You might also like
- Angle Type Blowdown ValveDocument7 pagesAngle Type Blowdown ValverikumohanNo ratings yet
- PEXTO Foot Shear InstructionsDocument10 pagesPEXTO Foot Shear Instructionsrubens072No ratings yet
- 4L80E Rebuild TipsDocument5 pages4L80E Rebuild TipsSjoling8211No ratings yet
- BearingDocument11 pagesBearingThanh Luan NguyenNo ratings yet
- Adjust Horizontal Bandsaw Blade & Guide for Accurate CutsDocument16 pagesAdjust Horizontal Bandsaw Blade & Guide for Accurate CutsKelvin TyhNo ratings yet
- Bulletin #D12EDocument3 pagesBulletin #D12EPanos PanosNo ratings yet
- Online HDM690Document20 pagesOnline HDM690Kyle SchwulstNo ratings yet
- Butterfly Valve Maintenance ManualDocument14 pagesButterfly Valve Maintenance Manualtiago_mozartNo ratings yet
- Roatary Actuators - Micromatic Repair Manual - SS-0.2A & SS-0.5ADocument7 pagesRoatary Actuators - Micromatic Repair Manual - SS-0.2A & SS-0.5AtungNo ratings yet
- How To Mount and Operate Buck Adjust-Tru ChuckDocument4 pagesHow To Mount and Operate Buck Adjust-Tru ChuckStronghold ArmoryNo ratings yet
- 9902 VwballjointandlinkpinfrontadjustersDocument4 pages9902 VwballjointandlinkpinfrontadjustersJuan SorleyNo ratings yet
- Service Library Culata Wrangler 3.6Document7 pagesService Library Culata Wrangler 3.6Andres RodriguezNo ratings yet
- Instructions for installing and maintaining propeller shaft bearingsDocument4 pagesInstructions for installing and maintaining propeller shaft bearingsrpichoNo ratings yet
- ELME 817 Manual PDFDocument20 pagesELME 817 Manual PDFniko67% (3)
- 1 Thru 6in E Series Globe Valves ED ET PDFDocument16 pages1 Thru 6in E Series Globe Valves ED ET PDFakhileshkuniyilNo ratings yet
- 2 Piece Threaded Steel Ball Valves Installation, Operation, & Maintenance GuideDocument2 pages2 Piece Threaded Steel Ball Valves Installation, Operation, & Maintenance GuideLucianNo ratings yet
- Casing Packer Setting Tool (SLB)Document12 pagesCasing Packer Setting Tool (SLB)Alexander KlmNo ratings yet
- Farris Valve ManualDocument11 pagesFarris Valve ManualsumsolcaggNo ratings yet
- 12-Mounting, Starting Up and Operating InstructionDocument19 pages12-Mounting, Starting Up and Operating InstructionGrisha Mari KosoyanNo ratings yet
- Runner Dismantling InstallationDocument7 pagesRunner Dismantling InstallationReynaldo PesqueraNo ratings yet
- 2008 7 8Document8 pages2008 7 8Peps Ren100% (2)
- Char-Lynn: Series 10 Steering Control Units 001 Disassembly/ReassemblyDocument9 pagesChar-Lynn: Series 10 Steering Control Units 001 Disassembly/ReassemblyIslam ShoukryNo ratings yet
- Adjusting valves and checking double rocker arms in D12D enginesDocument6 pagesAdjusting valves and checking double rocker arms in D12D enginesRicardo CostaNo ratings yet
- Magic BowDocument13 pagesMagic BowSteve Dowell80% (5)
- Repair Procedure HS14 - S7.4x2.5 - 26-10-7632Document9 pagesRepair Procedure HS14 - S7.4x2.5 - 26-10-7632Cesar Camones100% (1)
- File 94catalogo SumitomoDocument28 pagesFile 94catalogo SumitomoJaime Arreola100% (1)
- Replace Rocker Arm Cover Gasket - ctm415 - Service ADVISOR™Document5 pagesReplace Rocker Arm Cover Gasket - ctm415 - Service ADVISOR™Fernando Aguilar100% (1)
- Llave de Varillas de BombeoDocument28 pagesLlave de Varillas de BombeoGianna Frola100% (1)
- 5310 2Document11 pages5310 2CTN2010No ratings yet
- Ball Injector O&m InstructionDocument12 pagesBall Injector O&m InstructionArgonauta_navegadorNo ratings yet
- IOM Actuator AutomaxSupernovaDocument4 pagesIOM Actuator AutomaxSupernovaNaser JahangiriNo ratings yet
- d10021 PDFDocument16 pagesd10021 PDFfarra0216No ratings yet
- Volvo d12d TimingDocument9 pagesVolvo d12d Timingali100% (1)
- Connecting Rod MaintenanceDocument3 pagesConnecting Rod MaintenanceDIEGO YECID MILLAN MENDOZANo ratings yet
- Metal Matic P 200 ManualDocument13 pagesMetal Matic P 200 ManualRon BoeserNo ratings yet
- Unidad Rotacion Serie l30Document22 pagesUnidad Rotacion Serie l30Raphael Ruiz RamosNo ratings yet
- Caja Reductora de EngranajeDocument32 pagesCaja Reductora de EngranajeJesùs AmèsquitaNo ratings yet
- Colchester Dominion Lathe-ManualDocument35 pagesColchester Dominion Lathe-ManualTony FitzgeraldNo ratings yet
- Owners Manual for The Transcriptor Skeleton TurntableDocument20 pagesOwners Manual for The Transcriptor Skeleton TurntableMatt RichmondNo ratings yet
- GR - WRDSP - Tech LiteratureDocument7 pagesGR - WRDSP - Tech LiteratureDigger Downhole ToolsNo ratings yet
- Volvo d12 Workshop Manual Less Specifications AbbyDocument709 pagesVolvo d12 Workshop Manual Less Specifications Abbykoaa8597% (60)
- 102 112 Disc Brake Adjustments - OBS 102 075 Monitor E 128Document11 pages102 112 Disc Brake Adjustments - OBS 102 075 Monitor E 128Tomas Enrique Ramirez GomezNo ratings yet
- Installation - Service Instructions: Front Brake KitsDocument2 pagesInstallation - Service Instructions: Front Brake KitsCokhiducminh VinhphucNo ratings yet
- Manual and Pneumatic Tailstocks User Manual B-159ADocument12 pagesManual and Pneumatic Tailstocks User Manual B-159AkedirabduriNo ratings yet
- Assembly Compression AirDocument3 pagesAssembly Compression Airaqshal candraNo ratings yet
- Connecting Rod ReplacementDocument11 pagesConnecting Rod Replacementfjafarvand100% (1)
- Actuator - 655R IOMDocument14 pagesActuator - 655R IOMvkeie0206No ratings yet
- Instructions For The Use of Fixture Group - Parts ReusabilityDocument7 pagesInstructions For The Use of Fixture Group - Parts ReusabilityRASOUL KHADIBINo ratings yet
- Manual SSW10Document31 pagesManual SSW10Victor RodriguezNo ratings yet
- TM1100 DM CDTM InstrucDocument12 pagesTM1100 DM CDTM InstrucJuan Carlos LibrerosNo ratings yet
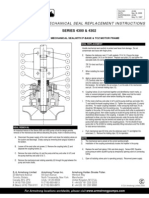
- Mechanical Seal Replacement InstructionsDocument1 pageMechanical Seal Replacement InstructionsGiorgio FerNo ratings yet
- Valve Adjustment 2001 Honda CivicDocument34 pagesValve Adjustment 2001 Honda Civicjohn macsterNo ratings yet
- Remove & Install Bucket CylinderDocument8 pagesRemove & Install Bucket CylinderchanlinNo ratings yet
- Camshaft Installation Instructions: Intermediate Shaft Notes: ALL ALLDocument12 pagesCamshaft Installation Instructions: Intermediate Shaft Notes: ALL ALLGabriel ChiavettoNo ratings yet
- Ms Clamshell Operating ManualDocument28 pagesMs Clamshell Operating ManualEhsan50% (2)
- ENCO Automatic Boring and Facing HeadDocument2 pagesENCO Automatic Boring and Facing Headbill100% (1)
- Jeep Truck Liberty 2004 2WD L4-2.4L: Timing Belt ChangeDocument15 pagesJeep Truck Liberty 2004 2WD L4-2.4L: Timing Belt ChangeJuan vaizNo ratings yet
- Lipe Clutch Installation Service ManualDocument35 pagesLipe Clutch Installation Service ManualCostel Antonie100% (3)
- Plymouth and Chrysler-built cars Complete Owner's Handbook of Repair and MaintenanceFrom EverandPlymouth and Chrysler-built cars Complete Owner's Handbook of Repair and MaintenanceNo ratings yet
- The Book of the Singer Junior - Written by an Owner-Driver for Owners and Prospective Owners of the Car - Including the 1931 SupplementFrom EverandThe Book of the Singer Junior - Written by an Owner-Driver for Owners and Prospective Owners of the Car - Including the 1931 SupplementNo ratings yet
- 2FB4 PCDocument55 pages2FB4 PClingeshsaikumar030No ratings yet
- Workshop Manual Newage 85m2 GearboxesDocument15 pagesWorkshop Manual Newage 85m2 Gearboxesdjordjes123No ratings yet
- Despiece QuadDocument63 pagesDespiece QuadRaul Soteras EstebanNo ratings yet
- Service Manual: Manitowoc Cranes, IncDocument402 pagesService Manual: Manitowoc Cranes, IncReza SalimiNo ratings yet
- 140 HDocument31 pages140 HAlex Castillo100% (2)
- Service Manual for Dolmar Chainsaws 109-115iDocument19 pagesService Manual for Dolmar Chainsaws 109-115ikouvep100% (2)
- Torque ConverterDocument6 pagesTorque Convertershafqat12345678No ratings yet
- ClutchesDocument60 pagesClutchesRoopesh BhatNo ratings yet
- Alpha Beta Transaxle Components, Power Flow & ComparisonDocument16 pagesAlpha Beta Transaxle Components, Power Flow & ComparisonyogapostNo ratings yet
- ZF6HP19-26-32 G1 With 053-SepPlateDocument1 pageZF6HP19-26-32 G1 With 053-SepPlatenorrqvarn-nedreNo ratings yet
- CAT Dump 777EDocument4 pagesCAT Dump 777Edunglx100% (3)
- RWD 4 Speed: Input ShaftDocument6 pagesRWD 4 Speed: Input Shaftmarran almarranyNo ratings yet
- Dynaspede Brake Specs PDFDocument33 pagesDynaspede Brake Specs PDFsushil pathak100% (3)
- Spicer Automatic Slack Adjuster PDFDocument16 pagesSpicer Automatic Slack Adjuster PDFJorge Castillo HdzNo ratings yet
- 01 - Introduction To Vehicles Components and Sub-Systems (Fraser)Document86 pages01 - Introduction To Vehicles Components and Sub-Systems (Fraser)Murali Krishna100% (1)
- Power Transmission System of Tractor - ClutchDocument30 pagesPower Transmission System of Tractor - ClutchHussein Nashaat SabahNo ratings yet
- Lq590 Parts ListDocument6 pagesLq590 Parts ListNorvi Perez YacilaNo ratings yet
- Electrical Application and Installation Guide For Petroleum TransmissionsDocument131 pagesElectrical Application and Installation Guide For Petroleum Transmissionsharikrishnanpd3327100% (2)
- Transmissions (Transmission and Drivetrain) - ALLDATA RepairDocument3 pagesTransmissions (Transmission and Drivetrain) - ALLDATA RepairRonald FerminNo ratings yet
- On Coupling, Clutches, BrakesDocument23 pagesOn Coupling, Clutches, BrakesSubhajyoti GangulyNo ratings yet
- Magnum Brochure 175-275 Pto HPDocument24 pagesMagnum Brochure 175-275 Pto HPDenis HernandezNo ratings yet
- Catalogo de Peças JDDocument92 pagesCatalogo de Peças JDDEUSMARNo ratings yet
- SERVOMECH Mechanical Linear Actuators ATL BSA Series Ordering CodeDocument3 pagesSERVOMECH Mechanical Linear Actuators ATL BSA Series Ordering CodenoonesthereNo ratings yet
- Service Manual RD-4300E, RD4320E, RD4220Document72 pagesService Manual RD-4300E, RD4320E, RD4220Afif ZarradNo ratings yet
- D65EX-15 Parts Manual - BD-HDocument273 pagesD65EX-15 Parts Manual - BD-HViktor Rada100% (4)
- MR388LOGAN3Document126 pagesMR388LOGAN3j_reg100% (1)
- 45RFE / 5-45RFE: Ganzeboom Transmission Parts & Torque ConvertersDocument2 pages45RFE / 5-45RFE: Ganzeboom Transmission Parts & Torque ConverterscarlosNo ratings yet
- Service Manual: DONGFENG DFA1063DJ10 (14) - 301/303Document142 pagesService Manual: DONGFENG DFA1063DJ10 (14) - 301/303Yonny ColqueNo ratings yet
- TMTransmissionTE17FF.01en - General ECH FLT - Transmission TE17FFDocument96 pagesTMTransmissionTE17FF.01en - General ECH FLT - Transmission TE17FFNgoc Nguyen100% (1)