You might also like
- Initial Sizing of Fin Plate ConnectionsDocument8 pagesInitial Sizing of Fin Plate ConnectionsBobaru Marius100% (1)
- (Merge) AmpDocument19 pages(Merge) AmpKathirvel KNo ratings yet
- Nanoparticulas para Biorrmediar El SueloDocument14 pagesNanoparticulas para Biorrmediar El SueloSiro CaeNo ratings yet
- Pelloux - Crack Extension by Alternating ShearDocument12 pagesPelloux - Crack Extension by Alternating ShearDavid C HouserNo ratings yet
- Computational Crystal PlasticityDocument260 pagesComputational Crystal PlasticityTejaNo ratings yet
- Contact FatigueDocument6 pagesContact Fatiguemans2014No ratings yet
- About The Correlation Between Crude Oil Corrosiveness and Results From Corrosion Monitoring in An Oil RefineryDocument17 pagesAbout The Correlation Between Crude Oil Corrosiveness and Results From Corrosion Monitoring in An Oil RefineryGustav MolMedNo ratings yet
- U-Shaped Bolts Fracture Failure Analysis: SciencedirectDocument6 pagesU-Shaped Bolts Fracture Failure Analysis: SciencedirectFarshid TabatabaeeNo ratings yet
- 713 PDFDocument6 pages713 PDFAnonymous wTM6YusLYNo ratings yet
- Kunjomana 1991Document5 pagesKunjomana 1991MarcioNo ratings yet
- Solution of Spur Gear Meshing Stiffness and Analysis of Degradation CharacteristicsDocument8 pagesSolution of Spur Gear Meshing Stiffness and Analysis of Degradation CharacteristicsHari KiranNo ratings yet
- 6 Deflection and BucklingDocument13 pages6 Deflection and BucklingJ.p. ZhuNo ratings yet
- Pavelko2016 Article DeterminationOfTheModeIInterlaDocument12 pagesPavelko2016 Article DeterminationOfTheModeIInterlaVenkatesh VarmaNo ratings yet
- EgelyFaces of LENR Part2Document15 pagesEgelyFaces of LENR Part2pierre DufourNo ratings yet
- Glass Panes Acting As Shear Wall: E.M.P. Huveners, F. Van Herwijnen, F. Soetens, and H. HofmeyerDocument26 pagesGlass Panes Acting As Shear Wall: E.M.P. Huveners, F. Van Herwijnen, F. Soetens, and H. Hofmeyer83357796No ratings yet
- Effects of Prep On CreepDocument11 pagesEffects of Prep On CreepFlo RenceNo ratings yet
- Deformacao Plastica2014Document6 pagesDeformacao Plastica2014Kauê CarvalhoNo ratings yet
- Quiz 9 Morphologyof Complex MaterialsDocument3 pagesQuiz 9 Morphologyof Complex Materialssahilahmad7148No ratings yet
- 1 s2.0 0956715194905029 Main PDFDocument13 pages1 s2.0 0956715194905029 Main PDFPeterNo ratings yet
- Aplicacion de Las Proyecciones EstereograficasDocument264 pagesAplicacion de Las Proyecciones EstereograficasIrwing Borja ValdezNo ratings yet
- Simple Shear Model of Twist Extrusion and Its DeviationsDocument11 pagesSimple Shear Model of Twist Extrusion and Its DeviationsЯн БейгельзимерNo ratings yet
- Kennon 1982Document5 pagesKennon 1982Muhammad Falqi YusufNo ratings yet
- FumingationDocument8 pagesFumingationLeslie MasiyandimaNo ratings yet
- Leuven Ceramics Research GroupDocument21 pagesLeuven Ceramics Research GroupBakan HalilNo ratings yet
- 9 Thgrade 3 SetDocument20 pages9 Thgrade 3 SetLoriana AndreiNo ratings yet
- 42 Palmstrom On Characterizing Rockmass StrengthDocument10 pages42 Palmstrom On Characterizing Rockmass StrengthSEDIMNo ratings yet
- Moment-Rotation Characterization of Cold-Formed Steel Beam in Box SectionDocument1 pageMoment-Rotation Characterization of Cold-Formed Steel Beam in Box SectionXavier NietoNo ratings yet
- Chapter 3 2D Simulations 1Document23 pagesChapter 3 2D Simulations 1Tran Van TienNo ratings yet
- The Mechanisms of Formation of W e L D Defects in High-Frequency Electric Resistance W e L D I N GDocument6 pagesThe Mechanisms of Formation of W e L D Defects in High-Frequency Electric Resistance W e L D I N Gilze86No ratings yet
- Moving Into Another Dimension: News & ViewsDocument2 pagesMoving Into Another Dimension: News & ViewsJoseph HoffmanNo ratings yet
- Ikatan Pada Logam Dan AlloyDocument1 pageIkatan Pada Logam Dan AlloyKiki LestariNo ratings yet
- InTech-Evaluating The Integrity of Pressure Pipelines by Fracture MechanicsDocument28 pagesInTech-Evaluating The Integrity of Pressure Pipelines by Fracture MechanicsMAT-LIONNo ratings yet
- Defetcs in CeramicsDocument11 pagesDefetcs in CeramicsRaza AliNo ratings yet
- Nano Coatings ClassDocument41 pagesNano Coatings ClassAshwin Vijaysai100% (1)
- Creep Evolution MicrostructureDocument17 pagesCreep Evolution MicrostructurepresleNo ratings yet
- Influence of The Steel Properties On The Ductility of R.C. StructuresDocument8 pagesInfluence of The Steel Properties On The Ductility of R.C. StructuresTshewang NidupNo ratings yet
- 02chapters3 4Document45 pages02chapters3 4DK White LionNo ratings yet
- Chapter 6Document65 pagesChapter 6蘇翊愷No ratings yet
- Deformation Behaviour of Al-Li BaseDocument7 pagesDeformation Behaviour of Al-Li BaseAvikan OdynsonNo ratings yet
- Kinetic Theory and DiffusionDocument42 pagesKinetic Theory and DiffusionFatema Khatun100% (1)
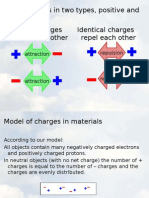
- Charge Comes in Two Types, Positive and Negative Opposite Charges Attract Each Other Identical Charges Repel Each OtherDocument47 pagesCharge Comes in Two Types, Positive and Negative Opposite Charges Attract Each Other Identical Charges Repel Each OtherchrisdamatoNo ratings yet
- Corrosion Science: Yuqian Zheng, Ying WangDocument16 pagesCorrosion Science: Yuqian Zheng, Ying WangKY PengNo ratings yet
- Well Testing Methods For Naturally Fractured Reservoirs: KM KFDocument33 pagesWell Testing Methods For Naturally Fractured Reservoirs: KM KFmisterkoroNo ratings yet
- En Echofield 12mm Akustikpaneele Wand Acoustic Wall Panels 150419-1Document10 pagesEn Echofield 12mm Akustikpaneele Wand Acoustic Wall Panels 150419-1Lavkesh SinghNo ratings yet
- 2010 Mechanisms of Wafer SawingDocument10 pages2010 Mechanisms of Wafer SawingUnggul Teguh PrasetyoNo ratings yet
- Three Stages of Ductile Fracture Process and Criteria of Void Initiation in Spheroidized and Ferrite Pearlite SteelsDocument9 pagesThree Stages of Ductile Fracture Process and Criteria of Void Initiation in Spheroidized and Ferrite Pearlite SteelsSERGIO ESTEBAN REYES HENAONo ratings yet
- Electron Microscopy Investigations of Ferrous MartensitesDocument13 pagesElectron Microscopy Investigations of Ferrous MartensitesLuiz Fernando VieiraNo ratings yet
- Pre and Post Test Forms and Answer KeyDocument6 pagesPre and Post Test Forms and Answer KeyLaura ElenaNo ratings yet
- Ce 7 Sem Estimating and Costing Winter 2016Document4 pagesCe 7 Sem Estimating and Costing Winter 2016Paras HarsheNo ratings yet
- Seybold Report: CertificateDocument1 pageSeybold Report: CertificateAkshaynkNo ratings yet
- Scan 4 Jun 2021Document8 pagesScan 4 Jun 2021Devinderjit KaurNo ratings yet
- Formation and Pattern of Hexagonal Pyramid and Triangular Etch Pits and Relationship To Dislocation in Deformed Nickel Based Super AlloysDocument5 pagesFormation and Pattern of Hexagonal Pyramid and Triangular Etch Pits and Relationship To Dislocation in Deformed Nickel Based Super AlloysIOSRJEN : hard copy, certificates, Call for Papers 2013, publishing of journalNo ratings yet
- Fracture Toughness of Cast Aluminium Alloys: Bulletin of Materials Science March 1982Document8 pagesFracture Toughness of Cast Aluminium Alloys: Bulletin of Materials Science March 1982Aung Khant KyawNo ratings yet
- Soft-Soil and Soft-Soil-Creep Models - DF PDFDocument6 pagesSoft-Soil and Soft-Soil-Creep Models - DF PDFmiquixtli4192No ratings yet
- Role of Stress Triaxiality in Elastoplastic Characterization and Ductile Failure PredictionDocument19 pagesRole of Stress Triaxiality in Elastoplastic Characterization and Ductile Failure PredictionJasmine RaiNo ratings yet
- Engineering Fracture Mechanics 70Document16 pagesEngineering Fracture Mechanics 70prathik sNo ratings yet
- Effect of The Properties of The Constituents On The Fatigue Performance of Composites: A ReviewDocument12 pagesEffect of The Properties of The Constituents On The Fatigue Performance of Composites: A ReviewM.Muslim RehmanNo ratings yet
- Reaction Rates During Mechanical Alloying: B. J. M. Aikin, T. H. Courtney and D. R. MauriceDocument9 pagesReaction Rates During Mechanical Alloying: B. J. M. Aikin, T. H. Courtney and D. R. MauriceMarcos Lopez-CarrascoNo ratings yet
- Eddy Current Modeling in Composite Materials: Piers O V NDocument5 pagesEddy Current Modeling in Composite Materials: Piers O V NRobin JamesNo ratings yet
- Cast Iron: 5Z780/00 1T inDocument3 pagesCast Iron: 5Z780/00 1T intabibkarimNo ratings yet
- Young's ModuleDocument12 pagesYoung's Modulelazy catNo ratings yet
- Jute Short + PLADocument7 pagesJute Short + PLARamkumar RamaiahNo ratings yet
- Letter e Lab - HDocument2 pagesLetter e Lab - HDean JezerNo ratings yet
- Plastic DesignDocument258 pagesPlastic DesignBurak Dobur100% (1)
- Saint Gobain Sluice ValvesDocument2 pagesSaint Gobain Sluice ValveskibzeamNo ratings yet
- Summary of Earth Pressure FormulasDocument15 pagesSummary of Earth Pressure FormulasDavor KirinNo ratings yet
- Practical Data MetallurgistsDocument78 pagesPractical Data MetallurgistsrtgeorgeNo ratings yet
- Effets de CâbleDocument29 pagesEffets de CâbleFerroudja HamrouniNo ratings yet
- Earthing Calculation: Va Tech WabagDocument8 pagesEarthing Calculation: Va Tech Wabaghari sudhanNo ratings yet
- A Study On Mechanical Properties of Bamboo Fiber RDocument8 pagesA Study On Mechanical Properties of Bamboo Fiber RRachapalli AnjaliNo ratings yet
- Polymer Synthesis: "I Am Inclined To Think That TheDocument21 pagesPolymer Synthesis: "I Am Inclined To Think That ThearobaidiNo ratings yet
- Assignment IDocument12 pagesAssignment IrakshakdhungelNo ratings yet
- Popular Insulation TypesDocument2 pagesPopular Insulation TypesArshad AminNo ratings yet
- Behavior and Design of Single Plate Shear ConnectionsDocument21 pagesBehavior and Design of Single Plate Shear ConnectionsMilmxmenNo ratings yet
- Surgical Stainless Steel - WikipediaDocument1 pageSurgical Stainless Steel - Wikipediaramthecharm_46098467No ratings yet
- Iso-Iec 1116-01 2010Document4 pagesIso-Iec 1116-01 2010Rakhsh KhorvashNo ratings yet
- 3 BDocument3 pages3 BadnandjNo ratings yet
- SemDocument1 pageSemjakelowNo ratings yet
- Short-Range Structure in Partially) Crystalline Potato Starch Determined With Attenuated Total Reflectance Fourier-Transform IR SpectrosDocument14 pagesShort-Range Structure in Partially) Crystalline Potato Starch Determined With Attenuated Total Reflectance Fourier-Transform IR SpectrosSylvana AlvarezNo ratings yet
- 175 011000 PDFDocument2 pages175 011000 PDFAbu Anas M.SalaheldinNo ratings yet
- Esab DublexDocument8 pagesEsab DublexSuphi YükselNo ratings yet
- Hdpe HM50100Document1 pageHdpe HM50100José MazulloNo ratings yet
- Review Questions: ScreeningDocument2 pagesReview Questions: ScreeningJohn P. BandoquilloNo ratings yet
- Nitomortar TC2000: Epoxy Resin Based Sealing Compound Uses PropertiesDocument3 pagesNitomortar TC2000: Epoxy Resin Based Sealing Compound Uses Propertiesosama mohNo ratings yet
- Ceramic S: Fundamentals of Material Science and EngineeringDocument36 pagesCeramic S: Fundamentals of Material Science and EngineeringArjayNo ratings yet
- Lab SandDocument4 pagesLab Sandshamsulaliff94No ratings yet
- Performance of Clay Samples Reinforced With Vertical Granular ColumnsDocument7 pagesPerformance of Clay Samples Reinforced With Vertical Granular ColumnsSeif EddineNo ratings yet
- Failure Analysis - Part III PDFDocument55 pagesFailure Analysis - Part III PDFMark O'DonnellNo ratings yet
- Lecture 3 Plastic DeformationDocument31 pagesLecture 3 Plastic DeformationAmmar SafwtNo ratings yet