You might also like
- Tabla de Aplicacion Compresores y Unidades CondensadorasDocument4 pagesTabla de Aplicacion Compresores y Unidades CondensadorasDemian Dominguez89% (9)
- Libro de Fractura de MaterialesDocument31 pagesLibro de Fractura de MaterialesFEr HErNo ratings yet
- Embraco TablaDocument34 pagesEmbraco TablaGranja La Pradera82% (33)
- Compresores PDFDocument4 pagesCompresores PDFeduinggv1829No ratings yet
- Curso Refigeracion DomiciliariaDocument75 pagesCurso Refigeracion DomiciliariaJuand Gutierrez FloresNo ratings yet
- C 100 ProbabilidadDocument9 pagesC 100 ProbabilidadYuli M. DiazNo ratings yet
- Reductor de Tornillo Sin Fin Con CoronaDocument7 pagesReductor de Tornillo Sin Fin Con CoronaJuan CordovaNo ratings yet
- Cortes Proyecciones y RuturasDocument17 pagesCortes Proyecciones y RuturasAndres CamachoNo ratings yet
- Manual de Rodamientos SKFDocument333 pagesManual de Rodamientos SKFalfnohayproblem100% (1)
- Guia de Elaboracion de Un Informe TecnicoDocument18 pagesGuia de Elaboracion de Un Informe TecnicoVictorAndresCabreraMelgarNo ratings yet
- Cortes Proyecciones y RuturasDocument17 pagesCortes Proyecciones y RuturasAndres CamachoNo ratings yet
- Capitulo 4Document19 pagesCapitulo 4Rodolfo AriasNo ratings yet
- Capitulo 2Document29 pagesCapitulo 2Rodolfo AriasNo ratings yet
- Distrib NormalDocument19 pagesDistrib NormalRodrigo Cortés CastilloNo ratings yet
- Arbol de NeemDocument31 pagesArbol de NeemRosmel Chacon100% (1)
- 1.1.1 Haberes Imponibles y No ImponiblesDocument69 pages1.1.1 Haberes Imponibles y No ImponiblesLuis Felipe Castagnoli AhumadaNo ratings yet
- Clase Neumatica Usabana V1 PDFDocument98 pagesClase Neumatica Usabana V1 PDFNelson Enrique Barreiro GutierrezNo ratings yet
- Reglamento CampeonatoDocument14 pagesReglamento CampeonatoEmilioGastónNo ratings yet
- Silabo de Documentacion Comercial y ContableDocument6 pagesSilabo de Documentacion Comercial y ContableAbelCastañedaNo ratings yet
- Trabajo Final de La Cadena de SuministroDocument12 pagesTrabajo Final de La Cadena de SuministroAnder CaballeroNo ratings yet
- Lista de Normas NFPA Relacionadas Con Detección y Extinción de IncendioDocument16 pagesLista de Normas NFPA Relacionadas Con Detección y Extinción de IncendioFausto RomeroNo ratings yet
- Barlovento. de Los Orígenes A La IndependenciaDocument42 pagesBarlovento. de Los Orígenes A La IndependenciaMiguel ZavalaNo ratings yet
- Ejercicios de Aproximación y Estimación de Errores EjemplosDocument10 pagesEjercicios de Aproximación y Estimación de Errores EjemplosANAHI ALCAZARNo ratings yet
- Metodos Cuantitativos FinalDocument80 pagesMetodos Cuantitativos FinalMiguel Angel Oncoy ValverdeNo ratings yet
- Tercera OpiniónDocument14 pagesTercera OpiniónEmeterio RivasNo ratings yet
- Bases de WarbotsDocument10 pagesBases de WarbotsOnofre Enriquez Fercito LeitoNo ratings yet
- RFC RomaDocument3 pagesRFC RomaEsteban GarcíaNo ratings yet
- La Tercerización Laboral.Document5 pagesLa Tercerización Laboral.Diego Ruiz ArandaNo ratings yet
- Herramientas de MoodleDocument10 pagesHerramientas de MoodleBeti NoceloNo ratings yet
- Observaciones ARLDocument13 pagesObservaciones ARLMaryChaparroNo ratings yet
- Análisis de Las Dimensiones ContextualesDocument4 pagesAnálisis de Las Dimensiones ContextualesCesar Jesus Arroyo OscateNo ratings yet
- Diferencia Entre Scada y HmiDocument1 pageDiferencia Entre Scada y HmiEduardo Vega ChavezNo ratings yet
- Marketing de Servicios Proyecto FinalDocument20 pagesMarketing de Servicios Proyecto FinalDani MontañoNo ratings yet
- Ejercicios Selectividad Mates CcssDocument19 pagesEjercicios Selectividad Mates CcssRUBENNo ratings yet
- Funcion Sales 4º.odtDocument3 pagesFuncion Sales 4º.odtJean Huillca CondeñaNo ratings yet
- Opinión 050-2021 - HUGO LEONARDO SARRIA ARANA - Conformidad y Penalidades PDFDocument5 pagesOpinión 050-2021 - HUGO LEONARDO SARRIA ARANA - Conformidad y Penalidades PDFPeTer Apaza TurpoNo ratings yet
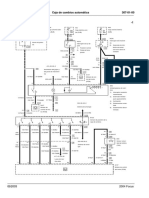
- (FORD) Diagrama de Cableado-TransmisionDocument2 pages(FORD) Diagrama de Cableado-TransmisionMaxisys Autel100% (1)
- 1Document2 pages1Clever Smith ChavezNo ratings yet
- WWW Yoquieroaprobar EsDocument7 pagesWWW Yoquieroaprobar EsAlicia gbNo ratings yet
- Practica 4 ED - ModDocument4 pagesPractica 4 ED - ModGus Rodriguez AruquipaNo ratings yet
- Practica5 Electricidad y MagnetismoDocument8 pagesPractica5 Electricidad y MagnetismoSofiaNo ratings yet
- Lista MaestraDocument6 pagesLista MaestraMarcoAntonioSihuacolloCanazaNo ratings yet
- 10 Semana REPORTE DE MANTENIMIENTODocument6 pages10 Semana REPORTE DE MANTENIMIENTOAlexander Marcos ChacaliazaNo ratings yet
- Clases Semanas 6 J7 J8 J9 Der Internal Publico y Privado 2023 - 20Document11 pagesClases Semanas 6 J7 J8 J9 Der Internal Publico y Privado 2023 - 20Valeria BuitragoNo ratings yet