 pagesSecret Path Lesson Planapi-394112616100% (1)
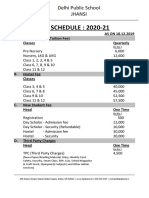
- Fee Shedule 2020-21 Final DiosDocument2 pagesFee Shedule 2020-21 Final Diosapi-210356903No ratings yet
- Nursing Physical AssessmentDocument5 pagesNursing Physical AssessmentApril Louise PaluganNo ratings yet
- Certification Gramarrian MalmaDocument3 pagesCertification Gramarrian MalmaSteffi GraceNo ratings yet
- Health Safety Environment Engineer - Murata - LinkedInDocument1 pageHealth Safety Environment Engineer - Murata - LinkedInudbarryNo ratings yet
- Hmel 5043Document12 pagesHmel 5043Sekolah Kebangsaan Jimah PDNo ratings yet
- Essay - The Federal Emergency Relief Administration (FERA) 1933Document7 pagesEssay - The Federal Emergency Relief Administration (FERA) 1933SteveManningNo ratings yet
- References For RationaleDocument2 pagesReferences For Rationaleapi-545815812No ratings yet
- AssignmentDocument3 pagesAssignmentNeha Singhal50% (2)
- University of Jordan Chemical Engineering Mass Transfer Course SyllabusDocument5 pagesUniversity of Jordan Chemical Engineering Mass Transfer Course SyllabusMohammed SaifNo ratings yet
- Anchoring Effect in Making DecisionDocument11 pagesAnchoring Effect in Making DecisionSembilan Puluh DuaNo ratings yet
- Child and Adolescent DevelopmentDocument5 pagesChild and Adolescent Developmentandrew gauranaNo ratings yet
- Sci GDocument12 pagesSci GEvans KipyegoNo ratings yet
- Avoid the 10 biggest mistakes in process modelingDocument9 pagesAvoid the 10 biggest mistakes in process modelingOrlando Marino Taboada OvejeroNo ratings yet
- $100M Leads: How to Get Strangers to Want to Buy Your StuffFrom Everand$100M Leads: How to Get Strangers to Want to Buy Your StuffRating: 5 out of 5 stars5/5 (11)
- $100M Offers: How to Make Offers So Good People Feel Stupid Saying NoFrom Everand$100M Offers: How to Make Offers So Good People Feel Stupid Saying NoRating: 5 out of 5 stars5/5 (20)
- Surrounded by Idiots: The Four Types of Human Behavior and How to Effectively Communicate with Each in Business (and in Life) (The Surrounded by Idiots Series) by Thomas Erikson: Key Takeaways, Summary & AnalysisFrom EverandSurrounded by Idiots: The Four Types of Human Behavior and How to Effectively Communicate with Each in Business (and in Life) (The Surrounded by Idiots Series) by Thomas Erikson: Key Takeaways, Summary & AnalysisRating: 4.5 out of 5 stars4.5/5 (2)
- The Millionaire Fastlane, 10th Anniversary Edition: Crack the Code to Wealth and Live Rich for a LifetimeFrom EverandThe Millionaire Fastlane, 10th Anniversary Edition: Crack the Code to Wealth and Live Rich for a LifetimeRating: 4.5 out of 5 stars4.5/5 (85)
- Broken Money: Why Our Financial System Is Failing Us and How We Can Make It BetterFrom EverandBroken Money: Why Our Financial System Is Failing Us and How We Can Make It BetterRating: 5 out of 5 stars5/5 (1)
- The First Minute: How to start conversations that get resultsFrom EverandThe First Minute: How to start conversations that get resultsRating: 4.5 out of 5 stars4.5/5 (55)
- The Coaching Habit: Say Less, Ask More & Change the Way You Lead ForeverFrom EverandThe Coaching Habit: Say Less, Ask More & Change the Way You Lead ForeverRating: 4.5 out of 5 stars4.5/5 (186)
- 12 Months to $1 Million: How to Pick a Winning Product, Build a Real Business, and Become a Seven-Figure EntrepreneurFrom Everand12 Months to $1 Million: How to Pick a Winning Product, Build a Real Business, and Become a Seven-Figure EntrepreneurRating: 4 out of 5 stars4/5 (2)
- How to Talk to Anyone at Work: 72 Little Tricks for Big Success Communicating on the JobFrom EverandHow to Talk to Anyone at Work: 72 Little Tricks for Big Success Communicating on the JobRating: 4.5 out of 5 stars4.5/5 (36)
- Get to the Point!: Sharpen Your Message and Make Your Words MatterFrom EverandGet to the Point!: Sharpen Your Message and Make Your Words MatterRating: 4.5 out of 5 stars4.5/5 (280)
- Think Faster, Talk Smarter: How to Speak Successfully When You're Put on the SpotFrom EverandThink Faster, Talk Smarter: How to Speak Successfully When You're Put on the SpotRating: 5 out of 5 stars5/5 (1)
- Think and Grow Rich (1937 Edition): The Original 1937 Unedited EditionFrom EverandThink and Grow Rich (1937 Edition): The Original 1937 Unedited EditionRating: 5 out of 5 stars5/5 (77)